13 Ways How to Improve 3D Print Quality with Ease + Bonuses
Improving the print quality of 3D prints can prove challenging, but with the right tips and tricks, you will definitely see a positive benefit to your 3D models.
So, I decided to write an article giving you some of the best methods of improving your 3D print quality. I’ll be showing you tips on the best software settings and hardware configurations for the best possible prints.
Let’s dive in.
1. Use a Lower Layer Height
The first way you want to improve your 3D print quality is by lowering the layer height of your 3D prints. Your layer height has a direct and most significant impact on how high or low the quality of your 3D printed models will turn out.
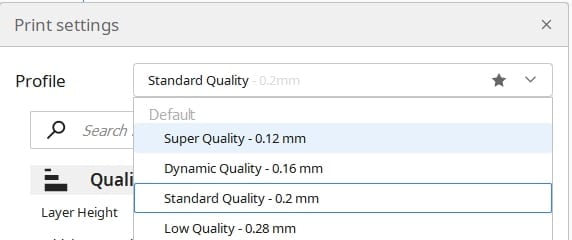
In 3D printing, the standard layer height for a 0.4mm nozzle is 0.2mm or half of the nozzle diameter. Depending on what 3D printer you have, you may be able to reach layer heights of 0.05mm with filament 3D printers, by using a smaller nozzle.
Something to keep in mind is how we usually use layer heights in 0.04mm increments because of the way 3D printer motors move around, so we would use 0.12mm or 0.08mm rather than 0.1mm. This depends on the 3D printer.
The general rule for layer heights and nozzle diameters is to have a layer height between 25-75% of the nozzle diameter, so for a 0.4mm nozzle, you can use (0.1-0.3mm) a 0.12mm layer height.
There is a trade-off to get good quality with 3D prints though, since reducing the layer height or increasing print resolution also increases the number of layers of your print. This results in a significant increase in print time.
Try experimenting with different layer heights so you know what level of quality satisfies your goals for the model.
Another interesting setting you can use is Adaptive Layers in Cura, which automatically chooses sections in your print where you may want a higher quality.
Check out the video below for a good illustration of this setting.
Simply speaking, it sets curved, highly detailed sections of a model to lower layer heights, while it uses larger layer heights for thicker sections without any variations.
2. Calibrate Your Nozzle and Bed Temperatures
Your print and bed temperatures are very important for a great quality print. So, you should check if you are printing at the recommended temperature for the materials.

If you use the wrong nozzle temperature, you can end up suffering from under-extrusion and several other print defects.
The bed temperature is also very significant. If it isn’t in the proper range, you can have a poor first layer. So, make sure it’s in the recommended range for the material.
The filament manufacturer often specifies these temperatures on the filament pack. Additionally, here is a list of some of the recommended temperatures for 3D printing.
| Filament Material | Printing Temperature | Bed Temperature |
|---|---|---|
| PLA | 190-220⁰C | 20-60⁰C (Not needed in most cases) |
| ABS | 210-250⁰C | 80-110⁰C |
| PETG | 220-250⁰C | 50-75⁰C |
| Nylon | 240-260⁰C | 70-100⁰C |
| TPU | 210-230⁰C | 30-60⁰C |
You can use these values as a starting point, then use trial and error to get the perfect temperature.
Another way you can get the nozzle temp is to print a Temperature Tower to fine-tune the temperature setting. Using this tower, you can narrow down the optimal nozzle temperature for your material.
You can also access the inbuilt test tower plugin in Cura. Here’s how:
- Open Cura and click on “Marketplace”

- Under the Plugins tab, search for a plugin called “Calibration shapes”.
- Select the plugin and install it (I’ve already installed it!).

- Restart Cura.
- Open Cura and under the Extensions tab, select “Part for Calibration”.
- From the drop-down menu that pops up, select the type of tower you want to print. For example, if you want to print a PLA test tower, select “Add a PLA Temp Tower”.
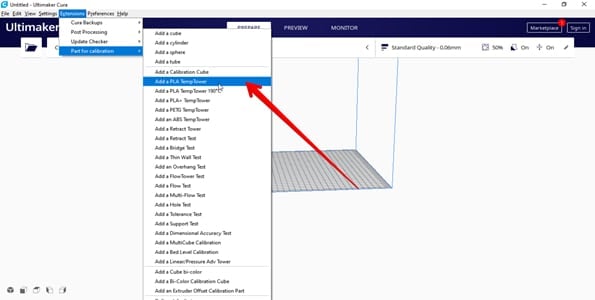
- This will add a test tower to your virtual print bed.
Hold on, the work is not yet done! We still need to add a script to control the printing.
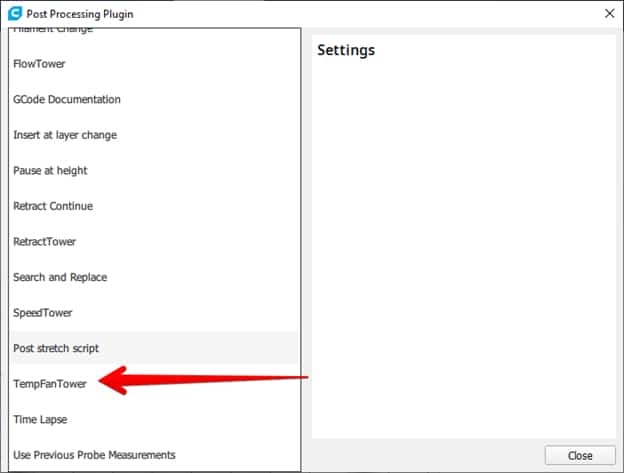
- To add the script, go to Extensions > Post-processing > Modify G-Code.
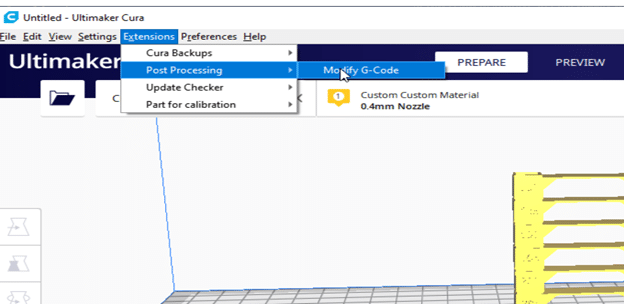
- In the window that pops up, click on add a script. Scroll down and select “TempFanTower”.
Some settings will pop up. Let’s look at how you can correctly fill them.

- Slice your temp tower.
- Measure the number of layers at the top of the print and in the base
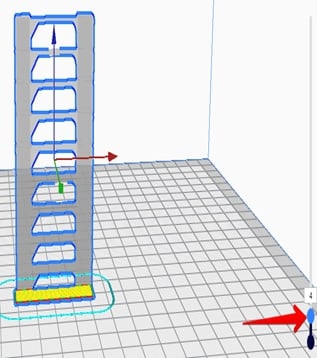
- Subtract the number of the bottom layers from the number of the top layers and divide it by the number of temperature changes.
For example: (378-4) / 9 = 41.55 ~ 41
- Click on the little icon on the bottom right of the screen to open up the post-processing menu.
- In the Change layer box, replace the number there with the number you got (41 for me).
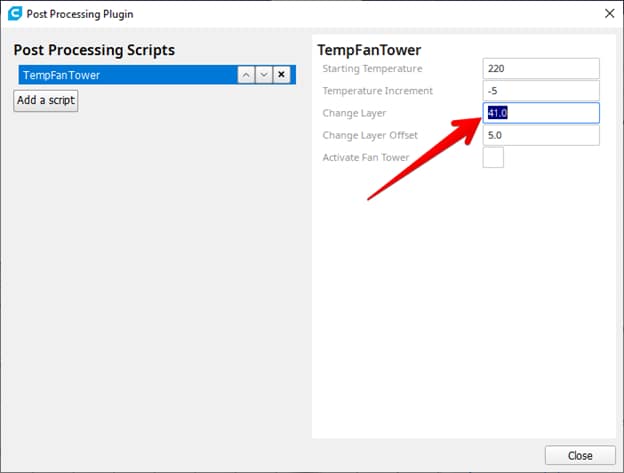
- Close the menu.
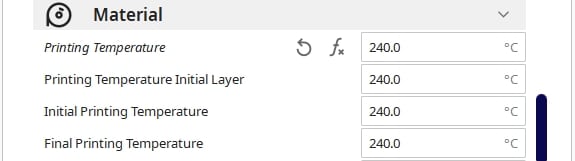
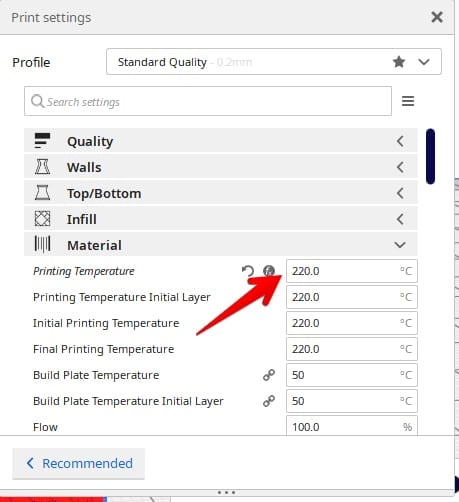
- Finally, go to print settings. Click on the Materials
- Make the Print temperature and Print temperature initial layer settings the first temperature on your print tower.
Finally, make sure you disable the post-processing script when you’re done printing the temp tower so it doesn’t happen in future prints.

3. Calibrate Your Extruder E-Steps and Flow Rate for Better Flow
Make sure your extruder’s flow rate and e-steps are properly calibrated to avoid quality issues like under-extrusion and over-extrusion.
The extruder E-steps is an important firmware setting that controls how much material the printer extrudes. It controls the filament flow by measuring the amount of filament that goes into the hotend by counting the steps the stepper motor takes for 1mm of filament.
The printer will either extrude too much or too little material if it’s off. So, it would help if you calibrated it to make sure the stepper motor is sending the right amount of filament to the hotend.
The flow rate is another critical parameter that controls the speed at which the motor sends filament to the hotend. It also has to be calibrated for the best results.
You can calibrate these two values by comparing the values in the firmware to the machine’s output. If there is any discrepancy, you can now correct them in the firmware.
You can check out my article called How to Calibrate Your Extruder E-Steps & Flow Rate Perfectly.
4. Stabilize Your Printer to Avoid Ghosting and Ringing
You need a solid, vibration-free 3D printer to produce the best prints. To achieve this, stabilize your 3D printer and its components by making sure they are held down securely.
Vibrations coming from the 3D printer’s components significantly impact the print head. These vibrations affect the positioning of the print head and can result in quality defects like ghosting and ringing.
These print defects can also be due to sudden changes in the direction and momentum of the 3D printer. So, the 3D printer has to be as stable as possible without any vibrations for the best quality prints.
These vibrations come from many parts of the 3D printer. So, to address them, you have to check all its components.
Here are a few tips on how to do that.
- Make sure your 3D printer is placed on a stable surface.
- Add weight and braces to the non-moving parts of your printer to make them stronger and more rigid.
- Install vibration dampening pads under your printer.
- Reduce the weight on the moving part (Z-carriage) on the printer.
- Check if the motors, extruder, and other components are securely bolted to the 3D printer’s frame.
- Reduce the printing speed and the acceleration and jerk settings.
5. Replace The Nozzle with A Fresh One
Inspect your nozzle regularly and change it if you see any signs of wear. Most times, a worn out print nozzle can be the prime cause of poor print quality, especially if the nozzle is made of brass.
Changing a 3D printer’s nozzle is relatively easy. However, you have to be very careful when unscrewing and changing the nozzle to avoid burns from hot parts.
- First off, preheat your nozzle to your regular printing temperature (180-220⁰C).
- Unscrew your fan from the heat sink.
- For the next step, be careful not to touch the nozzle with your bare hands.
- Hold the heater block in place with a spanner or pliers.
- Using a socket wrench, unscrew the nozzle.
- Screw in the new nozzle gently while being careful not to overtighten it.
Check the video below to see how to change the nozzle on your 3D printer.
6. Tighten Your Belts to Avoid Layer Shifting
Tighten your belts to make sure the printer positions the print head accurately each time it prints the layers. When tightening, ensure the belt has no slack whatsoever, and is properly tensioned.
Loose belts make it hard for the print head to maintain precise positioning during printing. This results in poor prints with skewed, staggered, and shifted print layers.
Each 3D printer has a unique design, but the procedure for tightening loose belts is similar across most FDM printers. Before tightening the belt, you first have to check if it’s loose or not.
You can check if a belt is loose by feeling it and ‘plucking it’. By touching it and plucking like a guitar, you can gauge the amount of tension in the belt.
It needs tightening if the belt is slack and doesn’t produce a deep, Cello-like sound. If you have an Ender 3 printer or any similar brand, you can tighten its belts by following this guide.
7. Check for Play on the Z Carriage Components
Next up, inspect the components on the Z-carriage for play and tighten them if needed. This eliminates play and vibrations that can make their way into your print.
The Z-carriage is home to some of the most important parts of the 3D printer. Components like the hotend and the nozzle are located here.
So, for the best quality prints, these parts have to be stable.
Note: BEFORE YOU TOUCH ANY OF THE COMPONENTS, MAKE SURE THE PRINTER IS AT ROOM TEMPERATURE.
To check for play on the Z-Carriage, first make sure the frame is stable by supporting it. Next, hold the nozzle and wiggle it a bit.
If there is any motion or play, you need to tighten the components correctly. To fix play on the Z-axis components, do the following:
- First, check the zip ties and linear bearings attaching the Z-Carriage to the smooth rod. If they are worn out or loose, replace them.
- Tighten the heat break well into the hotend.
- Heat the nozzle to 240⁰C and screw it tightly into the heat break. Be careful not to break the nozzle by overtightening it.
By heating the nozzle, you ensure no gap remains between it, and the heat break when you tighten it.
8. Level The Print Bed and Set the Nozzle Height Properly
The bed needs to be correctly leveled with an optimal Z offset for a great first layer. This helps ensure the first layer sticks to the bed perfectly, setting an optimal foundation for a great print.
You can easily level your bed and set the nozzle height using the paper method. First, you’ll need a piece of paper, like a post-it note then you place the paper in each corner while moving the nozzle there to see how far the nozzle is from the bed.
You then raise or lower the bed with your 3D printer’s thumbscrews until the paper underneath has enough room to wiggle around, repeating for each corner and the middle of the print bed.
You can also use a feeler gauge.

Start at a corner of the bed and lower the nozzle down to the paper. The nozzle should touch the paper; however, you should still be able to slide the paper freely from under the nozzle.
Repeat this step at three or four corners or locations on the bed. Next, adjust the bed springs to ensure the paper or feeler gauge passes between the bed and the nozzle without any resistance.
If you prefer to avoid this hassle, you can invest in an automatic bed leveling system like the BLTouch. By installing it, you save yourself the hassle of constantly leveling your print bed every time you need to print.

9. Store Your Filaments Properly Before and During Printing
Always store your filaments, especially the hygroscopic ones, in a dry environment before printing and during printing. This is because filaments are delicate products that can easily be ruined by moisture.
Once moisture enters a filament, it ruins the quality of the prints made with the filament. So, make sure you store your filament in a dry place or in special dryer boxes, before and during the printing process,
If your filament has been exposed to moisture, you also need to dry it before resuming printing with it. You can dry it using special filament dryer boxes, or you can pop it in the oven for a while for the moisture to dry off.
10. Use Silk Filament
Switching to silk filaments is also another way you can improve your print quality. Silk filaments are a type of PLA filament with additional additives mixed in to give them unique properties.
As a result, Silk filaments have a glossy metallic surface finish while having additional properties like increased elasticity. Furthermore, the glossy surface covers up the layer lines on the print and most print defects giving it a better finish.
For better print quality, you can try out this premium Copper Silk PLA filament. With its metallic shine and smooth finish, you can use it to create great looking prints without any need for post-processing.

However, you must note that although Silk PLA is similar to PLA, they require different print settings. So, when printing Silk PLA, you’ll have to tweak your print setup.
11. Adjust The Cooling Settings for Better Results
Getting the cooling right is another prerequisite for excellent print quality. Since 3D printing filaments have different cooling requirements, you’ll need to find suitable cooling options for your filament.
For example, cooling improves the print quality in a material like PLA. Turning the fan up to 100% ensures the material cools speedily to avoid drooping.
Furthermore, you can also print a fan duct (Thingiverse) to direct the air better to detailed parts like bridging and overhangs for better cooling.
However, materials like ABS and PETG do not need fan cooling. So, you should turn off your fans or keep them at a low level like 20% – 30% for the best results.
12. Print At a Lower Speed for Higher Quality
Reducing your print speed does wonder for your print layers. This is because the print head deposits the material more accurately at a lower print speed, and the layers have more time to set and cool.
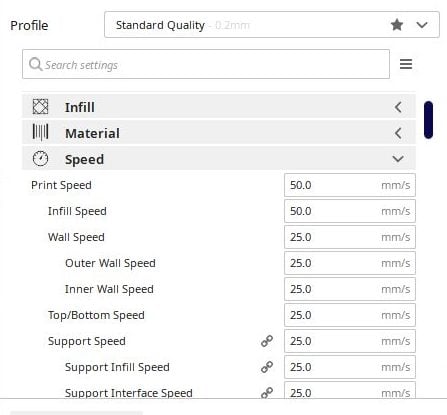
The default print speed in Cura is 50mm/s and this is fine for most prints. However, if you want better quality [prints, you should consider going lower to around 35-40mm/s.
Also, you can modify the “Outer Wall Speed” and “Top/Bottom Speed” to improve your print quality. Just decrease them slightly (~5mm/s) and test out your new settings using this print to see if there are any improvements.
Note: Be careful not to reduce your print speed excessively to avoid over-extrusion.
13. Change Your Print Bed for A Great First Layer
You can upgrade the build plate to improve the bottom’s finish and give it different textures. Using different types of build plates
For example, you should get a tempered glass build plate if you need a smooth glossy bottom surface. While for a textured or matte finish, you can use a PEI sheet, or you can cover your build plate with blue printer’s tape.
You can get this high-quality Flexible PEI Sheet for around $30 from Amazon. Not only is it magnetic, it also works with a wide variety of materials, and it’s easy to remove and clean.

Another great option is the Creality Tempered Glass Bed from Amazon, providing a lovely flat surface for you to get a nice shiny finish at the bottom of your 3D prints. Several 3D printer users love using a glass bed, though you want to use a good adhesive to help models stick.

Thanks to its unbelievably smooth surface, your prints should pop off it easily without any warping or sticking.
Bonus 3D Print Quality Improvement Tips
Enable Coasting and Combing to Avoid Stringing and Blobs
Coasting and combing are two slicer settings that you can use to prevent print defects like stringing and oozing. These setting prevent stray blobs and strings of melted filaments from ruining the print.
Enable Coasting
Coasting stops the nozzle from extruding when it’s almost close to the end of the extrusion path. Then, the printer finishes the layer with the filament left in the nozzle to avoid leaving a seam where the surface layer is started. It also helps out with stringing in the next travel move.
You can find this setting in Cura under “Experimental Settings”. Next, tick the “Enable coasting” box. Leave the other presets there, as they are at their optimal values.
Using the search box in Cura may be necessary depending on your visibility settings. If it is blanked out, you can right-click the setting and select “Keep this setting visible”, or choose a different visibility by clicking the three lines at the top right.

Here are the visibility settings you can choose from. “Enable Coasting” specifically comes on after selecting “Expert”.

Combing Mode
Combing recalculates the nozzle’s travel path to keep it within printed areas while traveling so it doesn’t drip or ooze onto your model, resulting in less stringing and scarring on the surface.

For certain models, using combing can make a massive difference to the quality of the model, and reduce the need for a lot of post-processing to make the 3D printed part look nice.
You have the option to have your print head travel directly to the target location with “Off”, only travel inside the print with “All”, avoid the highest and lowest level of skin with “Not on Outer Surface”, avoid hitting any skin with “Not in Skin”, and the strictest which only allows travel within the infill is “Within Infill.
The stricter the combing mode, the more retractions occur.
You do not need retraction settings when using combing, as all the leaking filament stays within the infill. You can also set the combing area to be within the print’s infill.
Print with An Enclosure
Printing with an enclosure helps the print cool slowly and uniformly. In addition, the enclosure isolates the printing environment from stray drafts of cold air and provides a regulated environment for the print.
For materials like PETG and ABS that are sensitive to temperature changes, printing with an enclosure helps reduce print defects like warping.
I recommend using the excellent Creality Enclosure from Amazon for your printer. This enclosure not only protects your prints from stray drafts of air, but it also keeps out dust, keeps in noise, and it’s made of flame retardant materials.

This makes it the number one choice for both quality and safety.
So, we’ve reached the end of the article. I hope these tips help you on your journey to get high-quality prints!
Good luck and happy printing!