How to Fix First Layer Problems – Ripples & More
There are many possible issues that you can experience when it comes to the first layers in 3D printing, causing further problems in your models. I decided to write an article going through some common first layer problems and helping you solve them.
To solve first layer problems, it’s important to have a clean, well-leveled build plate to get better adhesion to the surface. You can also use more advanced bed surfaces like PEI which have a textured surface that filament adheres to better. Fine tune settings like bed temperature and initial flow rate.
Keep on reading for more information about solving your first layer issues.
How to Fix a First Layer That’s Rough
A rough first layer on a print is usually due to over-extrusion and a poorly leveled print bed. It can also occur if the distance between the print bed and the nozzle is too small.
Here are some ways you can fix this.
Level Your Print Bed Properly
If your print bed isn’t correctly leveled, some parts of the print will be higher on the bed than the others. This will drag the nozzle on the higher regions, creating a rough surface.
To avoid this, make sure you level your print bed properly. Here’s how you can do it.
The method we will use is from a popular YouTuber named CHEP. It uses a G-Code to move the print head to the corners of the print bed for easy leveling.
- First, download the leveling G-Code file from CHEP. It will tell your printer where to move during the leveling process.
- Transfer the G-Code to your 3D printer and run it.
- The printer will auto-home itself and move to the first leveling position.
- Slide a piece of paper under the nozzle at the first leveling position.
- Adjust your print bed’s spring until there is slight friction between the nozzle and the paper. However, you should still be able to slide the paper out.
- Once you’re done, press resume on the printer. The printer will automatically move to the next spot to be leveled.
- Repeat the procedure at the next spot until all corners of the bed and the center are correctly leveled.
Some people love using an auto-leveling bed sensor like the Official Creality BL Touch from Amazon. This sensor will measure and automatically adjust the height of your nozzle as it extrudes material, resulting in great first layers.
Calibrate Your Extruder’s E-Steps
Your 3D printer has a setting called the extruder steps per mm which determine the precise movement that should occur when a command is sent. Some 3D printers have these settings a little too high for the extruder specifically, meaning that too much filament is extruded.
Calibrating your extruder’s E-Steps and first layer calibration is one way you can solve rough first layers in your prints. So, let’s see how you can carry it out.
Step 1: First off, retrieve the previous E-steps settings from the 3D printer
Step 2: Preheat the printer to the printing temperature of the test filament.
Step 3: Load the test filament into the printer.
Step 4: Using a meter rule, measure a 110mm segment on the filament from where it enters the extruder. Mark the point using a sharpie or a piece of tape.
Step 5: Now, extrude 100mm of filament through the printer through the settings in your control screen
Step 6: Measure the filament from the entrance of the extruder to the 110m point marked earlier.
- The printer is calibrated correctly if the measurement is 10mm precisely (110-100).
- If the measurement is over or under 10mm, the printer is under-extruding or over-extruding, respectively.
To solve under-extrusion, we’ll need to increase the E-steps, while to solve over-extrusion, we’ll need to reduce the E-steps.
Let’s look at how to get the new value for the steps/mm.
Step 7: Find the new accurate value for the E-steps.
- Find the actual length extruded:
Actual length extruded = 110mm – (Length from the extruder to mark after extruding)
- Use this formula to get the new accurate steps per mm:
Accurate steps/mm = (Old steps/mm × 100) Actual length extruded
- Viola, you have the accurate steps/mm value for your printer.
Step 8: Set the accurate value as the printer’s new E-steps.
Step 9: Save the new value to the printer’s memory.
Check out the video below for a visual illustration of how to calibrate your e-steps.
Make Sure You Have the Proper Filament and Nozzle Diameter Set
You can actually set your filament diameter and nozzle diameter within your slicer.
If these values aren’t accurate in your Slicer, the printer is going to calculate the wrong amount of filament to extrude. So, make sure you set it correctly in your firmware.
Here’s how you can:
- Measure your filament in 10 different spots with a caliper and find the average value (to compensate for manufacturing errors).
- Open up the Cura slicer and click on the Printer
- Under the tab, click on Manage printers
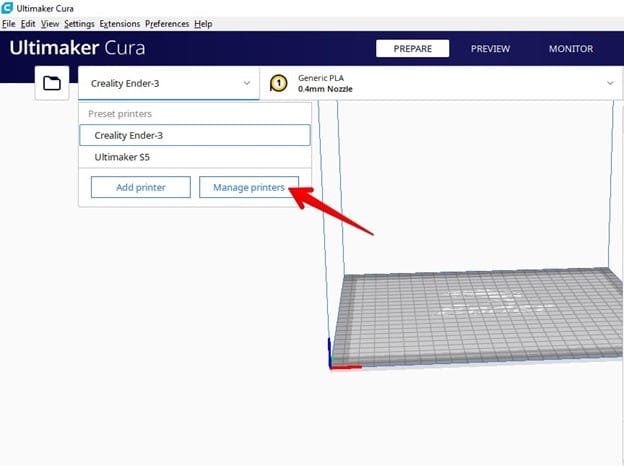
- Select your printer and click on Machine settings
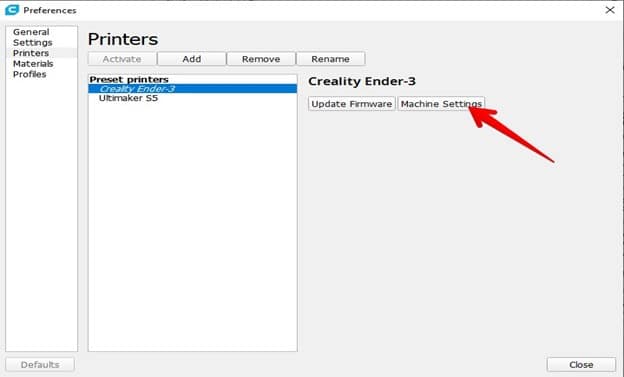
- Under machine settings, click on Extruder 1
- Change the Compatible material diameter value to the one you just measured.
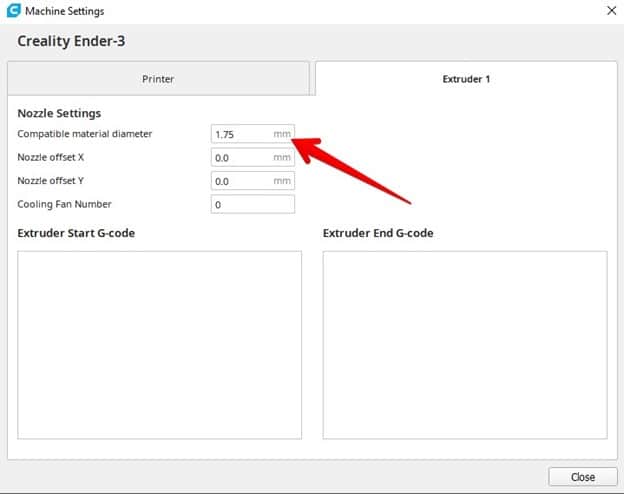
Remember to adjust this when you change filament or you won’t be extruding material optimally.
Change a Worn Nozzle Tip
A worn nozzle tip can also affect the first layer quality, especially if it gets clogged frequently. It can also drag across the print’s surface, giving it a rough texture that no one wants.
So, inspect your nozzles for any sign of wear, buildups, or clogs. If you find any clogs, clean the nozzle thoroughly and try using it again if it’s still in good condition.
If it’s not in great shape, replace the nozzle with a new one and check the results.
Another interesting way you can check for a worn nozzle is by extruding filament while the nozzle is in midair, then seeing if it extrudes material smoothly downwards, or it starts to curl up.
You can get something like LUTER 24Pcs MK8 Nozzles from Amazon which includes a 0.2, 0.3, 0.4, 0.5, 0.6, 0.8 & 1mm nozzle diameters.
Reduce Your Printing Speed
Printing at high speed often leads to rough surfaces and thin first layers. For the best first layer quality possible, slow down your printing speed to about 20mm/s, so the layer has enough time to “squish” and set. This printing speed value should be the default in Cura.
Use a Good Bed Surface
A good bed surface that’s well-leveled will do a lot to produce a great first layer. After personally trying out a PEI surface, it fixed a lot of my adhesion issues and print failures.
I’d recommend trying out the HICTOP Flexible Steel Platform with PEI Surface from Amazon. It comes in many sizes to fit your specific 3D printer and they state that you can get great bed adhesion even without additional adhesives like glue.
It even fixes many warping issues where 3D prints curl in the corners.
Check out my article on How to Get the Perfect First Layer on Your 3D Prints for more details.
How to Fix First Layer Ripples
To fix first layer ripples in 3D prints, the first thing you should do is ensure your bed is leveled correctly. A nozzle too close or too far can lead to an uneven first layer, causing ripples. Even a 0.05mm difference in height can cause ripples. You can get auto-leveling devices like the BL-Touch to help.
If you’re noticing ripples on the first layer of your print, it’s probably because the bed is close to the hotend. However, it can also result from over-extrusion or high printing speeds.
Let’s see how you can fix this.
Level Your Bed Properly
After leveling the print bed, there won’t be enough space for the filament to come out if your nozzle is too close to it. This results in the filament being forced out in a ripple pattern.
To fix this, make sure you level your bed correctly, using a piece of paper (around 0.1mm thick).
Raise Your Nozzle With a Z-Offset
After leveling your print bed, you might still be experiencing the ripple effect due to the nozzle still being too close to the bed. This happens when you’re using a large layer height, and you level your bed with a card or paper with a small thickness.
You can solve this problem by specifying a Z offset in Cura. Here’s how you can do this:
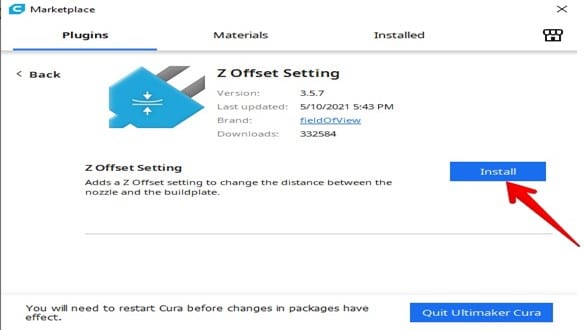
First, you have to download the Z-offset plugin from Cura Marketplace.
- Open Marketplace
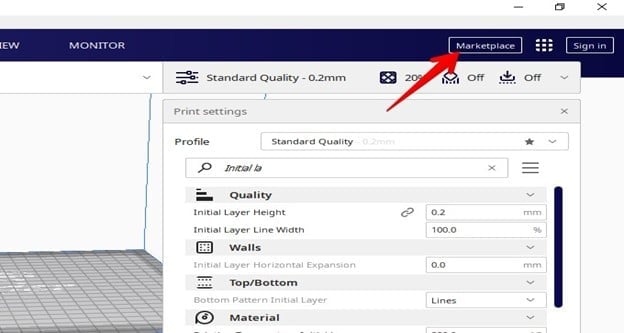
- Click on plugins and scroll down till you see Z offset settings.
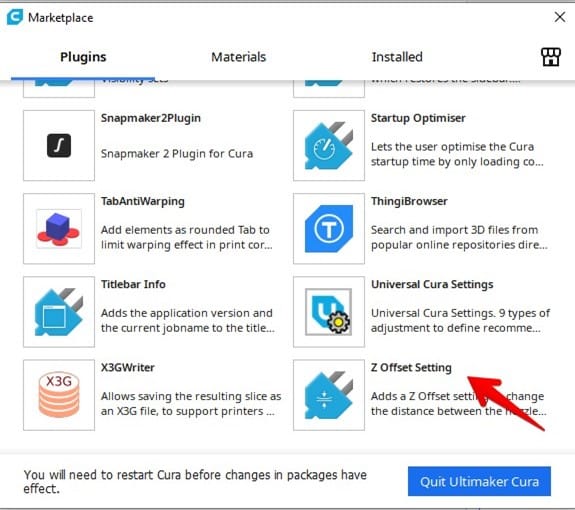
- Install it and restart Cura
Now, set an appropriate Z offset.
- Under Print Settings, select Build Plate Adhesion
- Under the build plate adhesion, you’ll see the Z-offset value
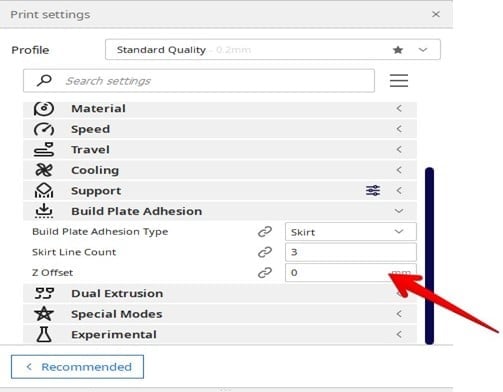
- Start with a value like 2mm and increase or decrease it in 0.01mm-0.04mm increments until you reach an optimal value.
- Just keep in mind if you increase it, the nozzle goes higher. If you decrease it, the nozzle goes lower.
Lower Extrusion Multiplier
If you notice that the waves and ripples on your first layer have some pretty prominent ridges, then you might be facing over-extrusion. The best way to eliminate this is to re-calibrate your extruder’s E-steps.
However, you can opt for the more straightforward route and reduce the first layer extrusion multiplier. Here’s how:
- Open the file inside Cura
- Under the print settings tab, look for the Materials
- The value you need to modify is the Initial Layer Flow
- You can also search for it in the search bar
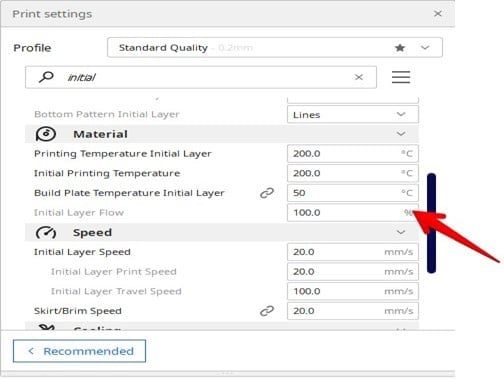
- It’s usually at 100%. Reduce it in 2% increments and see if it takes care of the issue.
Reduce the Printing Speed and Turn Off Cooling
A low printing speed is essential for a good first layer. It lets the layer set and cool properly without printing defects like ripples.
Also, you must turn off the cooling fans when printing the first layer. This slows down the print’s cooling to ensure the first layer sets properly without warping.
Check out my article on What is the Best Print Speed for 3D Printing? Perfect Settings & How to Get the Perfect Print Cooling & Fan Settings for more information about getting your settings right.
How to Fix First Layer Squish
To fix a first layer squish in your 3D prints, make sure your layer height isn’t over 75% of your nozzle diameter and that your nozzle isn’t damaged or clogged. Adjusting settings such as Z-offset, initial layer height & initial layer width can help. Also, make sure your bed or printing temperature isn’t too high.
Getting the perfect first layer squish is very important to build plate adhesion. First layer squish refers to the extent to which your first layer is pushed into the build plate by the hotend.
For a great first layer and a smooth bottom surface, you need a good amount of squish. However, in some cases, if the squish is too much or too little, it can lead to issues like elephant’s foot, squished layers, poor bed adhesion, etc.
Here’s how you can get the best first layer squish.
Clean The Bed and Check It for Warping
A well-prepped print bed always provides an excellent squish for the first layer. Make sure you clean your print bed between prints with a solution like IPA to remove any residue.
Also, it’s tough to get a good layer on a warped bed, no matter how well you level it. So, inspect your bed for any signs of warping and fix or replace it if you can.
Check out my article about Learning How to Fix Your Warped 3D Printer Bed.
Use The Proper First Layer Settings
Your first layer settings play critical roles in determining the quality of the squish you get. Three settings, in particular, are vital to getting a good first layer squish: Z Offset, Initial Layer Height, and Initial Layer Width.
Adjust Your Z-Offset
This is the distance between the bed and the nozzle. Ideally, it should be at a value like 0.25mm after leveling the print bed with paper.
However, if your first layer isn’t being “squished” properly to the bed, you can adjust it in –0.04mm increments. Also, if you are experiencing over-squishing, modify it in +0.04 increments.
You can adjust it in Cura or use the bed springs to move the print bed.
Initial Layer Height
Like the name says, this is the height of the first layer. Getting it right is essential to obtaining a good squish.
The default value is 0.2mm in Cura for a 0.4mm nozzle, but you can increase it to 0.24 – 0.3mm for a better bottom layer or around 60-75% of your nozzle diameter.
Initial Layer Width
For a great squish, the layer lines should blend in with each other a bit. To achieve this, you can increase the layer width of the first layer.
You can set the value between 110% and 140% for a good initial layer width. For a 0.4mm nozzle, a 100% Initial Layer Line Width usually works well but you can increase it to 0.44mm or 0.48mm and see how it works out.
Adjust Your Print Temperature
If your nozzle temperature is too high, it can cause over-squishing and issues like elephant’s foot. Conversely, if it’s too low the filament will not melt properly, and you’ll encounter problems with build plate adhesion.
So, if you are encountering any of these problems, try and reduce or increase the nozzle temperature in 5⁰C increments to see if there are any changes.
Check out my article on How to Get the Perfect Printing & Bed Temperature Settings.
Inspect and Repair Z-Axis Components
If your Z-axis components are faulty or poorly calibrated, the Z-axis can have trouble lifting after the first layer. This may cause the subsequent layers to squish together, causing elephant’s foot.
To avoid this, check your Z-axis components to ensure they are in excellent condition. Here are some tips you can follow.
- Clean your Z-axis leadscrew if it’s straight. Remove it and roll it on a flat table to see if it is warped.
- Apply a bit of PTFE oil on the leadscrew for lubrication.
- Make sure the screws on the Z motor coupler are well-tightened.
- Inspect the rollers on the Z gantry to make sure their eccentric nuts aren’t too tight. Ideally, the wheels shouldn’t roll freely, but they should still be loose enough to move on the Z-gantry with little force applied.
For more tips on resolving your Z-axis issues, you can check my article on How to Fix Z-Axis Issues.
Turn Down the Bed Temperature
If your print is squishing a little too well into the print bed and causing defects like elephant’s feet, rounded or rough edges, etc., then the problem might be the print bed’s temperature.
So, reduce your bed’s temperature in 5⁰C increments and see if you get better results. However, be careful not to stray out of the range specified by the manufacturer. You can change the Build Plate Temperature, as well as the Build Plate Temperature Initial Layer for more control of the first layer.

How to Fix First Layer Too Low in 3D Prints
Your nozzle printing too low to the print bed can cause quality issues in the print’s first layer. First off, the plastic will have trouble coming out of the hotend leading to a clicking noise coming from the extruder.
Secondly, the print head will scrape over the first layer resulting in an unsightly top surface. It may even cause a highly squished first layer that’s difficult to remove, potentially leading to the damaging of your model.
Additionally, it can also damage the tip of your nozzle when it scrapes against the build surface, especially if it’s a textured surface.
To solve this issue, here are some steps you can use.
Level Your Print Bed Properly
When leveling your print bed, use a standard piece of A4 paper. You want to avoid really thin materials like a receipt or magazine page, as well as materials too thick like cardboard.
Also, some users get better results by using a feeler gauge. It provides better accuracy than a piece of paper.
Increase Your Z Offset
You can use the Z offset setting to raise the nozzle slightly up from the print bed. For example, you can start with a value like 0.2mm, then keep increasing it in + 0.04mm increments until your first layer starts coming out well.
Best Cura First Layer Settings
After cleaning and leveling your print bed, the next step to a great first layer involves programming your slicer settings. Cura provides several settings for adjusting the first layer of your print.
Let’s look at some important ones and their optimal values
Best Cura Initial Layer Flow
The initial flow layer is like an extrusion multiplier for the first layer. It forces more material out of the nozzle when printing to fill in the gaps between lines in the layer.
If your extruder is perfectly calibrated and you do not see any gaps between the lines, you can leave the value at 100%. However, if you need a bit of over-extrusion to eliminate the gaps between lines, you can set this value to around 130-150%.
You can start at 130% and increase it in 10% increments to see if there are any changes.
Best Cura First Layer Temperature
When printing the first layer of a print, it’s essential to print it hotter than the rest of the layers for the best adhesion. Also, you should turn off cooling when printing the first layer to allow it to set correctly.
Let’s look at the optimal values for the print and the bed.
Printing Temperature Initial Layer
Typically, the recommended temperature for the first layer is 10-15⁰C higher than the temperature you’re printing the rest of the print.
Build Plate Temperature Initial Layer
For the print bed, you can use the temperature specified by the manufacturer for the best results. You can increase it by 5-10⁰C if you’re having adhesion problems, just be careful not to go out of that range since it can make your filament a little too soft.
Best Cura First Layer Speed Settings
The best first layer speed setting for Cura is the 20mm/s which is the default speed you’ll find in Cura. You can tweak it within the 20-30mm/s range and still get good results, but going any lower may result in over-extrusion. A slow first layer is usually the best way to do it since it helps the material set better.
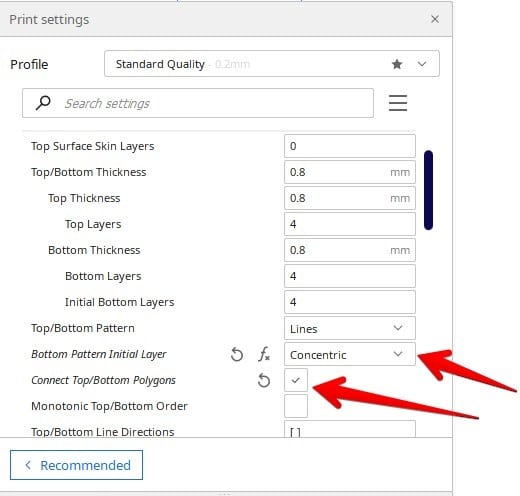
Best Cura First Layer Pattern for 3D Prints
The best first layer pattern in Cura is the Concentric pattern in my opinion, but it does depend on your personal preference. The Concentric pattern provides a circular geometric pattern around the print going from the inside to the outside. You can get some really good look bottom layers by using this pattern.
Cura provides a setting for selecting the infill pattern of the first layer. You can choose between Line, Concentric, and Zigzag patterns.
I personally recommend using the concentric pattern. It provides a smooth, well-connected first layer for your print.
A word of caution, when you select the concentric layer pattern, also select the Connect Top/Bottom Polygons setting. This ensures the lines in the pattern connect to each other for a firm first layer.
Check the video below by CHEP on tips to fix the first layers on your 3D prints.
So, that’s all there is to a perfect first layer. I hope these tips help you get an ideal foundation for your print.
Good luck and happy printing!