How to Calibrate Resin 3D Prints – Testing for Resin Exposure
Calibrating your resin 3D prints is an important part of getting successful models rather than constantly going through failures. I learned how important getting your exposure times are for high-quality models.
To calibrate resin 3D prints, you should use a standard exposure test such as the XP2 Validation Matrix, the RERF test, or the AmeraLabs Town test to identify the ideal exposure for your specific resin. The features within the test illustrate how accurate the resin Normal Exposure Times are.
This article will show you exactly how to properly calibrate your resin 3D prints by going through a few of the most popular calibration tests out there. Keep on reading to learn how to improve your resin models.
How Do You Test for Normal Resin Exposure Times?
You can easily test for resin exposure by printing the XP2 Validation Matrix model at different normal exposure times using trial and error. After you have your results, carefully observe which model’s features look the best for the ideal resin exposure time.
The XP2 Validation Matrix model requires little time to print and uses a small amount of your liquid resin. This is why it’s simply the best choice out there for getting the perfect Normal Exposure Time for your printer setup.
To get started, download the STL file from Github by clicking on the ResinXP2-ValidationMatrix_200701.stl link near the bottom of the page, then load it up in your ChiTuBox or any other slicer software. Once done, dial in your settings, and print it using your 3D printer.
When slicing, I highly recommend using a Layer Height of 0.05mm, and a Bottom Layer Count of 4. Both of these settings can help you print the Validation Matrix model print without adhesion or quality issues.
The idea here is to print the XP2 Validation Matrix with different Normal Exposure Times until you observe a print that’s just nearly perfect.
The recommended range for the Normal Exposure Time fluctuates a lot between 3D printers, depending on the type and the power of the LCD screen. A newly bought printer might not have the same UV power after several hundred hours of printing.
The original Anycubic Photons have a Normal Exposure Time of anywhere between 8-20 seconds. On the other hand, the best Normal Exposure Time for the Elegoo Saturn falls around 2.5-3.5 seconds.
It’s a great idea to first know the recommended Normal Exposure Time range of your specific 3D printer model and then print the XP2 Validation Matrix test model.
That narrows it down to fewer variables and increases your chances of calibrating the Normal Exposure Time ideally.
I have a more in-depth article that shows users How to Get the Perfect 3D Printer Resin Settings, especially for higher quality, so definitely check that out as well.
How Do You Read the Validation Matrix Model?
The following screenshot shows how the Validation Matrix file looks like when loaded into ChiTuBox. There are multiple aspects of this model that can help you calibrate your Normal Exposure Time easily.
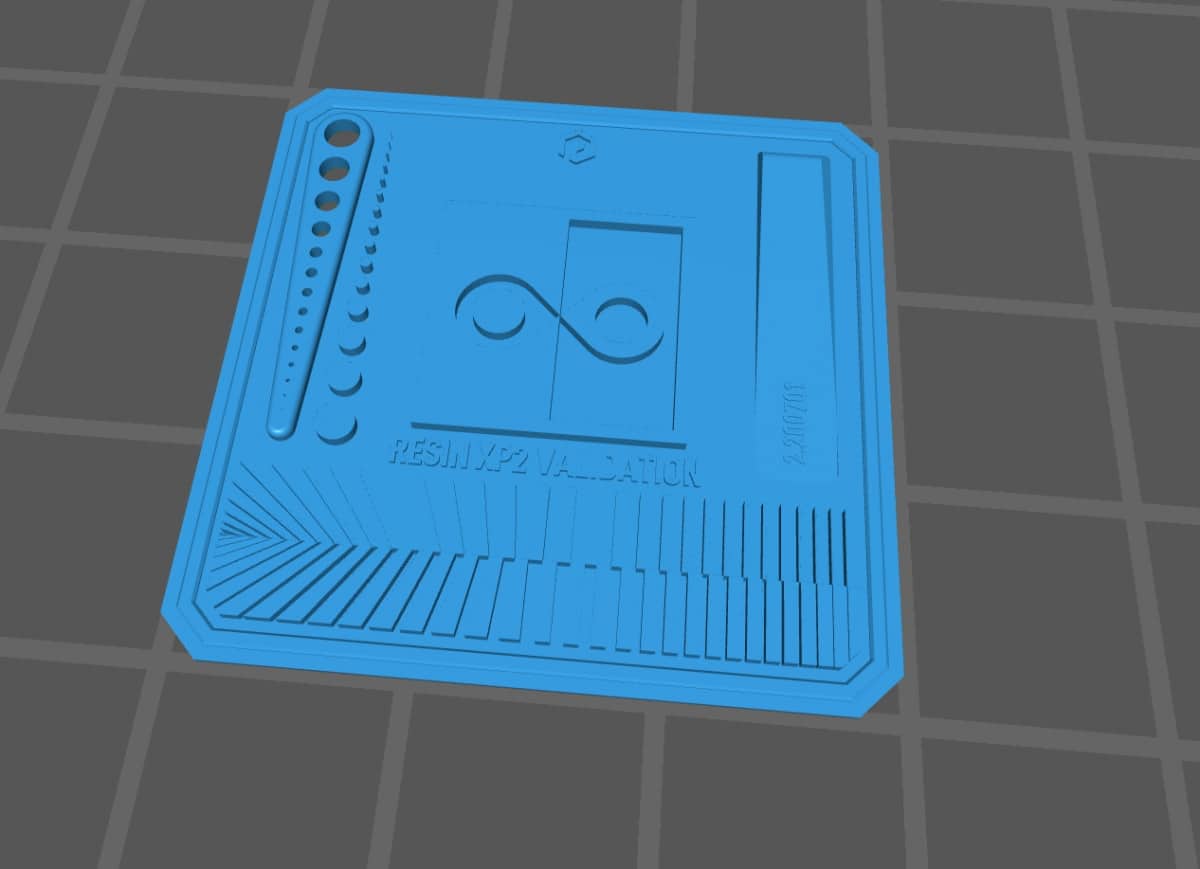
The original size of the model is 50 x 50mm which is enough to see the details in the model without using much resin at all.
The first sign that you should look at for calibrating your Normal Exposure Time is the middle point where the positive and negative sides of the infinity symbol meet.
Under-exposure will show a gap between them, while over-exposure will show the two sides blobbed together. The same goes for the rectangles you see at the lower side of the XP2 Validation Matrix.
If the top and bottom rectangles fit almost perfectly within each other’s space, then that’s a great sign of a properly exposed print.
On the other hand, an under-exposed print will usually lead to imperfections in the rectangles present on the far left and far right. The lines on the rectangles should look clear and in line.
In addition, the pins and voids you see on the left of the model have to be symmetrical. When the print is under or over-exposed, you will observe an asymmetrical arrangement of the pins and voids.
The following video by 3DPrintFarm is a great explanation of how you can use the XP2 Validation Matrix STL file and use it for getting the best Normal Exposure Time for your 3D printer set-up.
That was just one method to get the ideal Normal Exposure Time for your prints and 3D printer. Keep on reading to find out about more ways of doing this.
Update: I came across this video below which goes into great detail on how to read the same test.
How to Calibrate Normal Exposure Time Using Anycubic RERF
Anycubic SLA 3D printers have a pre-loaded resin exposure calibration file on the flash drive called the RERF or Resin Exposure Range Finder. It’s a great normal exposure calibration test that creates 8 separate squares that have different exposures within the same model so you can compare quality directly.
The Anycubic RERF can be found on the included flash drive of every Anycubic resin 3D printer, whether it’s the Photon S, Photon Mono, or Photon Mono X.
People usually forget about this handy test print once they get their machine up and running, but it’s highly recommended to print the Anycubic RERF to calibrate your Normal Exposure Time effectively.
You can download the RERF STL file from Google Drive if you don’t have access to it anymore. However, the model in the link is designed for the Anycubic Photon S and each Anycubic printer has its own RERF file.
The difference between one Anycubic printer’s RERF file and another is the starting point of the Normal Exposure Time and by how many seconds the next square of the model is printed.
For example, the Anycubic Photon Mono X’s firmware is designed to print its RERF file with a starting Normal Exposure Time of 0.8 seconds with increments of 0.4 seconds until the last square, as explained by Hobbyist Life in the video below.
However, you can also use custom timings with your RERF file. The increments will still depend on what printer you’re using it. The Anycubic Photon S has increments of 1 second with each square.
Custom timings can be used by entering the Normal Exposure Time value you want to start your RERF model with. If you input a Normal Exposure Time of 0.8 seconds in your slicer, the RERF file will begin printing with that.
All this is explained in the following video. I highly recommend watching to get a better idea of how to use custom timings.
When you’re done dialing in your Normal and Bottom Exposure Time and other settings, it’s simply plug-and-play. You can print the RERF file with your Anycubic printer and check which square is printed with the highest quality to calibrate your Normal Exposure Time.
If compared to the Validation Matrix model, this method is more time-taking and also uses somewhere around 15ml of resin, so do bear that in mind when trying out the Anycubic RERF test print.
How to Calibrate Normal Exposure Time Using Resin XP Finder on the Anycubic Photon
The Resin XP Finder can be used to calibrate the normal exposure time by first temporarily modifying your printer’s firmware, and then simply printing the XP Finder model with different normal exposure times. Once done, check which section has the highest quality to get your ideal normal exposure time.
The Resin XP Finder is another simple resin exposure test print that can be used to calibrate your Normal Exposure Time effectively. However, do note that this test method only works on the original Anycubic Photon for now.
To begin, head over to GitHub and download the XP Finder tool. It’ll come in ZIP format, so you’ll have to extract the files.
After doing that, you’ll simply copy the print-mode.gcode, test-mode.gcode, and resin-test-50u.B100.2-20 files into a flash drive and insert them into your 3D printer.
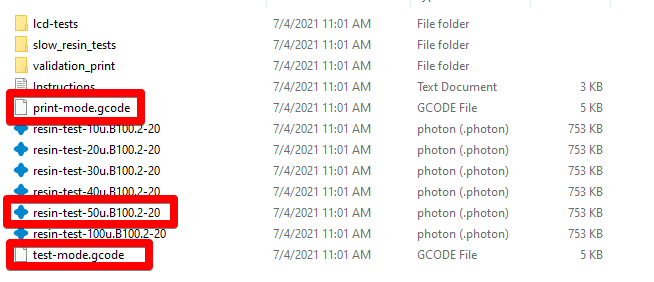
The second file, resin-test-50u.B100.2-20, might look confusing, but it is actually instructions for your Photon printer to follow.
50u is a 50-micron layer height, B100 is a Bottom Layer Exposure Time of 100 seconds, whereas 2-20 is the Normal Exposure Time range. Lastly, the first digit in that range is a Column Multiplier which we’ll get to later.
After having everything ready, you’ll first use the test-mode.gcode on your printer to modify the firmware and tap into the test mode. This is where we’ll be doing this calibration test.
Next, simply print the Resin XP Finder. This model consists of 10 columns, and each column has a different Normal Exposure Time. Once printed, carefully observe which column has the most details and quality.
If it’s the 8th column that looks the best to you, just multiply this number by 2, which is the Column Multiplier that I mentioned earlier. This would give you 16 seconds, which is going to be your ideal Normal Exposure Time.
The following video by Inventorsquare explains the process in-depth, so it’s definitely worth checking out for more information.
To start printing normally again, don’t forget to change your firmware back to its original state. You can easily do that by using the print-mode.gcode file we copied previously.
Testing Normal Exposure Time Calibration With AmeraLabs Town
A great way to find out whether the above Resin XP Finder calibration has worked or not is by printing an extremely complex model with several unique features.
This model is AmeraLabs Town that has at least 10 tests within itself that your 3D printer has to pass, as written in their official blog post. If your Normal Exposure Time setting is dialed in perfectly, this model should come out looking amazing.
From the minimum width and height of the openings of the AmeraLabs Town to the complicated chessboard pattern and alternating, deepening plates, successfully printing this model usually means the rest of your prints are going to be spectacular.
You can download the AmeraLabs Town STL file either from Thingiverse or MyMiniFactory. AmeraLabs can even send you the STL personally if you go to their website and enter your email address.
Uncle Jessy released a great video on getting the best resin exposure settings which you might wanna check out.