Best Settings for an Ender 6 – Temperature, Speed & More (Cura)
The Creality Ender 6 is a fairly popular 3D printer that has plenty of settings you can adjust to get the best quality. It can be confusing to figure out what the best settings for an Ender 6 are, so I decided to make this article to detail that for you.
I’ll explain some more of the details behind why you want to use settings like these, as well as any necessary adjustments to make for your setup, so keep on reading.
Best Print Temperature Settings for an Ender 6
The best printing temperature for an Ender 6 with PLA filament is usually between 190-210°C, 230-250°C for ABS, then around 220-240°C for PETG filament. It will mainly depend on what filament you are using, as well as your nozzle material and the environment your 3D printer is in, whether cool or warm.
Printing temperature is probably the most crucial setting in 3D printing because an error in this factor can lead to printing issues and failures such as blobs, over extrusion, under extrusion, warping, and most commonly poor bed adhesion.
The Ender 6 has the features and hardware to print a wide range of filaments and the best suitable temperature for each filament will be different from the other.
Do keep in mind that the temperature can vary even if you are using the same type of filament but from different manufacturers, since they produce filaments with different additives.
One user mentioned that a temperature between 180°C to 210°C works for the PLA filament while 195°C is the best suitable temperature. He said that he has printed PLA, PLA+, and Overture PLA, all at 195°C, and the results were just spectacular.
Another user said in his reply that he set the printing temperature at 215°C and it works best for Inland PLA. Some users claim that you can print PLA at 190°C, but this will depend on the filament and your printing environment.
A temperature tower is a great way to figure out what your optimal printing temperature is for a particular filament. You can generate a temperature tower directly through Cura and apply a script that changes the printing temperature as it moves up the towers.
Check out my article on How to Get the Perfect Printing & Bed Temperature Settings
Best Bed Temperature Settings for an Ender 6
The best bed temperature for an Ender 6 is around 40-60°C for PLA, 90-110°C for ABS, and 80-90°C for PETG filament. You want to test out different bed temperature settings for your particular type and brand of filament so you can see how well the material adheres to the build surface.
Just like calibrating an optimal printing temperature is necessary, bed temperature should also be set at the best point because it plays an important role in the success of the overall model.
Error in bed temperature can lead to warping and poor bed adhesion as the initial layers need to get adhered to the bed firmly so that the model can stand tall.
If you are facing poor bed adhesion issues while printing a model, increasing the bed temperature can help you out.
Some users claim that they print PLA at 70°C bed temperature and they are quite happy with that as they have never experienced any kind of bed adhesion issues, but this could be in a cooler environment with a certain brand of filament. I’d usually recommend sticking to the 40-60°C range for PLA.
The maximum bed temperature limit for the Ender 6 is confirmed to be 100°C so you may be limited when it comes to certain filaments. Certain brands of ABS and Nylon may have optimal bed temperature higher than 100°C but they can still likely work with some adhesive products.
Best Layer Height Settings for an Ender 6
The best layer height for an Ender 6 is usually 0.2mm for various filaments like PLA, ABS & PETG. It does depend on what you are printing, whether it’s a small miniature model or a large functional 3D print. For miniatures, a 0.12mm layer height works well for the Ender 6. For larger models, you can use 0.28mm.
Layer height plays an important role in the overall success of a 3D printed model and it mainly depends on the size of your printer’s nozzle and what you are wanting to print.
As a rule of thumb, it is recommended by various experts that layer height should be somewhere between 25% to 75% of the nozzle size while users claim that 0.2mm works well for most of their 3D prints with a nozzle size of 0.4mm, this makes 50% of the total size.
It does also depend mainly on the model size because you might not want to use a high-resolution layer height like 0.12mm for a large print. After all, it would take significantly longer.
A user who does experiments with 3D prints claimed that the standard and best suitable layer height for almost any kind of filament is 0.2mm because it not only brings good quality but prints in a fast manner as well.
The more you go down the more time it will take to print a model but the quality will be relatively high as well.
Another user shared his Cura settings for the Ender 6 3D printer which indicates that he set 0.2mm as the layer height (for PLA) and 0.3mm as the initial layer height.
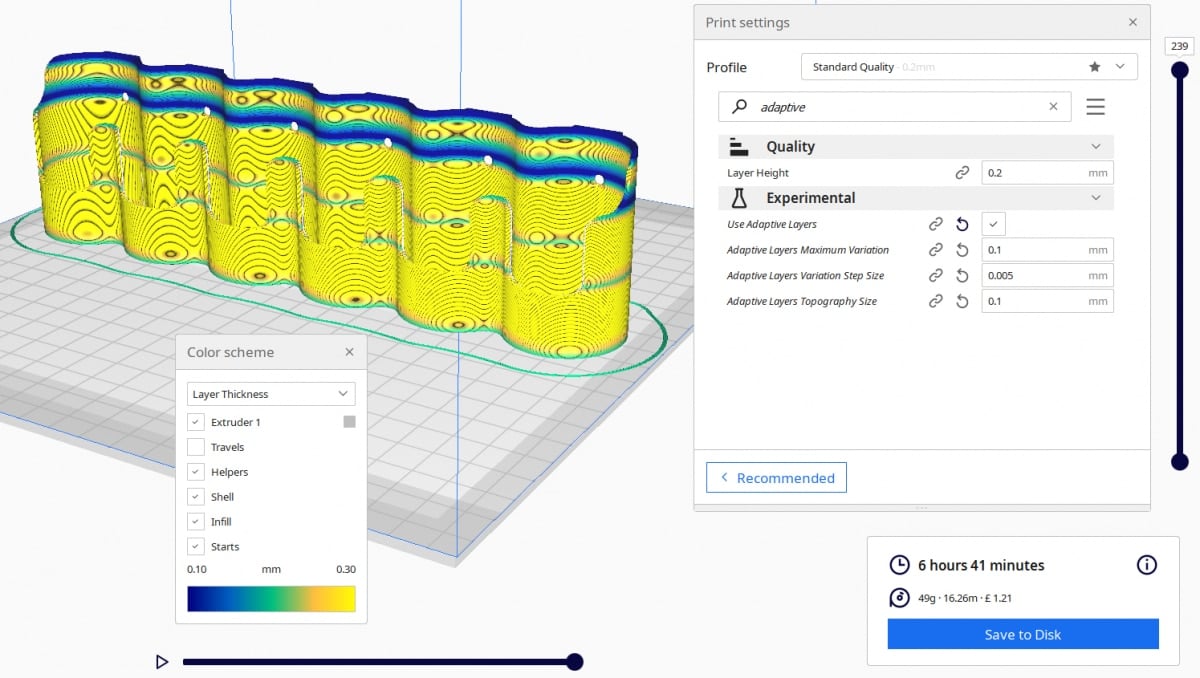
You can calibrate the layer height differently at different stages of the model if the object requires it by using an Adaptive Layer Height.
There’s also a setting in Cura called Adaptive Layer Height where it can adjust the layer height depending on the complexity of each layer, whether it needs detail or can be 3D printed at a lower resolution.
I wrote more in depth on this topic called Which Layer Height is Best for 3D Printing?
Best Printing Speed Settings for an Ender 6
The best printing speed for an Ender 6 is between 40-60mm/s for great quality. When you increase the printing speed past 60mm/s, you may start to notice a gradual decline in print quality. The Ender 6 can handle speed better than most 3D printers so using a speed of 100mm/s can still work great.
A user shared his experience claiming that 50-60 mm/sec is the best suitable printing speed for PLA filament and most of the time, it works best for ABS and PETG as well.
For models that have a lot of curves and edges in the design, it’s better to keep the speed slower. For models that have simple and long straight lines in the design, increasing the printing speed can be ideal.
He supported his claim by saying that if you print curvy models with high speed, you may never get a high-quality model as the nozzle will be moving through edges at high speed and making a mess, but with straight lines, you may never face such issues.
You can find more information in my article What is the Best Print Speed for 3D Printing? Perfect Settings
Best Retraction Settings for an Ender 6
The best retraction settings for an Ender 6 is 50mm/s for the Retraction Speed and between 2-7mm for Retraction Distance depending on if you have a Bowden Extruder or Direct Drive Extruder. If you have a Bowden, 4-7mm works well for the Ender 6, then 2-5mm for Direct Drive setups.
Perfect retraction settings are ideal to mitigate the chances of experiencing stringing and oozing in your 3D models.
I’d highly recommend trying to get the perfect retraction settings for your specific setup by 3D printing a few retraction tests.
Check out the video below by CHEP to learn how to create a retraction test. He also explains how retractions work inside the hotend and nozzle.
If you are experiencing stringing issues even after applying the recommended settings, increasing the retraction distance while decreasing the reaction speed is a common way to bring better results.
It’s also a good idea to calibrate your extruder steps so the right amount of filament is coming out the nozzle. One user recommended to 3D print with filament that has been dried with a filament dryer.

Another user asked to make sure that the extruder is calibrated properly so that the required amount of filament comes out of the nozzle. He also claims that if the filament spool is not 100% fresh or there is another issue in filament, it can also lead to stringing problems.
Check out my article How to Get the Best Retraction Length & Speed Settings.
Best Infill Settings for an Ender 6
The best infill settings for an Ender 6 tend to range between 10-50% depends on how strong you want your model to be. For models that are only for looks and aesthetics, 10-15% should work just fine. For standard models that may be handled and moved around a lot, 20-35% is good. Functional models should be 40%+.
The perfect infill settings solely depend on how much a model needs to be dense, stable, and what is the purpose of your resultant object.
A user shared his infill setting for different kinds of objects stating that if he is printing models just for decorative purposes, he set infill settings somewhere between 10% to 15% while if an object has to serve some functional purposes, infill settings should be between 40% to 100%.
Many users claim that the average infill setting they use in their 3D printing activities ranges between 20% to 30%.
Going above 70% infill doesn’t result in a very significant increase in strength, so it’s better to add more wall thickness to your models.
You can find more information in my article What is the Best Infill Pattern for 3D Printing?
Best Cooling Settings for an Ender 6
The best cooling settings for an Ender 6 is 100% for PLA filament, 0% for ABS filament, and 0-100% for PETG depending on whether you want the best strength (100%), or the best quality (0%). For the Initial Layers of your 3D prints, have cooling fan settings at 0% so it can adhere to the build plate better.
The cooling setting or fan speed depends on various factors such as the printing temperature, bed temperature, stage of layers being printed, overhangs, print orientation, bridging, stringing, oozing, etc.
The hardware also plays a role because the cooling setting will be calibrated differently for a 3D printer with an enclosure and one without an enclosure.
The fan speed ranges between 0% and 100%, and can actually be set for different parts of your model.
Users have stated that even if you print models with 100% fan speed, initial layers should be printed at fairly low or preferably at 0% speed for better adhesion to the build plate.
- For Initial Layers: 0%
- For PLA: 100%
- For ABS: 0%
- For PETG: 0-100%
Although 0% is recommended while printing ABS, users mention that setting the fan speed at 10% to 20% as it helps them is mitigating the sagging effect and enhancing the overhangs quality.
Talking about the PETG, it can be printed with fan speed at anywhere between 0-100% depending upon the model being printed and your goal. Just keep this fact in mind that low fan speed will be better for higher quality prints while high fan speed will be better for overhangs and bridges.
A user claimed that he always keeps the fan speed at 100% while printing PLA but because ABS warps a lot, he tends to keep the speed at 0% and has never experienced any issues.
He also clarified that you should keep cooling settings at 0% in an open printer but if your printer has a heated chamber or enclosure, he sets the fan speed to 30% which works well for him.
I wrote more about cooling settings at How to Get the Perfect Print Cooling & Fan Settings
Best First Layer Settings for an Ender 6
The best first layer settings for an Ender 6 is to have an Initial Layer Height of 0.24-0.28mm for a standard 0.4mm nozzle, a 20-30mm/s Initial Layer Speed, and a 0% Initial Fan Speed. The Initial Printing Temperature and Initial Bed Temperature will depend on the filament you are using.
The first layer is the most crucial part of any model because this is the foundation on which the entire model will stand.
Various settings are combined in playing an important role in making initial layers perfect such as the printing temperature, bed temperature, fan speed, print speed, layer height, etc.
You want to calibrate all these settings properly to get the perfect first layer.
Users claim that they sometimes set 0.3mm as layer height for initial layers as it helps in better adhesion and squishing the filament but it can sometimes lead to nozzle clogging as well.
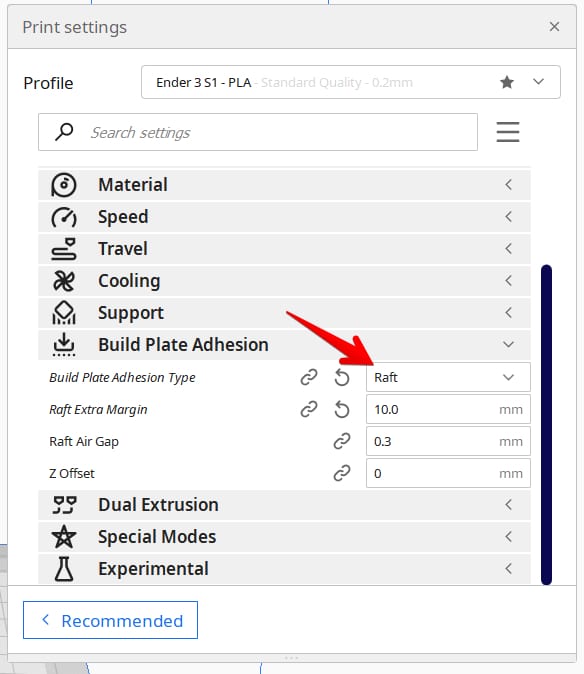
If you aren’t getting good results with an initial first layer height of 0.24mm-0.28mm, you can always add a raft or brim through your Build Plate Adhesion settings.
You can check out my article How to Get the Perfect First Layer on Your 3D Prints for more information.