Why Is My Extruder Grinding The Filament? Causes & Solutions
You may have come across issues of your extruder grinding up and stripping your filament, which results in underextrusion. That usually leads, after a while, no filament being extruded at all.
This article will aim to identify the causes and give an easy-to-follow solution to stop this problem happening again.
The reason your extruder is grinding up your filament can be due to reasons such as bad retraction settings, low temperature & underextrusion issues, damaged PTFE tubing, the feeder tension being too strong or a combination of a number of reasons. Depending on what the cause is, there will be a solution.
I wish I could tell you that there is one solid reason why this happens, and this fix always works, but this is 3D printing, where things get complicated.
I’ve put together a wide-ranging list of possible causes, as well as the usual fixes to help you sort this problem out so read on to get your answers. I’ve got a summary of a list of actions at the end if you want quick answers.
What Are The Most Common Reasons Your Extruder Grinds Filament?
It can get extremely annoying setting up everything for your print, just to witness your print head moving over the heated bed with no filament being extruded. Not only that, you then have to try your hardest to remove the filament that’s stuck between the extruder and the Bowden tube which it goes down.
You may find that pushing the filament through by hand works fine, but as soon as you let it work normally, it just doesn’t.
The issue might not be just one of these causes, but a mixture of these causes that result in filament being grinded and chewed up then getting stuck in the extruder.
Quick Fix Solution for Extruder Grinding Filament
Before getting into the reasons, although there isn’t a catch-all fix to this problem, a solution that has worked out for several people in the same position is upgrading to an All-Metal Extruder Kit for Creality 3D Printers with new Capricorn PTFE tubing.

Now let’s get into things!
Sub-Optimal Retraction Settings
Your retraction settings can definitely add to the instance of your extruder flattening or grinding your filament, so a good solution is lowering your retraction settings.
A good range for your retraction distance to be at is between 5-10mm & your retraction speed between 25-40mm/s. Do some trial and error runs to see whether this fixes the problem. This is the solution that personally fixed this issue for me.
This is to do with heat, as well as passes through the gears. What retracting filament does is pull the filament out of the melting zone straight into the area above it, which brings the higher temperature with it.
You don’t want to be heating the space above the melting zone for too long, so reducing the number of times your filament gets retracted does this well.
Nozzle Blockage Leading to Underextrusion
If your nozzle has a blockage from previous material extrusions, this debris can cause under extrusions which means your extruder has a flow rate much higher than the flow rate of your nozzle.
Once you remove any clogs from your nozzle, they will be able to work in harmony, so your extruder will stop grinding and stripping up your filament.
A good way to test whether your nozzle is clogged is to push the filament manually through the Bowden tube to see if the flow rate from the nozzle is better than before.
Another sign that this is the cause is by looking at how the filament actually gets extruded through your nozzle. A perfect extrusion of material is one that comes out straight, steadily and sticks well to the print bed.
If you see any curling in melted filament, you can usually put this down to a blockage in the nozzle.
When you’re pulling out the filament from the PTFE tube after it stops extruding, check the filament from the nozzle side.

Inspect whether the nozzle is showing signs of blockage, similar to this image. As you can see, the filament is slightly backed up from the bump.
Feeder Tension Too Strong
The feeder being tension too strongly, or your filament being soft. Dual geared extruders are designed to tackle most of these problems, so even if your filament is bad quality, this extruder will power through as best as it can.
Adjusting the extruder tension on an Ender 3, Prusa or any other 3D printer should be fairly easy to do. It usually just takes a quick unscrewing of the spring tensioner or which ever system is used.
On the other hand, it could also be caused by a loose spring.
When you feed filaments through your extruder, first loosen the spring. Then you want to slowly tighten the spring until your filament is being extruded by itself.
Depending on how strong your feeder tension is, this can reduce your extruder flattening, grinding and shaving your filament.
Damaged or Old PTFE Tubing
Old PTFE tubing decreases the movement efficiency of filament. Part of your PTFE is constantly exposed to high temperatures and over time, it can carbonize the tube which constricts its size. When your tube gets to this point, it’s a good idea to replace it.
I’d go with the popular & high quality Authentic Capricorn PTFE Bowden Tubing from Amazon. It also comes with a tube cutter and M10 pneumatic fittings.

This is a highly rated, reliable product that has a very high temperature tolerance, up to 300°C, good enough for most filament out there.
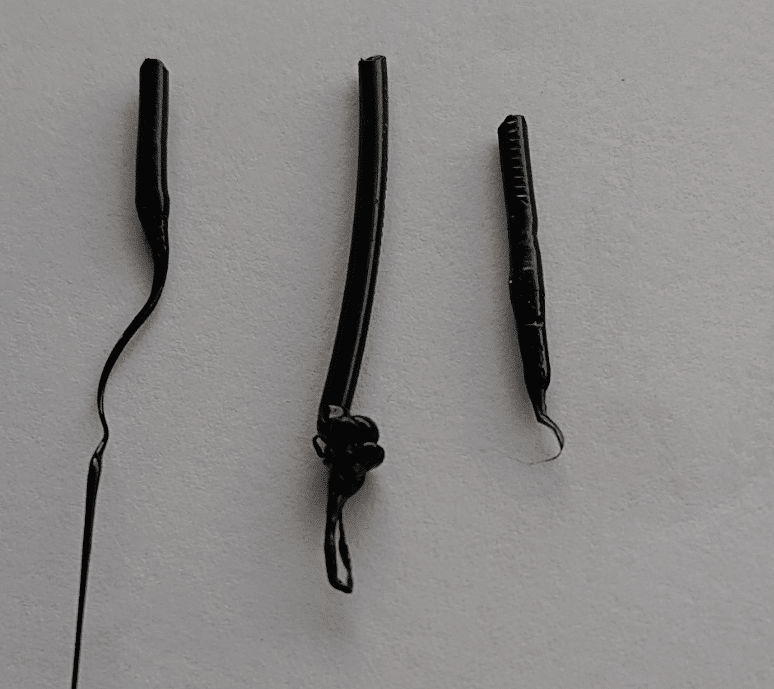
In this picture, it shows three different cases of removing filament through the extruder:
The picture on the left shows the filament being removed after a normal print.
The middle shows a problem with heat-creep where the material got too soft before the heatbreak and slowly filled the PTFE tube ending up in under extrusion.
The right shows where the extruder feed rate settings were imperfect which resulted in the extruder gears leaving dents in the filament.
Dusty, Dirty or Blunt Extruder Gears
Depending on how early the grinding of the filament happens, it could be caused by your extruder gear being affected by dust, dirt or rust. It stops your extruder working as effectively as it should and causes slipping. If your prints work at first then slowly start failing, this could be it.
A simple fix here would be to blow into your extruder to displace this dust, or take your extruder apart and check it thoroughly to see if it’s rusty or dirty.
Some people who have an all-metal direct-drive extruder use a small wire brush to clean this up. Make sure whatever material you choose to use is not abrasive enough to scratch your extruder.
If your extruder gear has been damaged somehow and is not blunt, you would have to replace it.
A great replacement for your extruder would be the POLISI 3D Aluminum Extruder. It has a double gear extrusion which ensures smooth filament feeding and better pressure straight through to the nozzle.
Other Less Common Reasons Your Extruder is Grinding the Filament
Software or Slicer Settings Issues
It could be a software or slicing issues where your settings aren’t up to par with what you should be doing.
It’s less likely to be this problem since most people keep similar setting profiles and run off that. If you do remember making any small changes to your slicer settings, you should look into this and try changing the settings back to see if it makes a difference.
You want to check your extruder calibration & print a calibration cube at 100%.
Filament Extrusion Rate Not Matching Melting Rate
Grinding or shaving of the filament usually happens when the advancement of your filament happens faster than the rate at which it can melt and extrude the same filament.
A few clear fixes that work for most people are:
- Raising the nozzle temperature
- Lowering the print speed
- Using a lower layer height
When you raise the temperature of your nozzle, what you are doing is allowing the filament to be pushed through at a better rate which can keep up with the current flow rate. Increase it by 5-10°C and try printing again to see if it resolves your issue.
Reducing your print speed tackles the problem from the other end by lowering the flow rate overall, so your filament doesn’t have to work so hard to keep up.
Using a lower layer height follows the same fix, but just using a different method to lower the flow rate.
Gaps Between the Nozzle & PTFE Tubing
Another key reason this occurs is through a gap between the nozzle and the PTFE tube that the filament travels down. You want to minimize the distance that the heat from your hotend has to travel to affect the filament.
If the gap is bigger than usual, your filament isn’t getting melted as best as it can which makes it harder for filament to be extruded in the first place. Close this gap, and it might just fix your problem of ground filament through the extruder.
Inefficient or Broken Extruder Cooling Fan
There is a designated cooling fan made for your extruder which cools down an area close to where heat is travelling around the hotend or the melting zone. The heat brake is also in this area and the cooling fan helps keep it cool.
When your extruder cooling fan isn’t working properly, heat tends to travel up further up the heat brake which, like above, results in a bigger area where melting occurs.
Filament Diameter Differences
One of the main reasons that this happens is because of a difference in filament diameter throughout the spool of material. Usually, when you buy filament, they state a tolerance which looks like,+-0.02mm.
Some filament may slip through the tolerance level without the manufacturer knowing due to a bad batch that went unchecked or some other external factor.
If you catch this, you’ll know that the roll of filament isn’t at the quality level you need for it to extrude properly. The best way to check whether this is your problem is to use a pair of calipers and measure the filament diameter.
This reason is also unlikely, especially today because manufacturers are getting a lot better in controlling filament quality. There are reputable filament manufacturers that get these tolerances perfect every time.
Inefficient Extruder Motor Power
You don’t want a situation where your motor isn’t delivering the correct amount of power because you’ll get step loss and failed prints. Make sure your motor wires are in good condition and plugged in correctly.
Try to use another motor that you know delivers a good amount of power and use it for your extruder. If the issue stops happening, then you know it was an under-powered motor.
Another cause of filament grinding in your extruder could be the motors over heating and stopping as a precaution during a print. Simply use a fan to cool down the board and this should solve the problem.
Inefficient Power Supply
A weak power supply could cause this so check your voltage while this problem is occurring. It should be +12 or +24.
Defective or Overheating Extruder Driver Chip
A less common, but possible cause of your extruder grinding filament is a defective or over heating extruder driver chip. Having a sufficient current to drive your stepper motors is important. In most cases, your stepper motor can manage but depending on how bad it is, this driver chip could be negatively affecting the power to your extruder motor.
A few passes through the extruder is fine, but when the motor is weak and requires more passes, the filament can get chewed up to the point where it’s too disfigured to be extruder through.
Under Extrusion or Heat Creep Issues
One of the main problems with under extrusion is the resulting phenomenon called heat-creep.
When areas which aren’t meant to get hot (melt-zone) get warm, the filament that is travelling down gets affected by it and the filament gets softened. Filament that is softened doesn’t travel so well through the PTFE tube and is likely to fill the tube and partially block it.
This results in increased pressure above the hotend as well as more under extrusion which causes a negative cycle of issues.
You need adequate extruder & stepper cooling along with a high quality heat-break.
There is a setting called the extrusion multiplier which can be reduced to lower the overall flow rates. This isn’t a setting you usually want to be altering so definitely look towards the previous methods before you try this.
This is usually used to compensate for different materials and ranges of temperatures.
Recent Changes in Nozzle Material or Size
You could also look towards your nozzle material or size. If you have recently changed your brass nozzle, for let’s say a stainless steel nozzle, you’ll most likely have to adjust temperatures accordingly.
Brass nozzles are so widely used because of their thermal conductivity, which is their ability to retain heat. When you switch to another nozzle material, it won’t retain heat as great, so you can account for that by increasing the nozzle temperature.
The nozzle size will have to do more with the flow rates the extruder feed rate. If you changed your nozzle size, you should remember to adjust that in your slicer settings, so your 3D printer knows how to deal with the nozzle change adequately.
Incorrect Steps/mm Settings for Your Extruder
It’s possible that your steps/mm settings for your extruder need to be tweaked in your firmware.
Pronterface is the usual software that is used to connect your printer and tweak these parameters.
Here is a great guide by 3D Addict on how to check and adjust extruder steps/mm.
Bad Bowden Tube Pathway
A Bowden tube which is too long and has many twists and turns can cause under extrusion and grinding in your filament. When you manually push filament through your PTFE tube, it shouldn’t require too much force to do so.
If it does it means your extruder has to work too hard to push filament through.
Moisture in Filament
You want to ensure that your filament is stored correctly, which is in a dry place, especially for filament which is likely to absorb moisture from the air (PLA, Nylon).
Filament that is moist tend to be brittle and are likely to break. Test for this by bending your filament back towards itself and if it breaks this might be your issue. It’s a good idea using another spool of filament and seeing whether your extruder still grinds the filament.
Bolt Tension Issues on Feeder
A much less known solution which won’t definitely work but might just, is loosening the bolts which hold the feeder onto your printer.
This is something a user who was struggling with this problem tried and it just so happened to work out.
Filament Feeding Issues
Filament tension feeder can help solve some feeding problems that might occur. The angle at which your filament is entering the extruder might just be causing your extruder to grind up your filament.
Badly Wound Filament
Another possible cause of this that one user found is their filament reel being wound up too tightly. There was force pulling back and forth from the feeder which resulted in this grinding that you are seeing.
Your solutions in this case would be to loosen up the spool of filament itself.
I’m sure after trying some of these simple fixes for the causes of this issue, you will have solved the problem.
Summary of Actions to Fix an Extruder Grinding Filament
So just to summarize, here is a list of actions to take if this is happening:
- Get a dual-geared extruder
- Adjust retraction settings
- Clear nozzle blockages
- Decrease filament tension
- Replace PTFE tubing
- Clean extruder gears
- Raise nozzle temperature
- Lower print speed
- Use a lower layer height
- Fix any gaps between your nozzle & PTFE tubing
- Replace a broken extruder cooling fan
- Get higher quality filament with good tolerance
- Use a more efficient extruder motor
- Increase extrusion multiplier or flow rate
- Change nozzle back to brass or 0.4mm
- Have a short, clear pathway for Bowden tubes
- Take moisture out of filament
- Wind up filament properly
You missed a potential issue: misalignment between the two gears.
Extruders need to be assembled when they are purchased separately. This requires aligning the two gears properly. Get it wrong and your printer will have issues. And since the tolerances are so small, even a hair off can be a problem.