10 Ways How to Fix 3D Prints That Look Like Spaghetti
There’s a phenomenon in 3D printing called spaghetti on 3D prints, otherwise known as when your 3D prints fail halfway and keep on extruding. This results in a spaghetti-looking 3D print, which basically means your model failed. This article will detail how to fix 3D prints experiencing this issue.
To fix 3D prints that look like spaghetti, make sure you have good first layer adhesion and a good first layer. Leveling your build plate, increasing build plate temperature, and using a Brim or Raft can help out a lot. Make sure you use enough supports for your model and clear up any clogs in your 3D printer.
There’s more information about spaghetti 3D prints that you’ll want to know, so keep reading for more.
What Causes Spaghetti in 3D Printing?
The prime cause of spaghetti in 3D printing is usually the print failing halfway through. This happens when a part of the print is knocked off or the position of the print shifts suddenly.
After this, the nozzle starts printing in midair. There are many other things that can cause spaghetti in 3D printing such as:
- Poor print bed adhesion
- Failed support structures
- Poor interlayer adhesion
- Layer shifts
- G-Code errors from slicing
- Loose or incorrectly aligned belts
- Clogged hotend
- Damaged or clogged Bowden tube
- Extruder skipping steps
- Unstable 3D printer
How to Fix Spaghetti on 3D Prints Halfway Through
If your prints are constantly failing with spaghetti halfway through, you will need to make some changes to your printer setup. Here are some solutions you can try:
- Increase First Layer Adhesion
- Use Enough Supports
- Increase Print Temperature and Decrease Print Cooling
- Reduce Print Speed
- Tighten Your Belts
- Repair Defective 3D Models Before Slicing
- Clear Your Clogged Hotend
- Check Your Bowden tube
- Inspect Your Extruder’s Tensioner Arm
- Make Sure Your Printer is Stable
1. Increase First Layer Adhesion
Your prints need to grip the print bed properly for a stable, successful print. If it doesn’t grip the bed, it can be knocked off its position by the nozzle, wind drafts, or even its own weight.
For example, look at this spaghetti a Redditor found on a print bed after forgetting to optimize print bed adhesion.
According to them, they forgot to clean and re-apply glue to the bed after hours of printing. So, the first layer didn’t stick.
In some cases, even if the first layer sticks, the model won’t be stable. This leads to the nozzle printing at the wrong positions, resulting in spaghetti.
You can use the following tips to increase first-layer adhesion.
- Clean Your Bed Between Prints
The residue left on the bed from previous prints can affect the adhesion of the print bed. To avoid this, clean the bed with a lint-free or microfiber cloth between prints.
You can get a high-quality, 12-Pack Microfiber Cloth from Amazon. Its woven structure enables it to clean more dirt and other residues from your build plate quite efficiently,

They also last long for a large number of washes and do not leave any lint residue on the print bed. For more stubborn plastic residues, you can use IPA with the cloth to get rid of them.
- Use An Adhesive
Adhesives help give the print extra grip on the build plate, especially the old ones. Most people choose to go with glue stick as it works well and is easy to apply.
You can get this All-Purpose Glue Stick from Amazon. It works with all sorts of build plate materials and provides a firm bond between the print and the plate.

Also, it’s water-soluble, so you can easily wash it off your print bed after printing.
You can also go with this Scotch Blue Painter’s Tape from Amazon to cover your build plate and improve adhesion. It’s a very popular product to stick to your build plate to help the first layer adhesion.

- Level Your Bed Correctly
An improperly leveled print bed will provide a shaky foundation for the print bed. For the filament to stick correctly to the print bed, the nozzle needs to be at an optimal distance from the bed.
If the filament doesn’t achieve this ‘squish,’ it won’t stick to the bed properly. So, make sure your bed is leveled correctly.
For those with Ender printers, you can follow this guide from 3D printer enthusiast CHEP to level your bed.
He shows how you can use a custom G-Code to level all the corners of your Ender 3’s print bed. He also demonstrates how you can get an optimal squish.
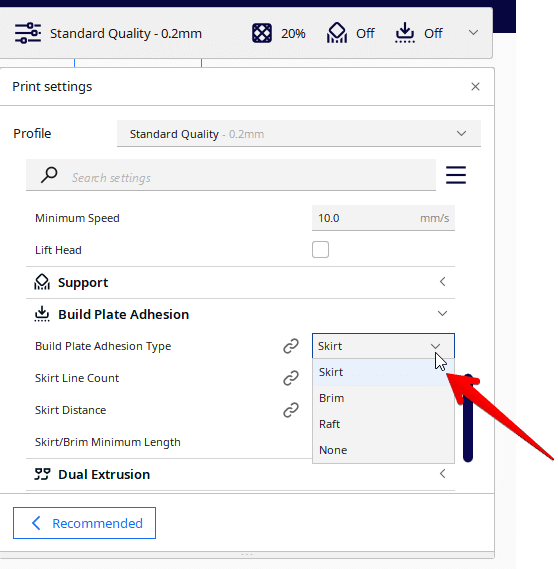
- Use Rafts and Brims
Prints with small surface areas on the print bed stand a bigger chance of getting knocked down. Rafts and brims help increase the surface areas of these prints to give them stronger adhesion.
You can find the settings for the raft and brim under the Build Plate Adhesion section in Cura.
- Increase The Build Plate Temperature
This problem is common among those who print with filaments like ABS and PETG. If the bed isn’t hot enough, you might experience warping and print separation leading to spaghetti.
One user who 3D printed PETG with a bed temperature of 60°C found that it was a little too low. After raising up their build plate temperature to 70°C, they fixed their spaghetti 3D prints.
Always make sure you use the temperature specified for the material by its manufacturers. If you can’t find that, here’s the optimal bed temperature for some common materials.
- PLA: 40-60°C
- ABS: 80-110°C
- PETG: 70°C
- TPU: 60°C
- Nylon: 70-100°C
You can learn more about first layer problems in this article I wrote on How To Get The Perfect First Layer For Your Prints.
2. Use Enough Supports
Supports hold up the overhanging parts of the print while the nozzle builds them. If you print without enough support, the print’s sections can fail, leading to a spaghetti monster.
Here are some ways to avoid this:
- Preview Your Prints Before Printing
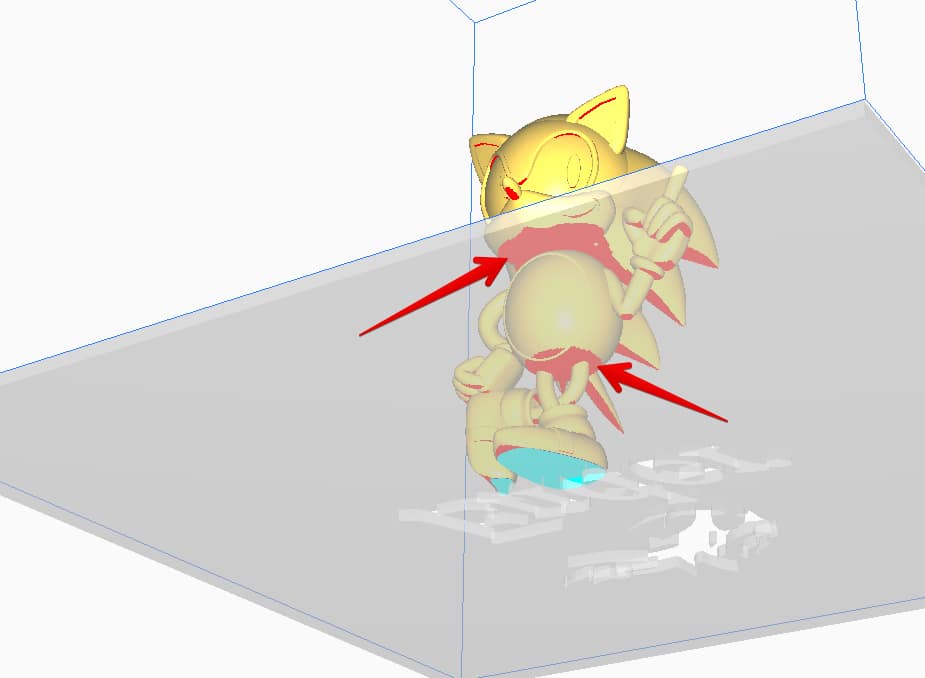
If you prefer using custom supports in your prints, you should always preview to check if all overhanging areas are supported. For example, look at this Sonic model in Cura. In the Prepare section, all the overhanging parts are marked red.
These ideally should have supports underneath so your nozzle isn’t extruding material in midair. Even if a small part gets 3D printed in midair, the extra material that’s not laid down might end up sticking to the nozzle and knocking over the rest of the model.
The larger red areas are the most troublesome since the smaller ones can sometimes print by bridging in midair just fine.
If you select the generate support option, the slicer will automatically generate supports for those areas on your model.
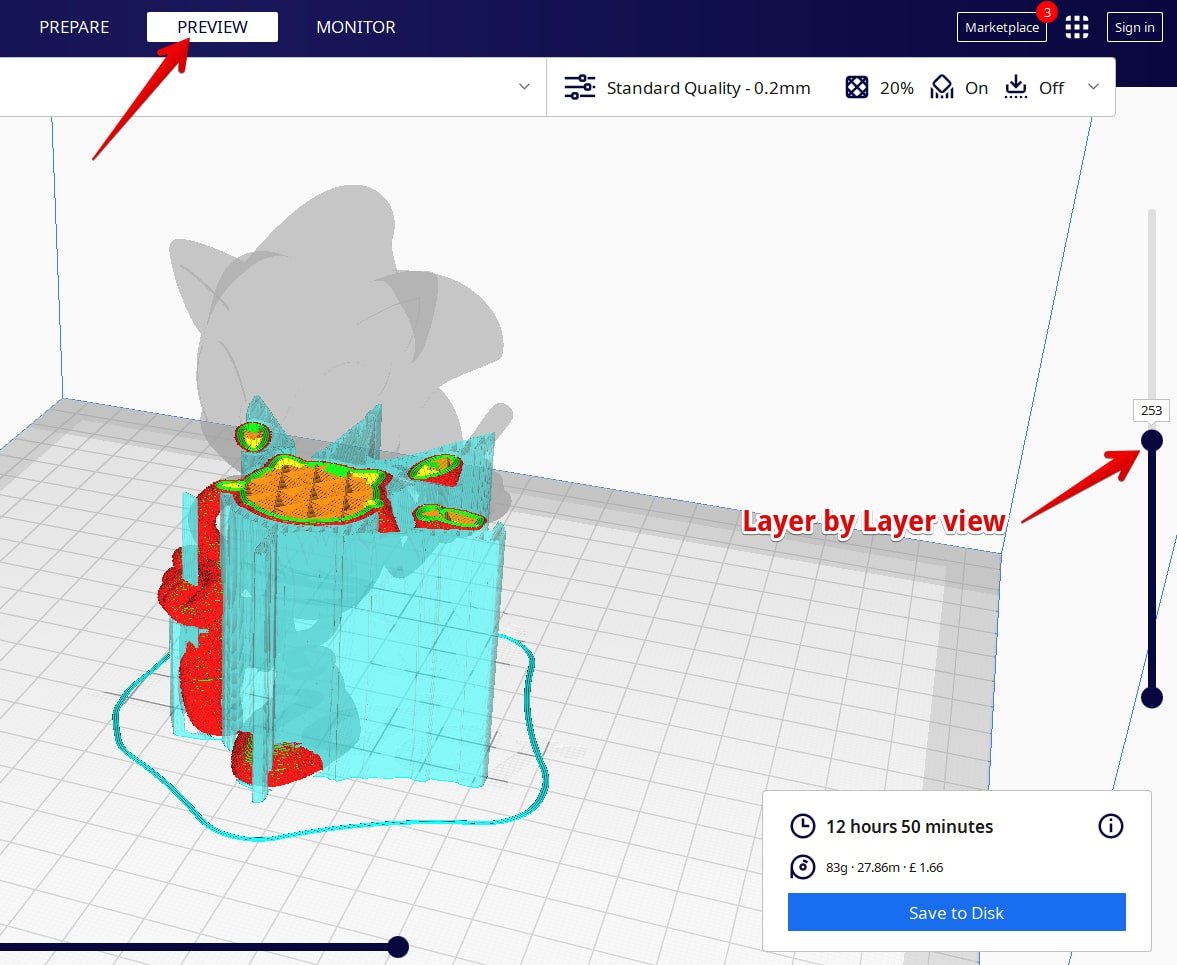
After you slice your model, select the “Preview” tab at the top middle of Cura, then scroll through the model layer by layer to see if there are any unsupported islands. You can also look out for supports that might be too thin, meaning they are easier to knock over.
I’d recommend using a Brim or Raft if you notice thin supports because they give the thin supports a more stable foundation.
- Increase Support Strength
Sometimes when you’re printing tall objects, it’s not enough to just have supports, the supports also need to be strong. This is because taller prints and supports have a larger chance of being knocked over when printing, so they have to be strong and durable.
The best way to increase support strength is by increasing your Support Density setting. The default value is 20%, but you can raise it up to 30-40% for better durability. After doing this, you can also check the “Preview” to see if the supports look good.
There’s another useful setting in the Experimental setting side of things called Conical supports. These make your supports in a cone shape which allows you to can basically increase the base width of your supports to give them a larger base and more stability.
For more information about improving supports, check out my article on How to Fix Failing 3D Print Supports.
3. Increase Print Temperature and Decrease Print Cooling
Delamination or layer separation occurs when the layers of the 3D print do not bond well with each other, leading to spaghetti. There are many causes of delamination, but the prime suspect among them is the hotend temperature.
A low hotend temperature means the filament won’t melt properly, causing under-extrusion and poor interlayer bonds.
To fix this, try and increase your printing temperature. It’s best to go with the instructions and printing temperature ranges from the filament manufacturer.
Also, reduce or turn off the cooling if you’re printing temp-sensitive filaments like ABS or PETG. Cooling these filaments can cause delamination and warping.
I always recommend people to 3D print a temperature tower to figure out the optimal temperature for your 3D printer and material. Check out the video below to learn how to do this.
4. Reduce Printing Speed
Reducing the printing speed can help solve various issues that cause spaghetti on your print. First off, if you’re having problems with layer adhesion, a slower speed gives the layers more time to cool and bond together.
Secondly, a slower printing speed helps reduce the chances of the nozzle knocking the print off its position. This especially applies to tall prints like the one in this video.
High printing speeds can knock the model or the supports off position, so it’s best to use a slower speed if you’re experiencing print failure. The default Printing Speed in Cura in 50mm/s which most 3D printers can handle, but reducing it can help.
Lastly, high print speeds are a major driving force behind layer shifts. Layer shifts lead to misaligned layers, which may lead to the print failing and turning to spaghetti.
Check your prints. If you’re experiencing misaligned layers before failure, try reducing your print speed by about 25%.
5. Repair Defective 3D Models Before Slicing
Although it’s not common, some 3D models come with defects that can cause slicing errors. Defects like open surfaces, noise shells, etc., can result in printing failures.
Most slicers will often notify you if you have any defects like this in your print. For example, this user said PrusaSlicer informed them about errors in their print before they sliced it.
However, some did slip through the cracks and ended up in the print’s G-Code. This caused their model to fail twice in the same spot.
One user mentioned that they have had 3D prints fail identically, and it was the slicers fault. The STL file was fine, as well as the 3D printer, but after re-slicing the model, it printed perfectly.
So, if your print fails in the same place multiple times, you might want to re-check the STL file. You can repair STL files using mainstream 3D modeling software like Blender, Fusion 360, or simply re-slice the file.
Another user that some people have fixed this problem by simply rotating their model within the slicer, since it re-calculates the route the print head takes during the 3D print. In some cases, there may be a bug in the algorithm that determines the print route, which is why this can work.
For more information on how you can repair these files, check out this article on How To Repair STL Files For 3D Printing.
6. Tighten Your Belts and Pulleys
Other factors that can contribute to layer shifts are loose X and Y-axis belts. If these belts aren’t properly tightened, the bed and the hotend won’t be able to move across the build space accurately to print.
As a result, the layers can shift, causing the print to fail. For example, one user didn’t assemble their X-axis belts correctly, and it ended up causing a failed print.
My first print on an Ender 3 Pro – spaghetti after the first layer and the printer head goes off the target zone and all over the place. Help?
byu/Accomplished_Grass_5 inender3
To avoid this, check your belts to see if they are correctly tensioned. A properly tensioned belt should emit an audible twang when plucked. If it’s not, then tighten it.
This awesome video from 3D Printscape shows you how you can check and properly tighten the belts on your 3D printer.
They use an Ender 3 to explain the process, but the same principle applies to almost all FDM printers.
Also, check your belts and pulleys to ensure they are moving well without obstructions. Make sure the belts aren’t hooked or rubbing on any of the printer’s components.
You can also check out my article How to Properly Tension Belts on Your 3D Printer.
7. Clear Your Nozzle
A clogged nozzle can restrict the filament from flowing easily. As a result, the printer can miss a few layers and features, causing the print to fail and create that spaghetti mess.
If you’ve been printing for a while without problems and you notice inconsistent extrusion, your nozzle may be clogged.
You can try to disassemble your hotend and clean it out to eliminate any clogs. You can clean partial clogs by pushing a nozzle cleaning needle through the nozzle or cleaning it with a wire brush.
I’d also recommend using something like the 10 Pcs Small Wire Brush with Curved Handle from Amazon. One user who purchased these said it worked great on his 3D printer to clean the nozzle and heater block, though they aren’t the most sturdy.
He said since they are pretty cheap, you can treat them like consumables.

For the needles, I’d recommend the Aokin 3D Printer Nozzle Cleaning Kit from Amazon. One user said it’s perfect for his Ender 3 maintenance and now they can clean their nozzle very easily.

You’ll need to perform a cold pull to get the clog out of the nozzle for more severe clogs. To learn how to do this, check out my article 5 Ways to Unclog a Jammed Extruder Nozzle.
8. Check Your Bowden Tube
Some users have reported spaghetti problems stemming from poor Bowden tubes in their printers. A user reported a defective PTFE tube causing spaghetti issues halfway into the print.
It turned out that the PTFE tube was way smaller than advertised, so it restricted the filament’s movement. To avoid this, always buy an original PTFE tube like the Authentic Capricorn Bowden PTFE Tube from Amazon.

It’s made out of superior, heat-resistant material. According to customers, it also has less manufacturing variance than other materials, making it the better choice.
Also, another issue users face is Bowden tube clogs. This is a common problem, and it causes clogs that can lead to spaghetti and oozing.
This happens when there is a gap between the PTFE tube and the nozzle in the hotend. For optimal performance, the tube must go all the way to the nozzle without any gaps in between.
So, disassemble your nozzle to check for this issue. You can follow this video to learn how to check for and fix this issue.
You can also create issues if your Bowden tube has sharp bends or twists that make the filament harder to pass through. Make sure the filament has a smooth and clear path through to the extruder, the PTFE tube, all the way into the nozzle.
It may require some re-adjustment to get it right. One user who had issues with 3D prints turning to spaghetti did a re-adjustment and found that it fixed his issue
9. Inspect Your Extruder Tensioner Arm
The extruder tension arm provides the force that feeds the nozzle with the filament. If it isn’t correctly tensioned, it won’t grip the filament and can also distort it.
As a result, the extruder won’t feed the nozzle properly, leading to skipped layers and other extrusion problems. To fix this, check your extruder tension arm and see if it is gripping the filament correctly.
Check out the video below to see a visual and explanation of this.
The extruder arm shouldn’t be rubbing and grinding the filament. However, it should have enough grip to push the filament through without slipping.
10. Make Sure Your Printer Is Stable
Stability is essential in the operation of a 3D printer. If you expose your printer to vibrations, bumps, and other impact shocks, it may appear in your print.
You can have layer shifts and other issues that can lead to spaghetti and print failure.
To avoid this, make sure you place the printer on a level, solid platform during operations. Also, if you use an Ender 3, you can print out these Anti-Vibration Feet for your printer. You can try to search Thingiverse for anti-vibration feet for your specific 3D printer.
They will help dampen any vibrations coming to your print. I wrote an article called Best Tables/Desks & Workbenches for 3D Printing which you might find useful.
Spaghetti prints can be pretty frustrating, especially if you’re a beginner. But don’t worry, even the pros suffer from it too. Try out the fixes above and your issues should be gone soon.
Good luck and happy printing!