12 Ways How to Fix 3D Prints That Keep Failing at Same Point
It can be frustrating to experience a 3D print that keeps failing at the same point, and I’ve had something similar happen to me before. This article should help you fix the issue once and for all.
To fix a 3D print failing at the same point, try re-uploading the G-Code to your SD card because there might have been an error in the data transfer. It may be your physical model that’s having issues so using a raft or brim for adhesion can help with stability issues, as well as trying to use stronger supports.
Keep on reading for more information on how to fix a 3D print failing at the same point.
Why Does My 3D Print Keep Failing at the Same Point?
A 3D print that fails at the same point can happen for a number of reasons, whether a hardware or a software issue.
The issue could be faulty SD card or USB, corrupt G-Code, gaps in layers, a filament sensor malfunction, issues in materials or print design, or improper supports. Once you figure out what your cause is, the fix should be fairly straightforward.
It’s not ideal having a 3D print that takes several hours, only to fail when it’s 70% or 80% completed. If this does happen, you can check out my article How to Fix 3D Print Resume – Power Outages & Recover Failed Print, where you can 3D print the rest of the model and glue it together.
Here are some key reasons why your 3D prints are failing at the same point:
- Bad G-Code uploaded to SD card
- Bad adhesion to the build plate
- Supports aren’t stable or enough
- Roller wheels not tightened optimally
- Z-Hop not enabled
- Leadscrew issues
- Bad heatbreak or no thermal paste between it
- Vertical frames aren’t parallel
- Firmware issues
- Fans are dirty and not working very well
- Issue with the STL file itself
- Filament sensor malfunction
How to Fix a 3D Print That Keeps Failing at the Same Point
- Re-Upload the G-Code into the SD Card
- Use a Raft or Brim for Adhesion
- Add Supports with Proper Focus
- Fix the Z-Axis Gantry Wheel Tightness
- Enable Z-Hop When Retracted
- Try Rotating Your Leadscrew Around Failure Point
- Change Your Heatbreak
- Make Sure Your Vertical Frames Are Parallel
- Upgrade Your Firmware
- Clean Your Fans
- Run STL File Through NetFabb or STL Repair
- Check the Filament Sensor
1. Re-Upload the G-Code into the SD Card
The issue could be with the G-Code file on your SD card or USB drive. If you removed the drive or card while it wasn’t finished transferring the G-Code file from the computer, the print may not start at all in the 3D printer or may end up failing at a specific point.
One 3D printer user said that he removed the SD card assuming that the process was completed. When he tried printing the same file, it failed twice at the same point/layer.
When he looked into the G-Code file to find the error, a big portion was missing as it wasn’t copied properly into the SD card.
- Make sure you have uploaded the G-Code file properly into the SD Card or USB drive.
- Don’t remove the memory card until it shows you a message saying the file is saved to the removable drive, along with an “Eject” button.
- Make sure that the SD Card is working properly and is not broken or corrupt.
It may be a good idea to check your SD card adapter to ensure there aren’t any faults there because that may also contribute to a 3D print failing at the same point or mid print.
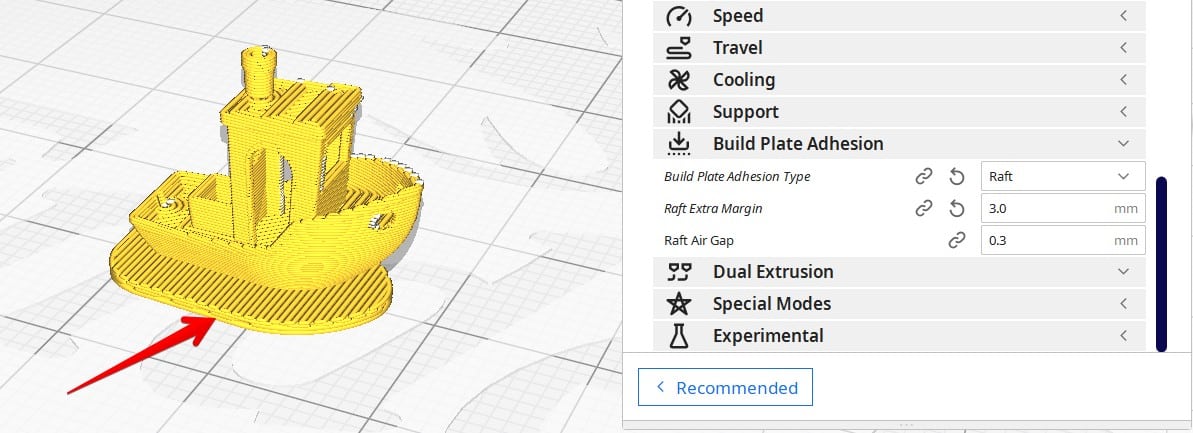
2. Use a Raft or Brim for Adhesion
Some models don’t have a large footprint or foundation to adhere to the build plate, so it can lose adhesion easier. When your 3D print isn’t stable, it can move around slightly, which might be just enough to cause a print failure.
If you notice that your model isn’t firmly on the build plate, it could be the cause of your 3D print failing at the same point.
A simple fix for this would be to use a raft or a brim to improve your adhesion.
You can also make use of an adhesive product like glue stick, hairspray or Painter’s Tape to get better adhesion.
3. Add Supports with Proper Focus
Adding supports is as important as designing a 3D model in a slicer before getting it printed. Some people only use the automatic supports options which analyzes the model, along with overhangs and adds support by itself.
Although it is quite effective, it can still miss some points in the model. This thing can cause your model to fail at a specific point if it is not getting any support to print the next layers. They only have a place to print in the air.
You can learn how to add custom supports so your model has a better chance of succeeding. Check out the video below for a nice tutorial for adding custom supports.
Some of the users have also claimed in different forums that they don’t even add auto support in some structures as they are straight and don’t look like they need support. But when they reached a good height, they started to bend as they needed some supports or raft that could add more power to the model with its continuous growth.
- Add supports in almost all kinds of models even if they require a minimum quantity.
- Make sure you double-check the model and add supports manually where needed, or where auto support options have missed parts.
4. Fix the Z-Axis Gantry Wheel Tightness
One user who had issues with models failing at the same point found that he had loose POM wheels on the Z-axis which caused this issue. After he corrected this hardware issue by tightening up the POM wheels on the Z-axis side, it finally solved the issue of models failing at the same height.
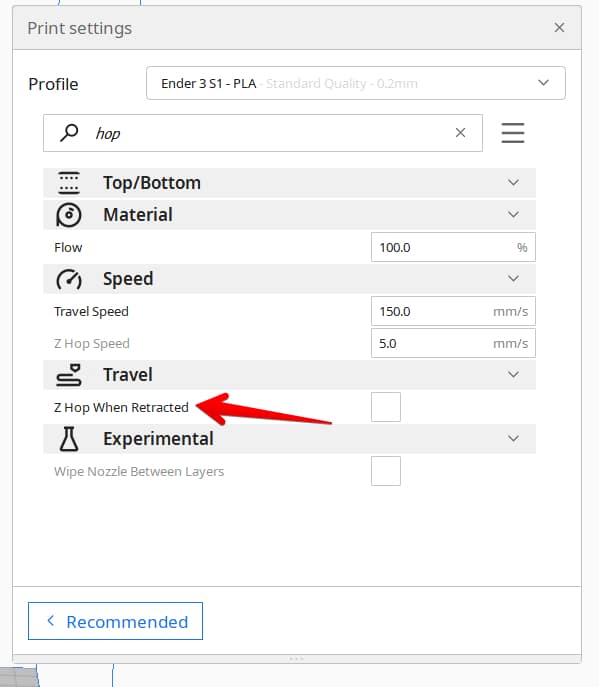
5. Enable Z-Hop When Retracted
There’s a setting called Z-Hop in Cura that basically lifts up the nozzle above your 3D print when it needs to travel from one place to another. This works to fix 3D prints failing at the same point because you might have an issue with the nozzle hitting your model at a specific section.
One user who watched his 3D print where the failure was happening saw that the nozzle was hitting the print as it moved along, so enabling Z-hop helped fix this issue for him.
When your nozzle moves across some kind of gap, it can hit the edge of your print, causing a potential failure.
6. Try Rotating Your Leadscrew Around Failure Point
I would recommend trying to rotate your leadscrew around where your 3D prints are failing to see if there is some kind of bend or blockage in that area. You can also try taking your leadscrew out and rolling it on a table to see if it is straight or has a bend in it.
If you find the leadscrews has some kind of issue, you can try lubricating it, or replacing it if it’s bad enough.
Many people have replaced their leadscrew with the ReliaBot 380mm T8 Tr8x8 Lead Screw from Amazon. The brass nut it comes with might not fit with your 3D printer, but you should be able to use the one you already have.

7. Change Your Heatbreak
One of the causes of your 3D prints failing at the same point can be due to temperature issues, namely at the heatbreak when retracting filament. The heatbreak is supposed to reduce the transfer of heat from the hotend up to the cold end where filament is feeding through.
When your heatbreak doesn’t work effectively, it can negatively affect your filament. If you check your filament after doing a cold pull, it may have a “knob” at the end which shows temperature transfer issues.
One user mentioned that they fixed this issue by cleaning a blockage that occurred in their hotend by taking it apart, then after re-assembling, adding thermal grease on the heat break threads that go into the heatsink.
After doing this, they have been 3D printing without issues for over 100 hours. Another user said they when they took apart the Prusa hotend on their machine, it had no thermal compound between the heat break and heatsink.
They decided to change to an E3D hotend with a new heat break and added a CPU thermal compound and now things are running flawlessly. For a Prusa user, they changed to an E3D Prusa MK3 Hotend Kit and was able to do 90+ hour prints after having many failures.

You can get a hotend that is compatible with your specific 3D printer if needed.
Something like the Arctic MX-4 Premium Performance Paste from Amazon. A few users have mentioned how it has worked really well for their 3D printers, mentioning that even at a temperature of 270°C doesn’t dry out.

8. Make Sure Your Vertical Frames Are Parallel
If your 3D prints fail at the same height, it may mean that your vertical extrusion frames are at a point or angle where it isn’t parallel. When your 3D printer gets up to this specific point, it might cause a lot of drag.
What you want to do is move your X gantry to the bottom, ensuring that your rollers are rolling smoothly. Now you can loosen the top screws that hold the frame together at the top. Depending on how the frame was, you might want to loosen the screws on both sides rather than one.
After this, move the X-gantry or the horizontal frame to the top and re-tighten the top screws. This should create a more parallel angle for your vertical extrusions, giving you a smoother movement from top to bottom.
9. Upgrade Your Firmware
This fix is less common, but one user mentioned that he got a significant layer shift in a Groot model he was trying to 3D print. After trying 5 times and failing all at the same height, he upgraded his stock Marlin 1.1.9 to Marlin 2.0.X and it actually solved the problem.
It’s worth trying to upgrade your firmware if there is a new version to see if it can also fix your 3D prints failing at the same point.
Check out the Marlin Firmware page to see the latest version.
10. Clean Your Fans
Simply cleaning your fans worked for one user who was experiencing this on an Ender 3 Pro, where it stopped extruding after a certain amount of time. It may have been a heat creep problem since his cooling fan blades were coated with a thick layer of dust and small pieces of older filament.
The fix here was to take the fans off the 3D printer, clean each fan blade with a cotton bud, then use an airbrush and compressor to blow all the dust and remnants out.
The failures usually resulted in blockages, so they tried other things such as increasing the temperature but these didn’t work.
If you are using an enclosure for your 3D printer, especially when printing with PLA, you want to open a side up so the ambient heat isn’t too high since that can cause blockage issues from the filament being too soft.
11. Run STL File Through NetFabb or STL Repair
Netfabb is a software that is used for design and simulation and it has the features to develop 3D files of a model and show them layer by layer in a two-dimensional manner. You should upload your STL file into the Netfabb software to see how the 3D printer will print this model before you go for further slicing.
One of the users suggested practicing this before every printing process because there are possibilities of having gaps or empty spaces between different layers. This thing usually happens due to non-manifold edges, and triangle overlap.
Running STL files through NetFabb will give you a clear preview and you can identify such gaps in the software.
- Run your 3D print’s STL file through the NetFabb software before slicing.
- Make sure that the model’s STL is fully optimized for the printing process.
12. Check the Filament Sensor
The filament sensor has the job to warn you or stop the printing process in case the filament is about to end. There are possibilities that your 3D print is failing at the same time if this sensor is not working properly.
Sometimes the sensor malfunctions and assumes the end of filament even if the spool is right there loaded on the 3D printer. This malfunctioning will stop the process as soon as the sensor gives a signal to the 3D printer.
- Make sure that the filament sensor is not disturbing the printing process while there is still filament loaded on the 3D printer.
One of the users suggested an efficient method to test filament sensors. All you need to do is simply remove all the filament from the 3D printer and then start the printing process.
If the sensor is working properly, it will immediately tell you to load the filament while showing a notification stating “No Filament Detected”.
The words may differ from printer to printer but if it doesn’t warn you even if there is no filament spool, you have got the cause behind your issue.
How to Fix Underextrusion at Same Height
To fix underextrusion at the same height, check that your model doesn’t have some kind of issues in the “Layer View”. The most common cause is Z-axis issues, so check that your axes move smoothly by manually moving them. Tighten or loosen any POM wheels so it has a good amount of contact to the frame.
Check that your Bowden tube isn’t getting pinched at a certain height since that can reduce the free movement of filament. Also check that your extruder isn’t too dusty from filament getting ground.
If the angle between your spool and extruder creates too much friction or requires too much pulling force, it can start to cause under extrusion.
One user who switched out their Bowden tube for a longer one solved their issue of under extrusion from the same height.
It’s important to watch your 3D print so you can potentially see why it’s failing. You can calculate the rough timing of when the model will get to the typical failure point by looking at the overall print timing, then seeing how far up the failure is in comparison to the height of the model.
Partial clogs could also be a reason why this issue happens. A fix for one user was to increase their extrusion temperature by just 5°C and now the issue doesn’t happen.
If you changed filaments, then this could be your fix since different filaments have different optimal printing temperatures.