How to Fix First Layer Edges Curling – Ender 3 & More
3D prints can sometimes have issues with the first layer edges curling or warping, leading to further issues in the printing process. This article will detail how to fix first layer edges curling on your 3D printer, whether an Ender 3 or another machine.
To fix first layer edges curling, you want to use good first layer settings to improve build plate adhesion. One thing you can do is to increase the build plate temperature so that filament adheres better. You also want to ensure your bed is leveled to a good standard. Printing with an enclosure can help too.
This is the basic answer that you can use, but there are more details you’ll want to know, so keep reading for more.
Why Do First Layer Edges Curl?
Warping is the main factor behind the first layer’s edges curling off the print bed. Warping happens when parts of the 3D model on the bed cool rapidly and shrink after printing.
As a result of this shrinkage, these parts can detach from the build plate and curl upwards. Here are a few reasons this can happen.
- Low build plate temperature
- Incorrect cooling settings
- Improperly leveled print bed
- External air drafts
- Dirty build plate
- Poor build plate adhesion
- Clogged print nozzle
- Small first layer height
- Small first layer footprint
How to Fix First Layer Edges & Corners Curling
You can fix curling first layers by adjusting your printer’s setup and settings.
- Increase your build plate temperature
- Turn off cooling for the first few layers
- Level your print bed correctly
- Print with an enclosure
- Clean your build plate
- Apply an adhesive to the print bed
- Unclog the printer’s nozzle
- Increase the first layer’s height
- Add rafts and brims to your print
Let’s look at these in more detail.
Increase Your Build Plate Temperature
The heated build plate helps keep your print’s first layer hot, so it has time to cool and set slowly. If it’s set to the wrong (lower) temperature, you can end up with curled edges on your first layer.
So, it must be set to the right temperature. The optimal build plate temperature for any 3D filament is slightly below its glass transition temperature – the point at which it solidifies.
At this temperature, the material can cool uniformly without rapid shrinkage.
Check the manufacturer’s datasheet to get the right build plate temperature for your filament. However, if you do not have access to that, here are the build plate temperatures of a few standard filaments.
- PLA: 40-60°C
- ABS: 90-110°C
- PETG: 70-80°C
- TPU: 50-60°C
Turn Off Cooling for The First Few Layers
Rapid cooling from the fan is usually bad for the first few layers. These layers need to stay hot and cool uniformly to avoid warping, as I mentioned earlier.
To achieve this, turn off part cooling for the first few layers so the first layer can stick properly to the print bed. You should do this for all materials to avoid warping.
Slicers like Cura usually turn off cooling for the first few layers by default. However, you should still check to be sure.
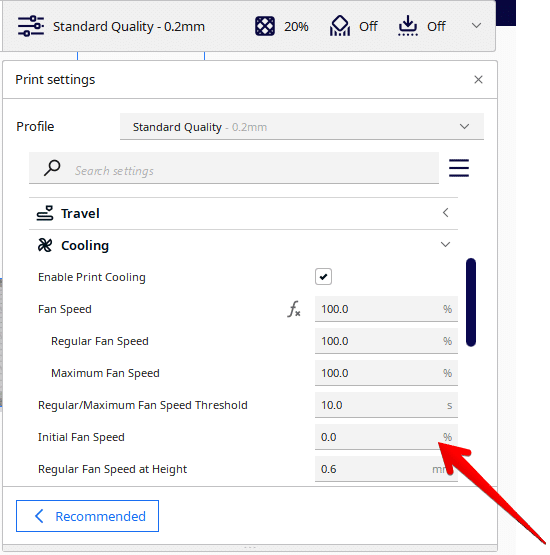
Here’s how you can turn off part cooling on Cura.
- Go to Print settings
- Under print settings, select the Cooling sub-menu
- Make sure the Initial Fan Speed is at 0%
Level Your Print Bed Correctly
If you notice that curled-up edges on your print are limited to one area of your bed, then your problem might be an improperly leveled bed.
For the first layer to stick to the print bed properly, the nozzle needs to push or squish the first layer into the bed. The bed needs to be a set height from the bed for a proper squish.
If the bed is too far from the nozzle, the first layer won’t squish on the bed properly. As a result, the filament can curl up and detach from the bed relatively easily.
Conversely, the nozzle will have trouble pushing out the filament if it’s too close. So, make sure you level your bed correctly so the nozzle is at the optimal distance from the bed.
Pro-tip, if you’re using an Ender 3 printer, you should upgrade your bed springs, so your bed stays level for longer. The Aokin Bed Springs from Amazon is a significant upgrade over the stock springs.
These springs are stiffer, so they can resist vibrations and stay level better. They are also straightforward to install on your print bed.
You can learn more about that in this article on How to Fix Ender 3 Bed Leveling Problems.
Print With an Enclosure
Even if your cooling fan is off, stray drafts of cold air from the room can still cool the first layers rapidly, leading to curling. If you can’t maintain an ambient room temperature, you’re going to need an enclosure.
An enclosure isolates your print from the fluctuating temperatures in the room and keeps the printer’s heat in. It also provides a stable, constant temperature environment for printing your model.
A great, affordable enclosure you can get for your printer is the Creality 3D Printer Enclosure from Amazon. You can choose between the small and the large version, which can fit large printers like the CR-10 V3.
It’s also made from dust and noise-reducing, flame-retardant materials, making it the safer choice. One user reported that the enclosure stabilized her printing temperatures and eliminated warping on their glass plate.
A less effective method you can use to shield the print is by printing a draft shield. A draft shield is a feature you can add in the slicer to provide a barrier for your main print to avoid warping.
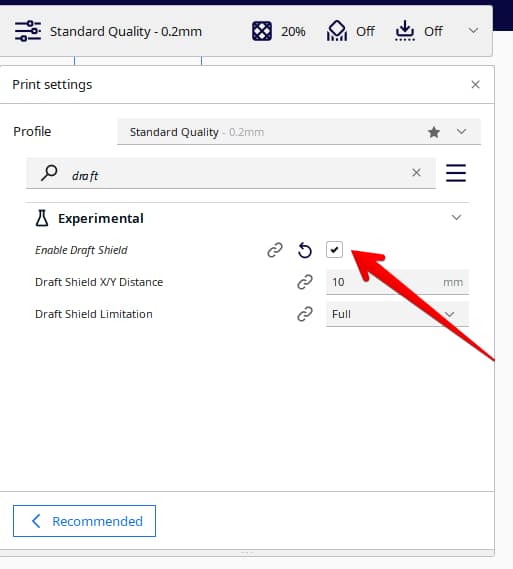
Here’s how you can add one in Cura:
- Go to Print settings
- Go under the Experimental sub-menu
- Search for Enable Draft Shield
- Tick the box and set the dimensions for your draft shield.
Clean Your Build Plate
Dirt and residue from previous prints can prevent your model from sticking properly to your print bed. To avoid this and get the best first layer possible, you should clean your print bed regularly.
To clean your print bed, follow these steps:
- If the bed is removable, take it off the printer
- Wash it with warm soapy water
- Rinse it off and clean it with a clean, lint-free cloth
- Wipe it down with IPA to eliminate any remaining stubborn plastics on the plate.
Note: Avoid touching your build plate with your bare hands after cleaning it. Oils on your hand can transfer to the build plate, making adhesion much harder.
Apply An Adhesive to The Print Bed
Using an adhesive on the print bed can help the first layer adhesion immensely. The adhesive will hold the first layer down on the build plate, so it doesn’t curl up when it cools and contracts.
There are plenty of quality adhesives you can use for this. Here are some of them:
Glue Stick
A glue stick is a cheap, easy-to-use option for increasing your build plate’s adhesion. All you have to do is apply a thin coat to your printing area, and your prints should stick better.
An excellent glue stick you can use on your bed is the UHU Glue Stick from Amazon. It’s a non-toxic brand that offers excellent build plate adhesion, and it’s also easy to clean off afterward.
One user even described it as the perfect glue for ABS and PLA. They said it sticks the print to the plate when hot and releases the print easily after cooling.
Hairspray
Hairspray is an inexpensive tool you can use to enhance bed adhesion in a pinch. Almost all hairspray works, but you’ll get better results with stronger “extra-hold” brands.
To use it, spray an even coating on the bed and leave it for a minute. Gently pat off the excess hairspray on the bed, and you should be good to go.
Blue Painter’s Tape
Blue Painter’s tape is another great tool for better build plate adhesion. The top side of the tape is porous, so filament materials can stick to it quite easily.
The tape is also heat-resistant, so it can withstand the heat of the print bed without failing. You can get this quality Duck Release Blue Painter’s Tape from Amazon.
It works great on all print bed surfaces, and it also comes off cleanly from the bed without leaving any residue.
Unclog Your Printer’s Nozzle
A dirty nozzle will usually result in blockages and under-extrusion, preventing the nozzle from properly laying filament. If the filament is coming out of your nozzle at an angle or slowly, your nozzle might be clogged.
The solution to this is to disassemble your nozzle and clean it properly. You can clean it with a wire brush, a tiny drill bit, or by printing cleaning filament through it.
You can check out how to clear your nozzle in this article that shows 5 Ways to Fix and Unclog Your Extruder’s Nozzle.
Increase The Initial Layer Height
A thin first layer is easier to warp because it might not squish evenly and stick to the build plate. A higher layer height ensures that the first layer has a larger contact area with the print bed, making it harder to warp.
Your first layer height is recommended to be between 120 -150% of the regular layer height for the best first layer. For example, if the layer height is 0.2mm, the first layer height should be between 0.24mm and 0.3 mm.
Add Rafts and Brims to Your Print
A first layer with a small footprint cools faster and unevenly. Additionally, the small footprint doesn’t provide enough stability and build plate adhesion, which means it can lift and curl easily.
Rafts and brims extend the first layer’s surface area giving it more grip and stability on the print bed. As a result, the first layer can resist the warping forces better.
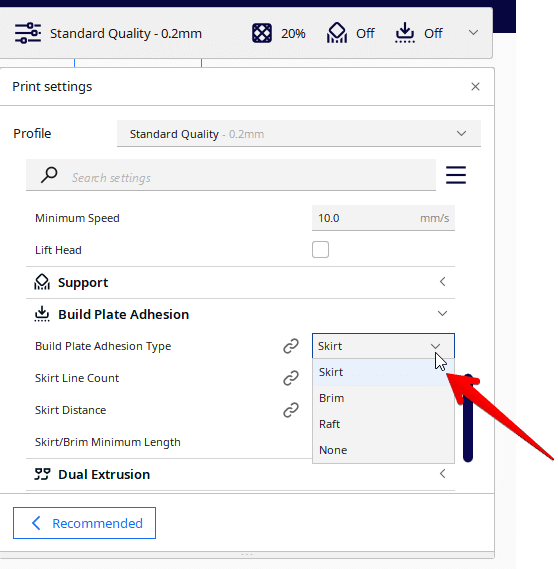
Here’s how you can add them to your model on Cura:
- Go to Print Settings
- Go to the Build Plate Adhesion sub-menu
- Select whether you want a Raft or a Brim
How to Fix 3D Printer That Only Prints First Layer
Your printer can suddenly stop printing after the first layer, leading to print failure in some situations.
You can fix these issues in the following ways:
- Adjust the extruder arm’s tension
- Cool down the extruder
- Check your cooling fan and extruder
- Inspect and clear your nozzle for clogs
- Reduce the printing temperature
- Check your PTFE tube
- Adjust your retraction settings
- Repair Your STL File
Adjust The Extruder Arm’s Tension
If the extruder arm isn’t gripping the filament properly, the extruder will have trouble supplying the nozzle with the filament for printing. In cases like this, you’ll have to adjust the tension on the extruder arm so it grips the filament more tightly.
Most extruders come with screws that you can tighten to adjust their tension. You can follow the steps in this Simple Extruder Tension guide to get the optimal feeder tension.
Cool Down the Extruder
If you’re printing in a hot environment or an enclosure, the extra heat can cause the extruder to overheat. Once the extruder motor overheats, it can stop working.
To fix this, try and reduce the temperature in the environment.
Increase The Power to The Extruder
If the extruder is clicking and finding it hard to supply filament, then the solution might be the poor power supply. You can solve this by increasing the power input to the extruder from the mainboard.
Doing this requires quite a bit of electronics know-how. You can read more about this in this article I wrote on How to Fix an Extruder Motor That’s Vibrating but Not Turning.
Repair Your STL Files
If your STL file is full of errors like surface holes and floating surfaces, it can result in a bad G-Code file when you slice it. As a result, you’re going to have trouble printing the model.
There are many online and offline tools available for fixing your STL files. They include Formware, Netfabb, 3D Builder, and Meshmixer.
You can learn how to use these tools in this article on How To Repair STL Files For Printing.
Check Your Fan and Extruder Wiring
Some users have reported a peculiar firmware bug where the extruder goes off immediately after the cooling fan comes on in the Creality CR-10. This usually happens after the first layer.
The cause of this can be that maybe the fan and the extruder might be plugged into the wrong ports on the motherboard. So, check to see if they’re connected to the correct ports.
Also, it might be that the power supply cannot produce enough power for both components. You can try reducing or turning off the cooling fan for subsequent layers to see what happens.
Check Your Nozzle for Clogs
Clogs in your nozzle can restrict the filament from coming out on subsequent layers. One Redditor discovered this problem in his nozzle due to a gap between the heat break and the nozzle.
The filament can leak out of this gap, causing a clog in the nozzles. They fixed the problem by taking apart the nozzle, cleaning it, and re-installing it properly.
To do this, you need to tighten the nozzle and make sure it is flush with the heat break. You can learn how to install the nozzle in this article on How to fix Filament Leaking Out Of The Nozzle.
Also, you need to make sure the hotend fan is blowing and cooling the heat break properly. If it isn’t, the filament will melt prematurely in the heat break, leading to clogs.
Reduce The Printing Temperature
If the printing temperature is too high, it can lead to over-extrusion of the filament. This can clog up your nozzle when it tries to retract molten filament into itself.
Also, if the temperature is too high, it can end up melting the stock Bowden tube on the printer. So, always make sure you’re printing with the correct temperature for the material.
The best way to find the material’s optimal temperature is to check the manufacturer’s datasheet. If you do not have access to it, then you can print a Temperature Tower to determine the best temperature.
You can also create a Temperature Tower directly through Cura by following the video below.
Check Your PTFE Tube
If your PTFE tube is damaged in any way, it might have gaps between it and the nozzle that can cause leaks and, subsequently, clogs. Remove your PTFE tube and check the end for any signs of charring or damage.
If you find any, you can either cut the tube’s end off (if the tube is long enough), or replace it. An excellent replacement for it is the Capricorn Bowden PTFE Tubing from Amazon.
The Capricorn tubing is made from high-quality Teflon material, making it less susceptible to heat from other filaments. One user even said they printed models at temperatures of up to 250°C without any problem.
When installing the tube back, make sure it sits flush against the nozzle without any gaps between them. Check out this video on how to install it properly.
Adjust Your Retraction Settings
If your retraction settings are dialed in properly, your printer can end up pulling molten filament back to the cool zone, clogging it. To avoid this, make sure your retractions settings are within the proper range.
For example, Bowden extruders require a retraction distance of 4-7mm. On the other hand, the optimal retraction distance for direct-drive extruders falls between 0.5-2mm.
I wrote an article on How to Get the Best Retraction Length & Speed Settings.
Best 3D Printer First Layer Tests
There are plenty of simple one-layer models you can use to test out your printer’s first layer. As the printer prints these models, you can make fine adjustments to your printer’s set up to ensure the best quality.
Let’s look at them.
CHEP Bed Level Print
This model was made by a YouTuber named CHEP. It contains a G-Code you can use to level your bed effectively.
It also contains a series of concentric squares that you can use in testing the build plate adhesion on all corners of your build plate.
You can follow this video to learn how to use it.
First Layer Test
This test will print a series of shapes in a square on your build plate. You can check the outlines of these shapes for over-extrusions or under-extrusions.
You can also check the infill lines in the shapes themselves. If the lines are far apart, the nozzle might be too high.
If the filament isn’t coming out properly and is barely visible on the plate, then the nozzle is too low.
Getting the first layer right is very important as it sets a great foundation for the rest of your print. So, I hope these tips help you get that flat, smooth first layer.
Good luck and happy printing!