How to Fix Filament Oozing/Leaking Out the Nozzle
A 3D printer nozzle can experience oozing and leaking even before prints start or during the printing process, which can cause issues. This article will detail how you can fix filament that leaks and oozes from your nozzle.
The best way to make sure filament stops oozing from your nozzle is to reduce your printing temperature so that filament isn’t melting more than it needs to. Enabling retraction settings are also important for fixing leaks or oozing out the nozzle. Make sure your hotend is assembled properly without gaps.
This is the simple answer, but there are more details you’ll want to know. So, keep on reading to learn how to solve this issue properly.
Why Does Filament Leak & Ooze Out of the Nozzle?
Filament leaking and oozing out of the nozzle when preheating it or during printing can be quite troublesome. It can be due to issues with your hardware (nozzle, hotend) setup or problems with your slicer settings.
Some of the issues that can result in the 3D printer’s nozzle leaking include:
- Printing temperature too high
- An incorrectly assembled hotend
- A worn nozzle
- Wrong filament and nozzle diameter in Cura
- Printing with wet filaments
- Poor Retraction Settings
Whether you are experiencing filament leaking around your nozzle on an Ender 3, Ender 3 V2, Prusa or another filament 3D printer, going through these causes and fixes should help finally solve your problem.
Many people experience their hotend and nozzle oozing filament, even before the print starts, which can cause issues with the print. PLA and PETG are filaments that are known to start leaking from the nozzle.
How to Stop & Fix Nozzle from Leaking & Oozing
You can stop your nozzle from oozing and leaking by fixing up your hardware and tweaking your settings. Here are a few ways you can do this.
- Use the Correct Printing Temperature
- Enable Retraction
- Re-Assemble Your Hotend Properly
- Inspect Your Nozzle for Wear
- Set The Correct Nozzle and Filament Diameter
- Keep Your Filament Dry Before and While Printing
- Print a Skirt
Use the Correct Printing Temperature
Using a printing temperature way higher than what the filament manufacturer recommends in the data sheet can also cause leaking and oozing from the nozzle. At these high temperatures, the filament in the nozzle becomes more melted and less viscous than it needs.
As a result, the filament can start to move out the nozzle from gravity rather than from the pushing of the extruder.
To avoid overheating the filament, always print within the correct temperature range for the filament. Manufacturers usually specify the optimal temperature range for printing the filament on its packaging.
Whether you have the stock hotend or have an E3D V6 leaking, it can be fixed by using the correct temperature. PETG oozing out the nozzle is a common instance when your temperature is too high.
I always recommend printing yourself a temperature tower so you can find the optimal temperature for a particular filament and your specific environment. Check out the video below to see how to do that directly in Cura.
I wrote a more in-depth article about 3D Printer Enclosures: Temperature & Ventilation Guide.
Enable Retraction
The Retraction feature pulls the filament back from the nozzle into the hotend while the nozzle is moving and isn’t printing to avoid leaks. If the retraction settings aren’t set correctly or turned off, you can experience a leaking or oozing nozzle.
It may be that the printer isn’t pulling the filament back enough into the extruder or isn’t pulling the filament fast enough. Both of these can result in leaks.
Retraction helps stop the nozzle from leaking over your model when traveling. Enabling it will reduce the leakage in the nozzle to an extent.
To enable retraction in Cura, go to the print settings tab and click the Travel sub-menu. Check the Enable Retraction box.
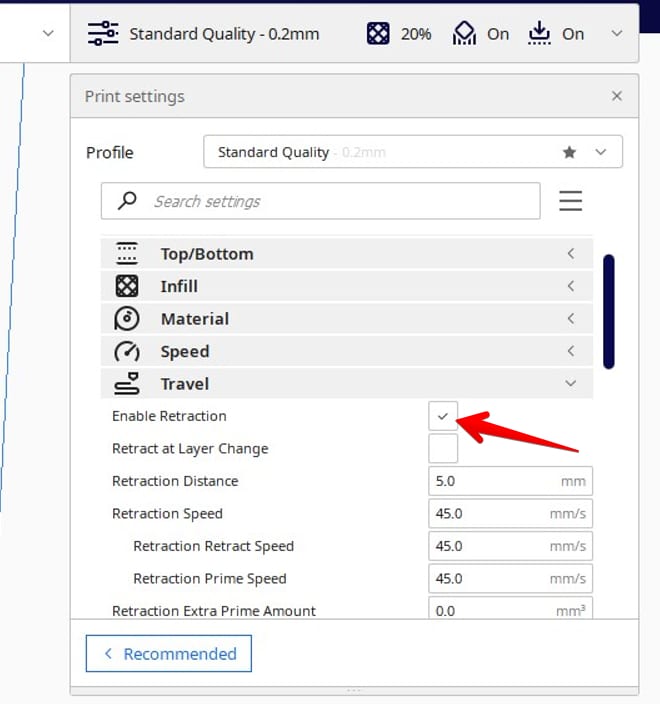
The optimal Retraction distance varies depending on the extruder you’re using. So, start at the default value of 5.0mm and increase it in 1mm intervals until the oozing stops.
You probably want to avoid increasing it past 8mm to avoid the gears grinding the filament as it might pull back too much. For more information on how to set the optimal Retraction settings, you can check out my article How to Get the Best Retraction Length & Speed Settings.
Re-Assemble Your Hotend Properly
If your 3D printer is leaking filament out of the heating block, an improperly assembled hotend could be the cause. Most hotend setups consist of a heating block, an connective PTFE tube, and a nozzle.
If these parts aren’t assembled correctly before printing and there are gaps, the hotend may leak filament. Also, even if they’re assembled correctly, many factors like heat expansion, vibrations, etc., can ruin their alignment and seal.
Getting a proper seal and connection between your nozzle, heating block, and PTFE tube is key to avoiding leaks. Here is how you can assemble the nozzle nice and tight.
- Remove the hotend from the printer
- Disassemble the nozzle and clean off any bits and pieces of melted plastic on it. You can use a wire brush and acetone for this.
- Once it’s clean, screw the nozzle all the way into the heater block.
- After you screw the nozzle in fully, loosen it by two revolutions to create a gap. Leaving this gap is very important.
- Take the hotend’s PTFE tube and attach it in tightly until it touches the top of the nozzle.
- Assemble your hotend back in with all its electronics and attach it back to the printer.
- Heat the nozzle to the printing temperature (about 230°C). Around this temperature, the metal expands.
- Using pliers and a wrench, tighten the nozzle into the heater block one last time.
Check out the video below for a nice visual of the process.
Inspect Your Nozzle for Wear
A worn nozzle can be the driving factor behind your leaks. For example, if you’re printing abrasive filaments, it can wear down the tip of the nozzle resulting in leakages.
Also, if the threading on the hotend tube (Bowden setup) and the heater block are worn, this can result in a loose connection. As a result, you may experience the filament leaking out of these areas.
A worn-down nozzle can also result in poor print quality, so you have to address it immediately. You should inspect the nozzle frequently to avoid these problems.
To inspect the nozzle, follow these steps:
- Check the nozzle for accumulated filament deposits and clean it out.
- Inspect the tip of the nozzle for wear. If the hole is wider or the tip has been worn down to a round nub, you must replace it.
- Check the threads on the hotend PTFE tube and nozzle for any signs of wear and damage. If you find any extreme wear, replace the nozzle immediately.
Set The Correct Nozzle and Filament Diameter
The filament and nozzle diameter you set in your slicer helps the printer calculate the amount of filament it needs to extrude. Selecting the wrong values in the slicer can throw its calculations off.
As a result, there may be a massive flow rate error, with the hotend extruding way more or way less filament than the printer can handle. So, if the printer extrudes more than what’s needed, it can start to ooze or leak.
Setting the correct nozzle and filament diameters in your slicer is essential to get the correct flow rate and avoid leakage. This should be correct by default but if not, here’s how to do this in Cura.
How to Change Nozzle Size
- Open the Cura app
- Click on the Material tab
- Click on the Nozzle Size dropdown menu.
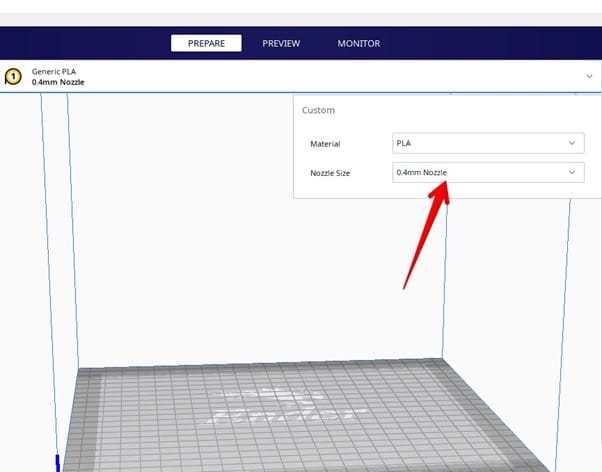
- Select the correct nozzle size for your printer
How to Change the Filament Diameter
- Open Cura
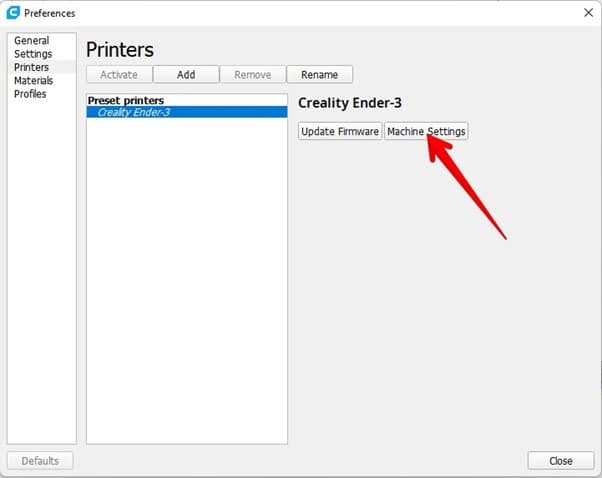
- Click on the tab which shows the printer name. Under it, select Manage Printers
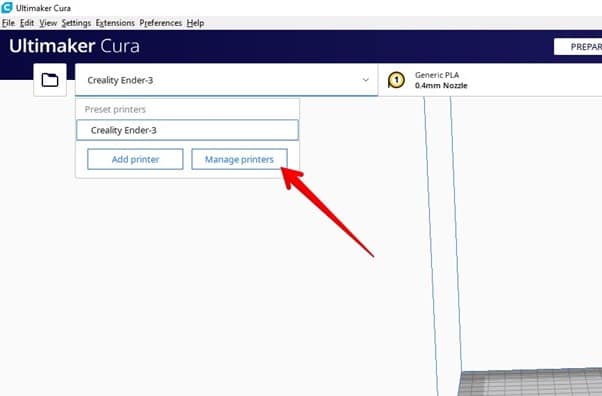
- Under your printer’s name, click Machine settings
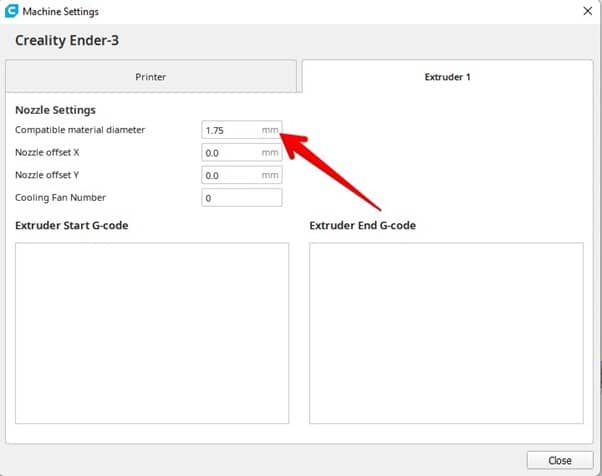
- Click on the Extruder 1 tab and put the right filament diameter under Compatible material diameter.
Keep Your Filament Dry Before and While Printing
Moisture in hygroscopic filaments, which is most of them, can also lead to leaking filament from the nozzle. As the nozzle heats the filament, the moisture trapped in it heats up, forming steam.
The steam creates bubbles within the molten filament as it comes out. These bubbles can burst, resulting in filament leaking from the nozzle.
Moisture in the filament can cause more than a dripping nozzle. It can also result in poor print quality and print failure.
So, it’s essential to keep your filament dry at all times. You can store the filament in a cool, dry box with a desiccant, or you can go for high-quality filament dryer boxes to regulate the humidity better.
If the filament is already infused with moisture, you can dry it out using special filament dryer boxes. You can also bake the filament in the oven to remove the moisture.
I don’t usually recommend this because ovens aren’t usually calibrated very well at the lower temperatures you’d need to use.
Stefan from CNC Kitchen shows you exactly why drying your filaments are important for producing the best 3D prints.
Print a Skirt
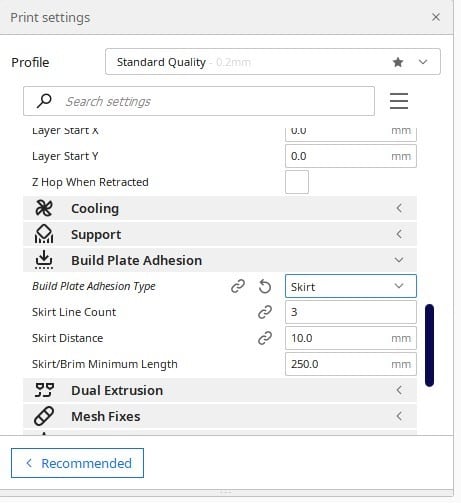
Printing a skirt helps purge the accumulated filament from your nozzle while also priming it. This is a great solution if you’re experiencing leakages while pre-heating your machine before printing.
You can find the skirt settings under the Build Plate Adhesion section. Under the Build Plate Adhesion Type Section, select Skirt.
A leaking nozzle can quickly ruin your print and create a mess that takes quite a long time to clean up. I hope these tips above can help you solve this issue and help you get back to printing clean, high-quality models.
Out of the points listed above:
Printing temperature too high
An incorrectly assembled hotend
A worn nozzle
Wrong filament and nozzle diameter in Cura
Printing with wet filaments
Poor Retraction Settings
pretty much NONE are responsible for leaking hotends. The only reason is incorrect assembly or loose screws / a loose heatbreak.
When printing temperature is too high your nozzle can leak out filament.
If the hotend is assembled incorrectly (which can be loose screws/loose heatbreak), the same thing can happen.
A worn nozzle is going to have a larger hole compared to what the printer thinks it has so filament can ooze out.
Same with filament and nozzle diameter.
Wet filaments can cause bubbles and popping due to the wet part boiling.
Retraction settings pulls back in the filament, so if not done correctly, it can leak out during movements.