9 Ways How to Fix Resin 3D Prints Warping – Simple Fixes
Resin 3D prints have issues, but one that I noticed is how they start to warp and lose shape. This is an issue that can really ruin your print quality, so I looked into how to fix those resin 3D prints that go through this problem.
To fix resin 3D prints that are warping, you should make sure your models are properly supported with enough light, medium and heavy supports. Try increasing your normal exposure time so the cured plastic is hardened enough. You can use an optimal orientation to reduce warping in resin prints.
This is the basic answer that can point you in the right direction, but there is more useful information that you’ll want to know, so keep reading for more.
Why Are My Resin 3D Prints Warping?
The process of resin 3D printing goes through many changes in terms of the properties of the liquid resin. The curing of the resin is a process which uses UV light to harden the liquid to plastic, which leads to shrinkage and even expansion from the increase in temperature.
There are many internal stresses and movements that contribute to resin 3D prints warping.
Here are some of the main reasons why your resin 3D prints might be warping:
- Models aren’t supported properly
- Exposure times under or over exposed
- Part orientation not optimal and causing weakness
- Low quality resins with weaker properties
- Thin wall thickness
- Resin prints not dried before curing
- Layer height is high for model
- Leaving prints out in the sun
- Over curing prints under the UV light.
Having an idea of why your resin prints warp is essential in understanding how you can fix this. Since you now have an idea of some of the reasons your resin 3D, let’s take a look into how you can fix your warped resin prints.
How To Fix Resin Prints That Are Warping?
1. Support Your Models Properly
One of the first things you’ll want to try to fix resin prints that are warping is to ensure you are adequately supporting your model. The foundation of resin printing requires something to build on top of since you can’t print in mid-air.
When it comes to areas like overhangs or unsupported parts such as sword or spears on a miniature, you want to make sure that you have enough supports to hold up the part.
Another thing you should look at is if you have some kind of base or stand for your model. These tend to have flat surfaces which require support underneath. The best way to support these are to use heavy supports at a good density to make sure it is being held well.
In some cases, if you don’t support your model well enough with the right size and number of supports, the suction pressure from the resin printing process can actually lift the fresh new layer of resin and detach it from the model.
As a result, not only do you get a model that starts to warp since it isn’t properly supported, you can also get residue of slightly cured resin floating around the resin vat, potentially causing further print failures.
It’s important to learn how to properly position and support your resin models, especially if you don’t have much experience with it. Personally, it took me a while to get the hang of it from trial and error, so I’d recommend watching a few good YouTube videos on it.
One video you may find useful is from Monocure3D who made a video how to support models in ChiTuBox, a popular resin printing software.
2. Use an Optimal Normal Exposure Time
A common problem that people come across with resin printing is getting the right exposure time. This can definitely lead to potential warping in models due to similar reasons as not having enough supports.
Normal exposure times determine how strong your resin cures in the printing process.
A resin 3D print that is under exposed with low exposure times will create cured resin which isn’t so strong. I’ve created under exposure resin prints and I noticed that many of the supports don’t completely get printed, and the supports are a lot more flimsy and weak.
When your supports aren’t being created optimally, you can quickly find that key areas of your model don’t get the foundation they need to create resin prints successfully.
In this case, it would be better to over exposure your model than under expose, so the supports can hold up the model, but obviously we would ideally want to get the perfect balance for the best results.
I wrote an article about Calibrating Your Normal Exposure Time which you can check out for a more detailed explanation.
I’d recommend checking the video below to get the ideal exposure time for your specific resin 3D printer and brand/type of resin.
If a model has many thin parts, it may be a good idea to test different exposure times.
3. Use An Efficient Part Orientation
After supporting your model properly and using a high enough normal exposure time, the next thing I’d do to fix warping in resin prints is to use an effective part orientation.
The reason this works is similar to why good supports work because we are ensuring that parts that are likely to warp are oriented properly. If you have parts that overhang, we can orient the model to stop this overhang altogether.
As you can see below, I’ve got a knight model with a sword which has a lot of overhangs since the sword is almost at a 90° angle.

If you were to print in the above orientation, you are likely to see more warping since there needs to be a foundation below it to print properly. Resin prints can’t print in mid-air, so what I did was change the orientation to reduce the overhang of this thinner, delicate part.
It works because the sword supports itself vertically and can build upon itself.
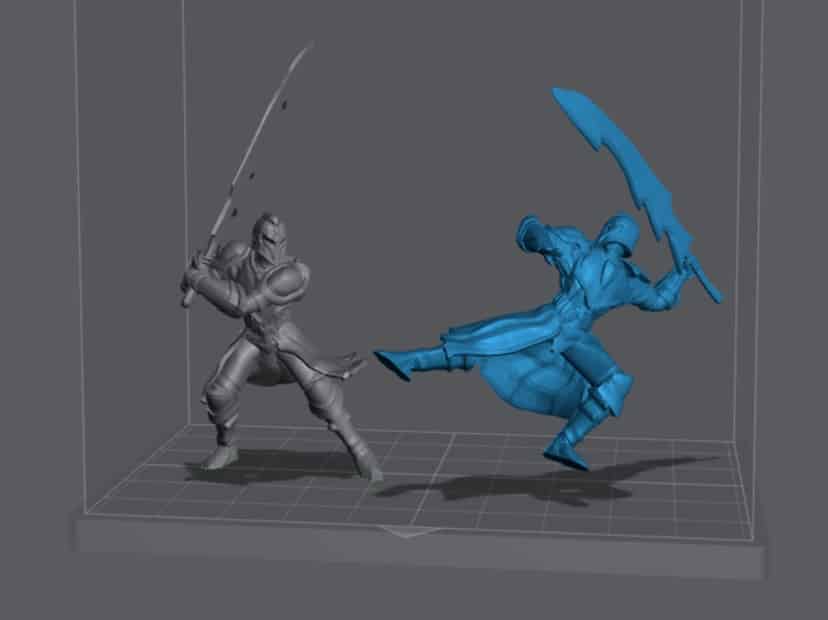
It’s easier to support other parts on the knight model because it isn’t as thin or flimsy as the sword would be. Pay attention to these parts when you are deciding your orientation, and you can use this to reduce warping in resin prints.
You can also improve surface quality by using a good print orientation.
For large models, users commonly incline it at an angle of at least 15-20° away from the build plate to reduce the surface area of each cured layer. The less surface area you are curing with each layer, the less suction force can cause warping.
Try to get delicate parts tot self-support themselves for the best results.
4. Make Use of Tough or Flexible Resin
You may experience warping in resin 3D printing due to a lack of flexibility or toughness in your resin prints. When you use cheaper resins that don’t have strong properties, warping is usually more likely to occur.
One way you can fix warping in this case is to use higher quality resins or resins that have tough or flexible characteristics. Many users have had great results by mixing tough or flexible resins in with their normal resin as a way to add durability to their models.

In the video below, Uncle Jessy runs some strength and durability tests on models, comparing ABS-Like Resin and a mixture of ABS-Like Resin & Siraya Tech Tenacious Flexible Resin (Amazon) to see the possible improvements.
These resins should be able to handle a lot more bend and warping, so it’s a great fix for some of your resin models that warp.
The process of resin printing and curing causes the edges of the print to pull inwards, so having that flexible quality can translate to reducing warping.
An example of a tough resin is the EPAX 3D Printer Hard Resin from Amazon.

5. Increase The Wall Thickness of Your Prints
Warping can also come about after you hollow your models and give it a wall thickness that is a little too low. There is usually a default value that your resin slicer will give you for the wall thickness, which is usually between 1.5-2.5mm.
As we’ve learned, the process of resin being cured layer by layer can cause internal stresses from shrinking and expansion, so this can also affect the walls on your models.
I’d recommend using a minimum wall thickness of 2mm for all models except for miniatures which don’t usually require hollowing depending on how big the model is.
You can increase wall thickness to increase the overall strength and durability of your models, especially if you are going to do a lot of sanding. Models that have thin parts built-in can be altered to be thicker if you have some design experience.
In most cases, thin parts shouldn’t warp just because they are thin, rather based on exposure settings and how you handle the post-processing. I’ve printed many thin parts on a resin model successfully, ensuring that my exposure times and supports were satisfactory.
As mentioned above, make sure your supports are doing their job, especially with these thinner parts to reduce warping.
6. Ensure The Prints Are Completely Dry Before Curing
Another way to fix resin 3D prints warping is by making sure that the prints are completely dried up before curing it. Most resin prints are washed in Isopropyl alcohol which may cause swelling when curing.
You can prevent this potential warping by letting your resin prints dry before curing it in your choice of UV light. This is a lesser known solution but still reported by some resin 3D printer users out there. I think it may depend on what type of resin and UV curing station you have.
I usually pat dry my resin prints with a paper towel to speed up the drying process. Isopropyl alcohol dries faster than water but it still takes some time to fully dry by itself. You can also use some kind of fan or blow-dryer at no heat to speed things up.
The Honeywell HT-900 TurboForce Air Circulator Fan is an example you can get from Amazon.

7. Lowering the Layer Height
As mentioned above, the layer-by-layer process of resin printing means that there is a staircase effect to create models. The longer the “staircase”, the more room there is for a model to warp between supports and the foundation.
Lowering the layer height could help reduce warping by requiring less space for each step, but it could also work against you due to each layer being thinner and weaker, giving more potential to break with the suction pressure.
The standard layer height for resin printing tends to be 0.05mm, so you could try between 0.025 – 0.04mm and see how that works out.
This solution would really depend on why the warping is happening in the first place, and how well-supported your model is. If you have correctly supported your model, using a lower layer height should work well to fix other warping from smaller areas.
8. Store the Prints in an Optimal Environment
It’s possible for parts to start warping after the printing process, due to being left in the sun which will cure your resin prints. Some users reported seeing warping after leaving resin models by the window where UV light could affect the print.
I’d recommend either leaving parts away from direct sunlight or treating it with some kind of anti-UV spray to protect the model.
The Krylon UV Resistant Acrylic Coating Spray from Amazon is a good choice.

9. UV Cure Parts Evenly
A lesser common fix for solving your warping problem is to ensure you cure your resin prints evenly, especially if you have a model with small, thin or delicate features.
For example, if a model has a thin cape, you wouldn’t want to put the model face down and have the cape absorbing most of the UV light. This could potentially over cure and warp the cape depending on how strong the UV light is and how long you cure it for.
You should try to use a UV curing solution that has a rotating turntable which makes it easier to cure your models evenly.

I’d go for either the Anycubic Wash & Cure or the Comgrow UV Resin Curing Light with Turntable from Amazon.
