12 Ways How to Fix Z Seam in 3D Prints
Z seam is common to see in many of your 3D prints. It’s basically a line or a seam that is created in the Z-axis, which creates a slightly unusual look in models. There are ways to reduce and minimize these Z seams, which I’ll explain in this article.
To fix and reduce Z seams in 3D prints, you should improve your retraction settings so there is less material in the nozzle during movements. Changing the Z seam location in your slicer is another great method that works for users. Reducing your print speed as well as enabling coasting helps with controlling Z seams.
Keep on reading through for information on how to fix Z seams in your 3D prints.
What Causes Z Seam in 3D Prints?
A Z seam is primarily caused while the printhead lays the outer layer and moves up to print the next layer. Right, where it moves up, it leaves a little extra material, and if it stops at the same point each time while going up, it leaves a seam along the Z-axis.
Z seams are inevitable in 3D prints. At the end of printing a layer, the printhead stops printing for a split second so that the Z-axis stepper motors can move and print the next layer across the Z-axis. At this point, if the hotend experiences high pressure due to over-extrusion, a little excess material oozes out.
Here is a list of some causes that might cause bad Z seams:
- Bad retraction settings
- Not using the right Z seam alignment settings in Cura
- Printing speed too high
- Not using linear advance
- Not adjusting wipe distance
- Not enabling coasting
- Excessive Acceleration/Jerk Settings
In some cases, the Z seam tends to be more visible than others. This depends on the object’s position and structure, and extrusion settings.
How to Fix & Get Rid of Z Seams in 3D Prints
There are quite a few ways to fix or reduce the presence of Z seams in your 3D prints. Some methods help you to hide the Z seam by changing it’s location on your model, while some of them will get fade the seam.
The pressure from the material in your hotend can contribute to how noticeable the Z seam is.
Let’s look into some of the different ways that users have fixed Z seams in their models:
- Adjust Retraction Settings
- Changing Cura Z Seam Alignment Settings
- Reduce Print Speed
- Enable Coasting
- Enabling Linear Advance
- Adjust Outer Wall Wipe Distance
- Print At Higher Acceleration/Jerk Settings
- Lower Layer Height
- Disable Compensate Wall Overlaps
- Increase Outer Wall Line Width
- Enable Retract at Layer Change
- Enable Outer Before Inner Walls
It’s a good idea to test these settings one at a time so you can see what settings are actually making a positive or negative difference. When you change more than one setting at a time, you won’t be able to tell what actually made the difference.
I’ll go through each potential fix in more details.
1. Adjust Retraction Settings
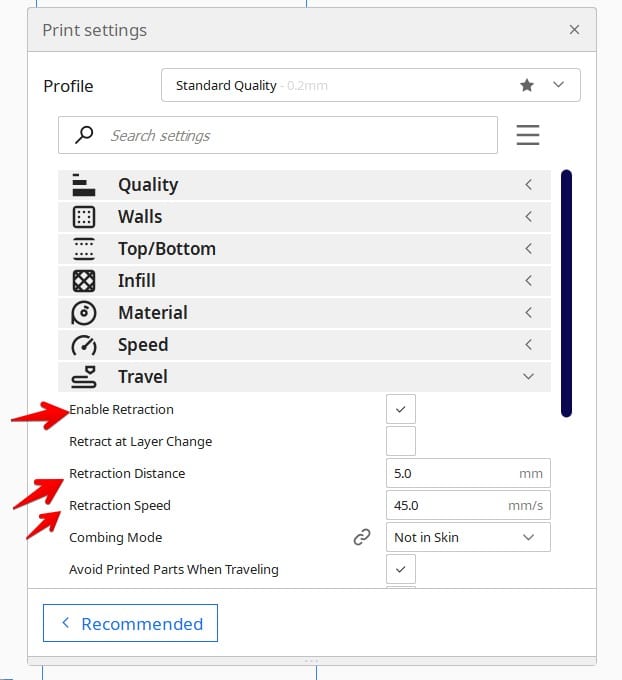
One of the first things you can try doing is to adjust your retraction settings within your slicer. Many users have noticed significant changes to their Z seams after finding their right Retraction Length and Distance.
One user who experimented with retraction settings found that after changing their Retraction Distance from 6mm to 5mm, they noticed a difference in how much the Z seam appeared.
You can increase or decrease your Retraction Distance in small increments to see what works best for your 3D printer and other settings.
Another thing this user did was to define a location for their Z seam (back) which can be done through your slicer settings. We’ll look at that setting next.
2. Changing Cura Z Seam Alignment Settings
By changing Z seam alignment settings in Cura, you can decrease the visibility of a Z seam. This is because it allows you to select the starting point of every new layer that your nozzle travels to.
This is very useful for models which tend to have consecutive equal layers and are very susceptible to a very visible Z seam.
Here are the options to choose from:
- User Specified – you can choose which side the seam will be placed on your print
- Back Left
- Back
- Back Right
- Right
- Front Right
- Front Left
- Left
- Shortest – this tends to place the seam in the exact same spot because it’s ending the perimeter where it began. This is not so good for hiding the Z seam.
- Random – this starts each layer in a totally random spot and thus ends in a random spot as well. This can be a great option.
- Sharpest Corner – this can be a great option for angular 3D models as this places the seam right at the inward or outward corner of the model.
There is also an extra option known as the Seam Corner Preference in Cura which shows up for the above options except for Random. With the help of this setting, you can have more control on where to set the Z seam. There are 5 choices:
- None
- Hide Seam
- Expose Seam
- Hide or Expose Seam
- Smart Hiding
I’d highly recommend doing some of your own testing so you can see how the different settings affect where your Z seam will be. A cool thing you can do in Cura is to check your model in Preview mode after you slice it to see where the seam will be.
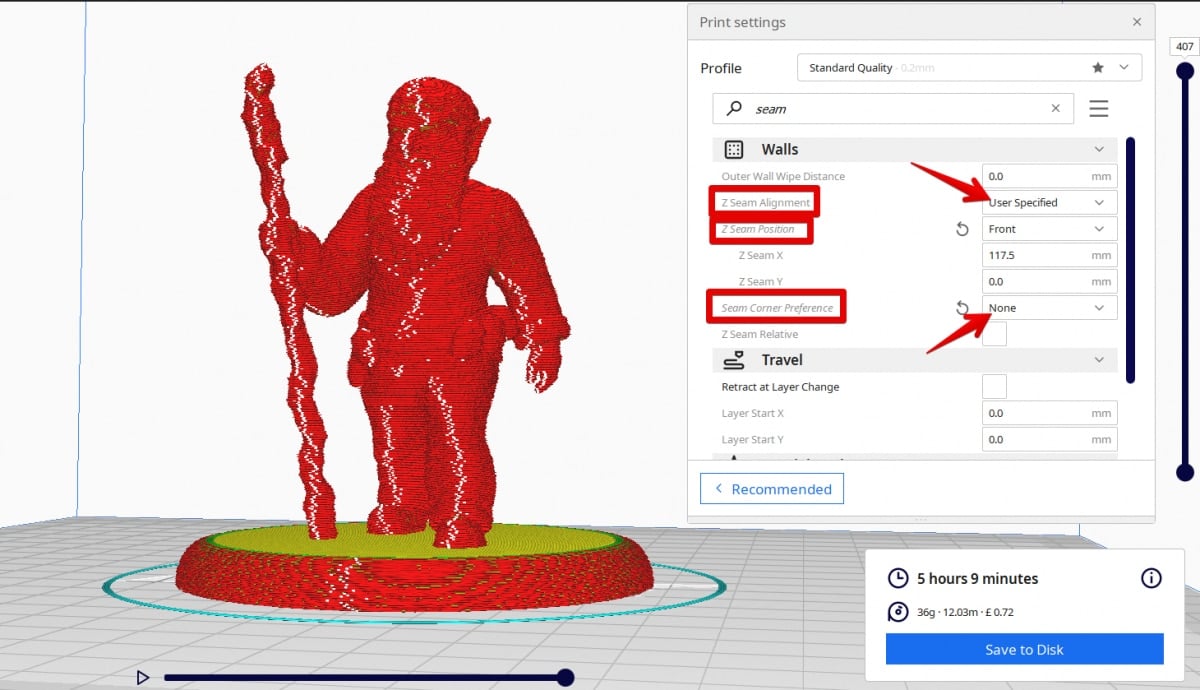
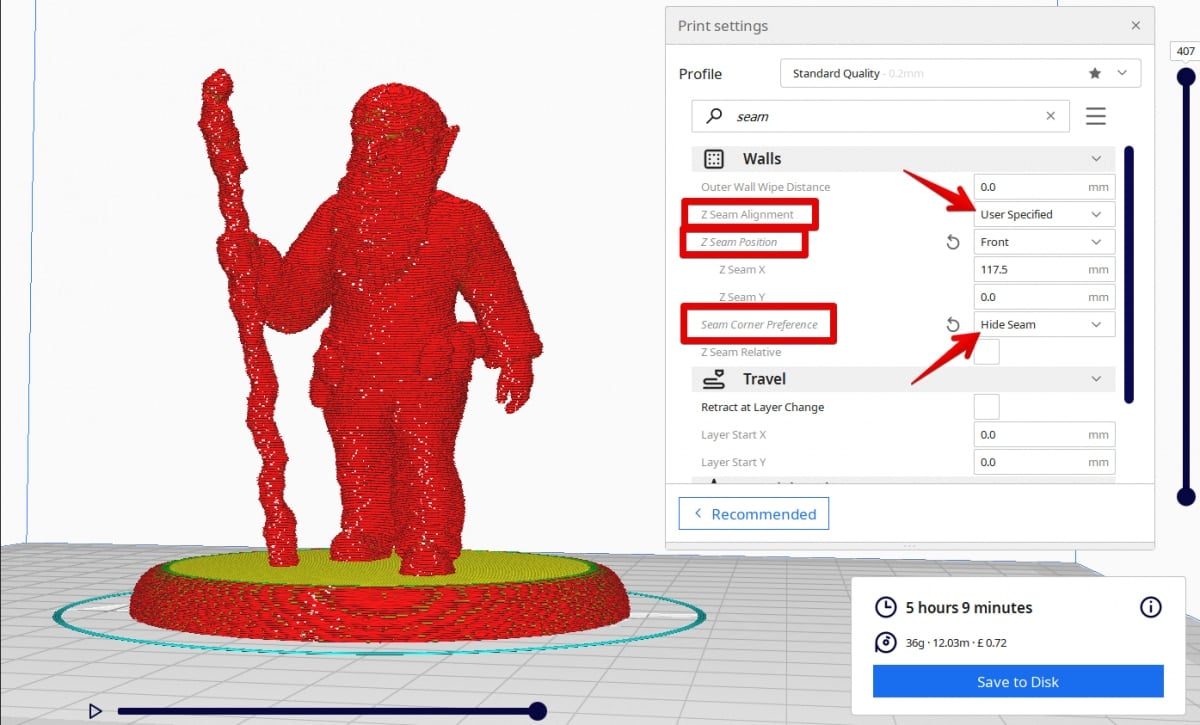
Here’s an example of the difference between choosing a Seam Corner Preference of None and Hide Seam at the front. For a miniature model like this, it makes more sense to have the Z seam at the back rather than the front so it doesn’t affect the front aesthetic of the model.
Some users have gotten great results by using the Random setting with the Z Seam Alignment. An example is the model below of the chess piece that has a noticeable Z seam on it. After changing their alignment they said it did the trick nicely.
Another user managed to reduce print imperfections by keeping their Z Seam either in the Sharpest Corner or relative to a specific Z Seam X & Y co-ordinate that you can set in Cura. You can play around with these to see where the Z Seam will end up.
Adjust your Z Seam Position will automatically adjust those X & Y co-ordinates, so you can basically choose a pre-set location or get more precise by inputting numbers.
Check out the video below by CHEP on controlling the seams through Cura.
3. Reduce Print Speed
Another potential fix for reducing Z seams in your 3D prints is to reduce your printing speed. When you have a print speed that’s too fast, your extruder has less time to retract the filament between the printing movements.
The slower your printing speed, the more time that the filament has to extrude at the transition of each layer. It also reduces the amount of pressure that’s in the hotend, which leads to reducing how much filament comes out.
One user who was experiencing blobs near the Z seams of his model initially tried calibrating his retraction settings. After tweaking many settings, he figured out that the main fix came down to reducing his Outer Wall Speed to 15mm/s.
Cura gives a default Outer Wall Speed of 25mm/s which should work pretty good, but you can test out slower speeds to see if it makes a difference. Many users who fixed this issue do recommend printing the walls slowly, at the cost of a higher printing time.
When you have a lower maximum speed, it means there’s less time taken to accelerate to and decelerate from, leading to less pressure in the nozzle and reduced Z seams.
4. Enable Coasting
Another useful fix to reduce Z seams is to Enable Coasting. It is a very helpful feature to get rid of those zits and blobs in your Z seam. Coasting is a setting that slightly stops the extrusion of material as it gets to the end of closing a wall in your model.
It basically tries to empty the chamber of filament at the last part of an extrusion path so there’s less pressure on the nozzle for less of a Z seam and stringing.
One user who tried enabling coasting to reduce Z seams got great results on his Ender 5. He also suggested reducing your Travel Speed and Print Speed to get better results.
Another user got even better results after enabling Coasting. He also suggested reducing your Outer Wall Flow to 95%, as well as reducing your layer height and setting the Z Seam Alignment to the sharpest corner.
There are Coasting settings that you can adjust to get even better results, but make sure not to overdo the settings since it can lead to holes in the layer transitions. The default settings usually work pretty well.
Here is a great video by Breaks’n’Makes which can help you get your Coasting settings on point.
Coasting is technically a lesser version of Linear Advance as it tries to approximate what Linear Advance does, but can lead to print imperfections. Let’s look into Linear Advance itself.
5. Enabling Linear Advance
There’s a setting called Linear Advance that has helped many users reduce bad Z seams. It is basically feature within your firmware that makes compensations for the amount of pressure that builds up in your nozzle from extrusion and retractions.
When your nozzle moves fast, stops, or moves slow, there is still pressure in the nozzle, so Linear Advance takes this into account and does extra retractions based on how fast the movements are.
One user that enabled Linear Advance said he used to constantly get bad Z seams on all his 3D prints, but after enabling it, said it worked wonders for him.
You need to enabled it within your firmware then calibrate a K-Value which depends on your filament and temperature. The process is pretty simple to do and can significantly improve your 3D prints.
He also mentioned that once you enable it, you can decrease your Retraction Distance by quite a lot which can reduce other printing imperfections such as blobs and zits.
Check out the video below by Teaching Tech to learn how to setup Linear Advance properly.
Do keep in mind, you don’t want to have coasting on if you are using Linear Advance.
6. Adjust Outer Wall Wipe Distance
The Outer Wall Wipe Distance is a setting that was specifically created to reduce Z seams in Cura. What it does is lets the nozzle travel further without extrusion at the end of every outer wall, to wipe the contour closed.
One user who was experiencing Z seams on his Ender 3 Pro suggested adjust your wipe distance to fix this issue. Another user who tried this setting said you can try a value of 0.2mm or 0.1mm to see if it fixes the issue. The default value in Cura is 0mm, so try a few values and see the results.
You can even try increasing it to 0.4mm, the same size as a standard nozzle diameter.
After a week of calibration it looks better but not 100% yet. Details in comment
byu/gar_lei inender3v2
Check out the video below for more details about Z seams, wiping, combing and coasting. They get to a point where their Z seams are almost invisible, along with better print results.
7. Print At Higher Acceleration/Jerk Settings
Some users have got good results for reducing Z seams by increasing their Acceleration & Jerk settings. This is because the printhead gets less time for the residual pressure to drive out more material, leading to a cleaner Z seam.
Printing at higher acceleration and jerk settings can reduce Z seams to some extent. These settings actually make acceleration or deceleration much faster.
It seems as though some of the previous fixes would be better to implement than this one.
One user recommends to increase the X/Y acceleration and/or Jerk limits to let motions start and stop quicker, leading to a shorter time for the uneven level of extrusion to occur. Going too high can lead to layer shifts or bad vibrations though, so it needs testing.
They mentioned that their Ender 3 could handle Accelerations of at least 3,000mm/s² in the X & Y, along with 10mm/s for Jerk, though you could probably go higher with testing.
8. Lower Layer Height
Using a lower layer height for your model can also help to reduce the visibility of Z seams as some users have found.
Many users have got great results by using a lower layer height, at around 0.2mm and below, mainly if you are experiencing gaps and are using a higher than usual layer height.
If you are doing prototypes, a layer height of 0.2mm or 0.28mm are good choices, but if you are looking for details and a good aesthetic, 0.12mm or 0.16mm works well for relatively smaller models.
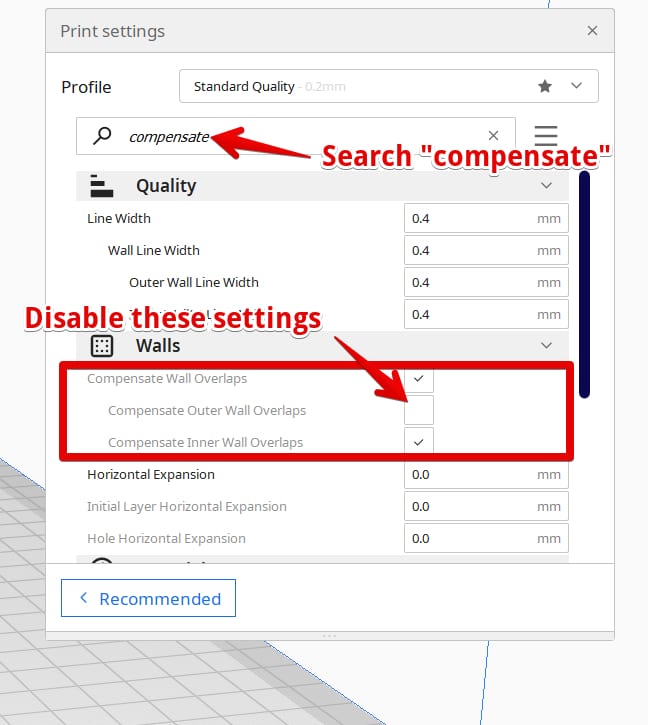
9. Disable Compensate Wall Overlaps
Compensate Wall Overlaps is a print setting in Cura that, when disabled showed good results for a lot of users for reducing Z seams.
One such instance is a user who was getting defects all over his print model. He disabled Compensate Wall Overlaps and it helped their model look better. They did also mention that after changing to PrusaSlicer from Cura, they got better results, so this could be another potential fix.
Just discovered the ‘compensate wall overlaps’ setting and that helped with my skin finish but still getting lots of artifacts in the skin. Outer wall prints at 35mm/sec and jerk is currently at 20
byu/H4CK3R314 inFixMyPrint
Another user was getting zits on his model. He was suggested by another user to completely disable the Compensate Wall Overlaps setting. In Cura, this has 2 sub-settings, Compensate Inner Wall Overlaps and Compensate Outer Wall Overlaps. Make sure to disable both the sub-settings.
This can help to smoothen out your Z seams.
10. Increase Outer Wall Line Width
Increasing the Line Width can be a good solution to smoothen out Z seams. You can specifically adjust your Outer Wall Line Width in Cura.
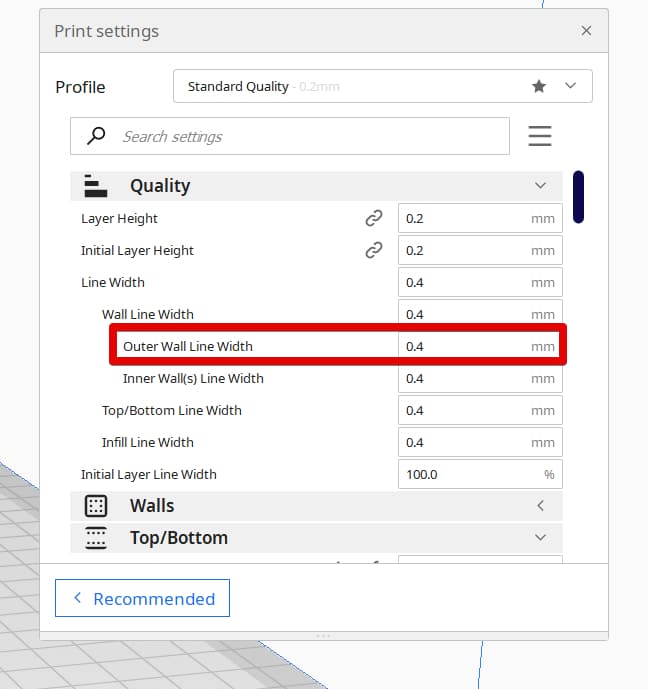
One user who was initially getting rough Z seams on 3D printed cylinders found that a key setting was to increase his Line Width. He ended up finding the Outer Wall Line Width setting and increasing it from the default 0.4mm to 0.44mm and noticed an instant improvement.
This was after printing several cylinders. He also suggested disabling Compensate Wall Overlaps as mentioned above. He got much smoother walls and an improved Z seam as well on his prints.
11. Enable Retract at Layer Change
Another potential fix for reducing Z seams is to enable Retract at Layer Change in Cura.
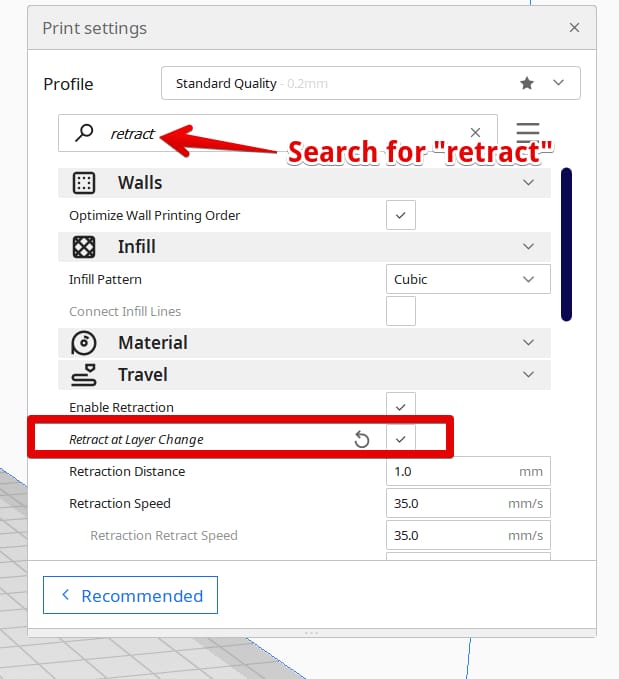
This works because it helps to prevent extrusion from continuing during the move to the next layer, which is where Z seams happen. Do keep in mind that this setting works best when your Retraction Distance is very low.
When your Retraction Distance is fairly high, the time it takes to retract allows the material to ooze to the point where it counteracts the retraction.
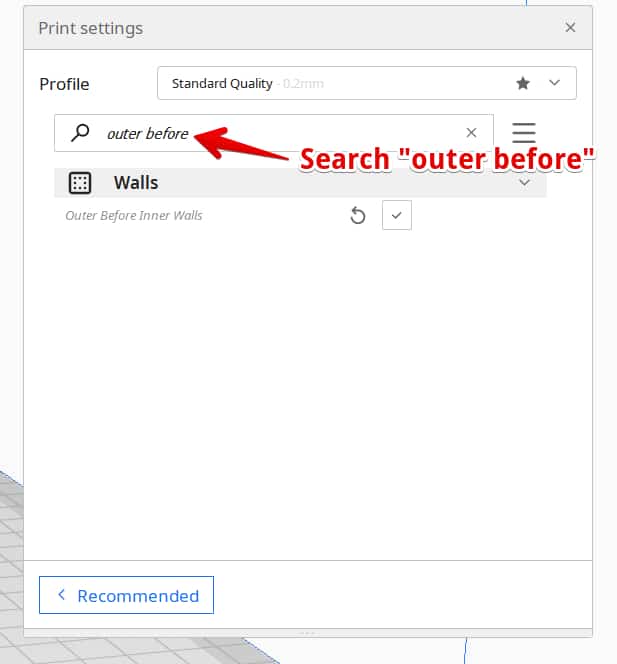
12. Enable Outer Before Inner Walls
The last setting on this list to help fix or reduce Z seams is to enable Outer Before Inner Walls in Cura. This is off by default and has worked for some users after enabling it.
It’s supposed to help by ensuring that your layer change happens on the inside of the model rather than on the outer surface since the outer surface isn’t the last or first thing printed on that layer.
Best Z Seam Tests
There are a few Z seam tests from Thingiverse that you can try to see how well your Z seams are without doing a full 3D print:
You can simply download one of the models and test out the changes you make to see if it makes a positive difference to your Z seams.