How to Get the Perfect Top & Bottom Layers in 3D Printing
The top & bottom layer settings in 3D printing can bring some unique features to your models, so I decided to write an article on how to get the perfect top & bottom layers.
To get the perfect Top & Bottom Layers, you want to have a good Top & Bottom Thickness that’s around 1.2-1.6mm. Settings such as Top/Bottom Patterns and Enable Ironing can help significantly. Another setting that users find useful is Monotonic Top/Bottom Order which provides an extrusion pathway that is smoother.
This is the basic answer but keep reading for more helpful information for some great top & bottom layers.
What Are Top & Bottom Layers/Thickness in 3D Printing?
The Top and Bottom Layers are simply the layers at the top and bottom of your 3D model. You can make adjustments to your Top/Bottom Thickness, as well as number of Top & Bottom Layers in Cura. They are printed as solid to close the top and bottoms of your 3D prints.
The Top/Bottom layer thickness is simply the height or thickness of these respective layers. These layers will influence the final look of the print because part of their layers forms the print’s skin (the outermost surface of the print).
The thicker your top and bottom layers are, the stronger your models will be since it is solid rather than printed using the infill pattern and density.
Another factor that is influenced by these settings are how watertight your model will be. A bigger top and bottom thickness makes your models more watertight.
The main tradeoff is that your model will use more material the thicker the top and bottom is, as well as taking longer to print.
To better understand the Top/Bottom layers, you can check this video that breaks down the inner structure of a 3D model.
He also explains different Top/Bottom layer settings and how they relate to the wall and the infill of the print. We’ll take a closer look at these settings in the next section.
Best Top/Bottom Layers for 3D Prints
There are many Top/Bottom settings that you can adjust in Cura such as:
- Top/Bottom Thickness
- Top Thickness
- Top Layers
- Bottom Thickness
- Bottom Layers
- Top Thickness
- Top/Bottom Pattern
- Monotonic Top/Bottom Order
- Enable Ironing
Let’s look into what the best settings are for each of these Top/Bottom settings in Cura.
Most people recommend that the Top/Bottom Layer Thickness should be at least 1-1.2mm thick (make sure it’s a multiple of your layer height). This prevents print defects like pillowing and sagging.
It also prevents the infill from showing through the print.
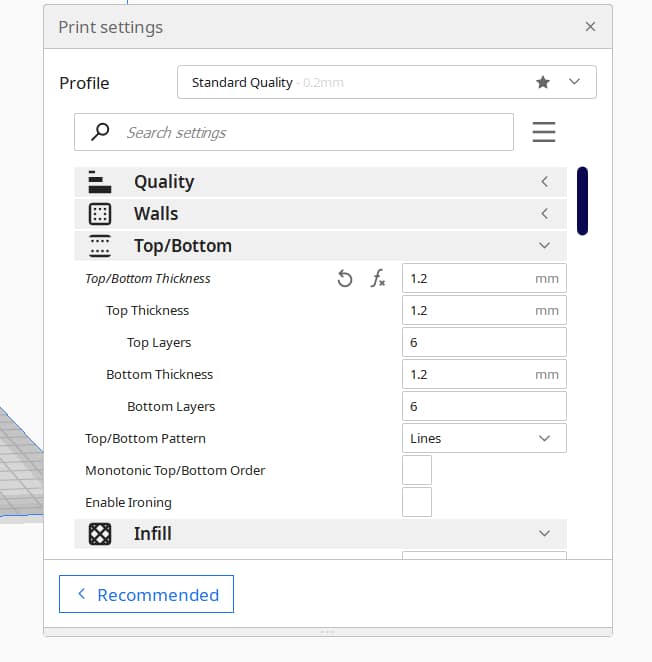
Top/Bottom Thickness
The ideal Top/Bottom Thickness tends to be at least 1.2mm to be able to properly close up the tops and bottoms of your models. The default value of 0.8mm is a minimum for models rather than a best value, and can easily lead to gaps in the tops of your model.
If you want to get a strong Top/Bottom Thickness, I’d recommend using 1.6mm and above. It’s a good idea to do your own testing with some basic models so you can see the differences between how they actually look.
Different models and geometries will make differences in how the 3D models come out, so you can try a few types of 3D prints.
Check out the video below for more details on this setting.
Top Thickness & Bottom Thickness
The Top Thickness and Bottom Thickness settings will automatically adjust when you input your Top/Bottom Thickness settings. In Cura, when I put in a Top/Bottom Thickness of 1.6mm, the separate Top Thickness and Bottom Thickness will adjust to that setting, but you can adjust them separately.
The same values usually work well for both settings, but if you find that your top layers aren’t closing up properly, you can increase the value of the Top Thickness by around 30-60%.
For example, you may have a Top/Bottom Thickness of 1.6mm, then a separate Top Thickness of 2-2.6mm.
Top Layers & Bottom Layers
The Top Layers & Bottom Layers settings also automatically adjust from the Top/Bottom Thickness setting. It works based on what your Layer Height is, then the value you input for the Top/Bottom Thickness and number of Top Layers and Bottom Layers.
For example, with a Layer Height of 0.2mm and a Top/Bottom Thickness of 1.6mm, Cura will automatically input 8 Top Layers and 8 Bottom Layers.
People usually recommend having anywhere from 5-10 Top & Bottom Layers for your 3D prints. One user said that 6 is the magic number for top layers to counteract sagging over the infill, and 2-4 bottom layers.
The more important setting is how thick the layers are because you can still have 10 Top & Bottom Layers with a low layer height like 0.05mm, which would give a 0.5mm thickness. This value would be very low for a 3D print.
I’d recommend setting this value by inputting your Top/Bott0m Thickness and letting Cura do its automatic calculation.
Top/Bottom Pattern
There are a few choices for which Top/Bottom Pattern you can choose:
- Lines (Default)
- Concentric
- Zig Zag
Lines is a good pattern for providing a nice surface quality, being rigid in the directions that the lines are extruded, and adhering strongly to the walls of your model for a stronger part.
Concentric is great if you want to build a watertight object, since it prevents the creation of air pockets and gaps.
It’s also going to give equal strength in all directions. Unfortunately, the surface quality isn’t known to be the greatest, but this can vary depending on your bed surface and the design of the model.
Zig Zag is similar to the Lines pattern but the difference is that rather than the lines ending in the walls, it continues to extrude in the next line of skin. The surface quality is also great with this pattern, as well as having a more constant rate of extrusion.
The main downside is that it doesn’t adhere to the walls as well as the Lines pattern.
Bottom Pattern Initial Layer
There is also a similar setting to the Top/Bottom Pattern called the Bottom Pattern Initial Layer, which is the infill pattern of just the bottom layer in direct contact with the build plate. The first layer’s pattern is significant because it directly influences factors like build plate adhesion and warping.
The default Bottom Initial Layer Pattern on Cura is also Lines. You can also choose between Concentric and the Zig Zag patterns, the same as the Top/Bottom Pattern setting.
We’ll look at optimal Bottom Pattern Initial Layer patterns later.
Monotonic Top/Bottom Order
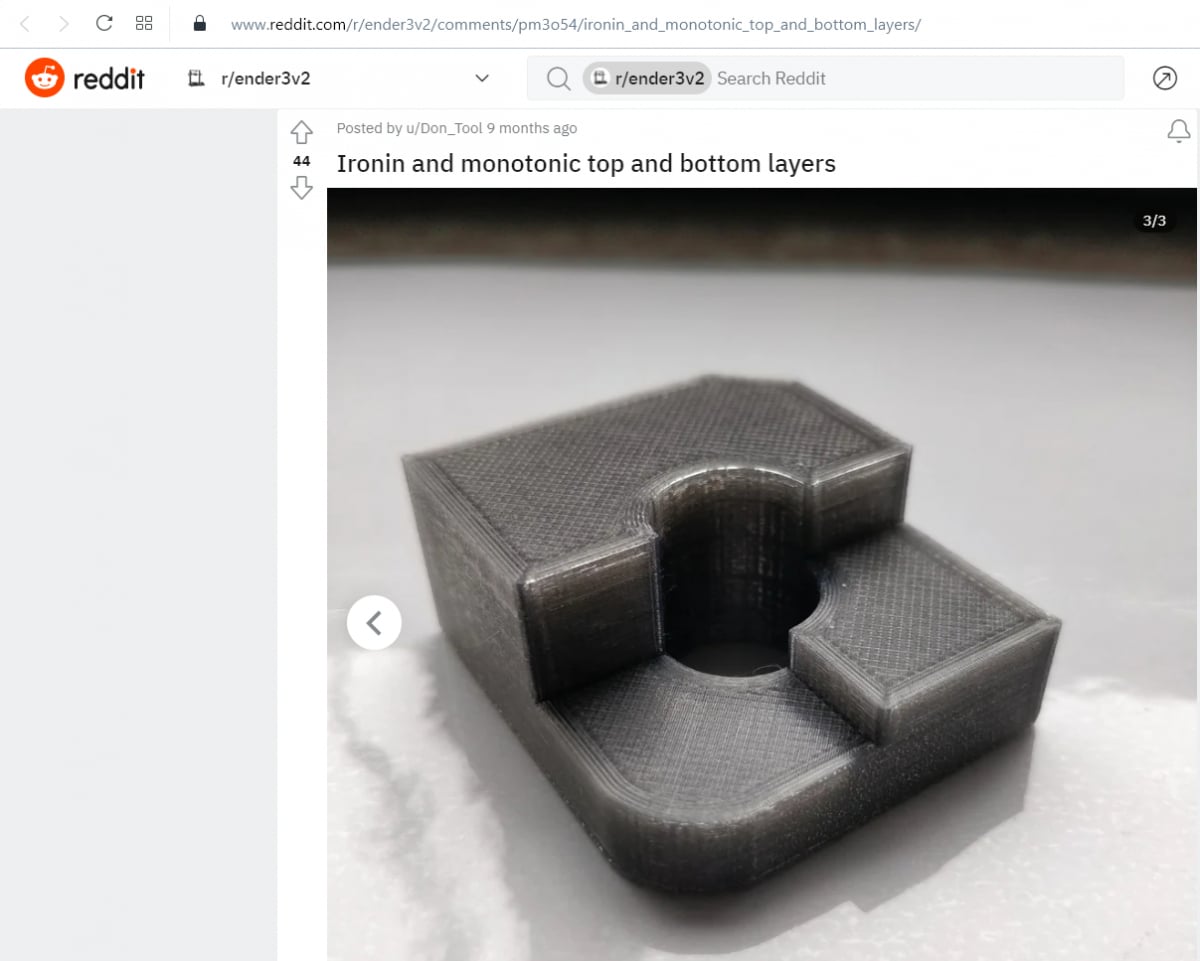
The Monotonic Top/Bottom Order is a setting which ensures your top/bottom lines that are adjacent are extruded always print overlapping in the same direction. It basically makes the surfaces look smoother and more consistent because of how light reflects off the model.
When you enable this setting, it helps to align the extruded lines so that the overlap between adjacent lines is consistent across the print’s surface.
For example, you can check out this print with Monotonic Top/Bottom order from Reddit (on the right). See how the light reflects off the model when the top layer lines are aligned in one direction.
I love the new monotonic infill option. Such a huge difference in some of my prints.
byu/IKROWNI inprusa3d
This leads to a better-looking, more even surface. Some users even combine the Monotonic Setting with Ironing to create a more even surface.
The Monotonic Top/Bottom Order setting is turned off by default in Cura. However, you should know that turning it on can increase printing time slightly.
You can check out this video by ModBot that breaks down the difference between prints that use Monotonic Ordering and those. He also compares the effect of ironing and monotonic ordering on more complex prints.
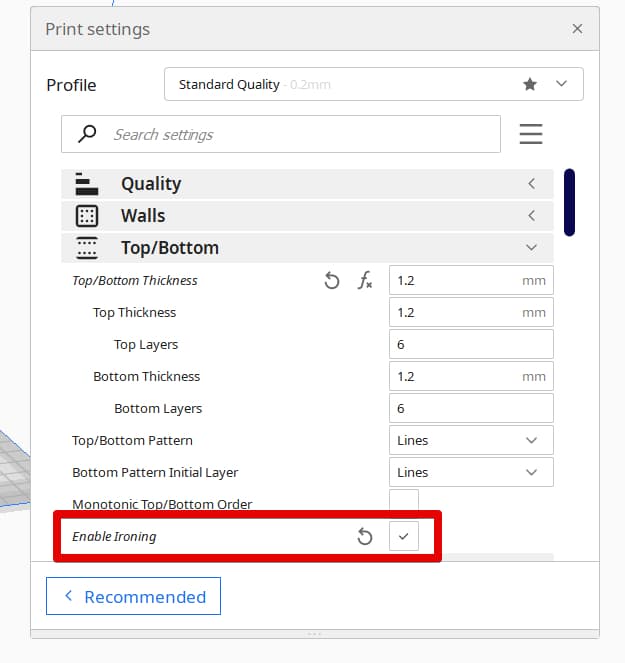
Enable Ironing
Ironing is another setting that can improve your top layers by passing the hot nozzle over the print’s surface to gently smooth over the layers. During the pass, the nozzle still maintains a low flow rate, which helps fill the gaps in the top layer.
You can check out the difference between a print with Ironing and one without Ironing in the images below.
You can see how much of a difference it makes in the top layer. The top surface is much smoother, and it is free of gaps.
The Enable Ironing setting is turned off by default in Cura. Using this setting can increase printing time, and it can cause unwanted effects on sloped surfaces so I’d recommend doing testing to see if it makes a good difference.
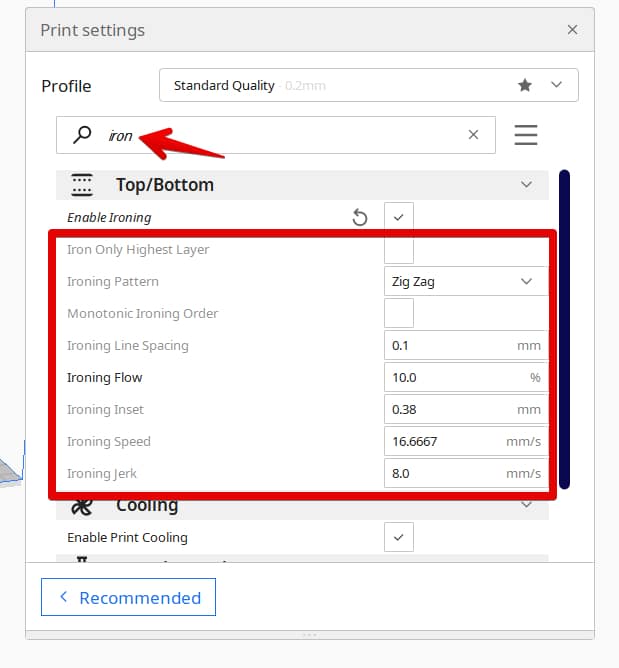
Since Ironing affects all the top layers, you can choose to Iron Only Highest Layers in Cura to save time. You’ll have to search for the setting using the search bar or set your settings visibility to “Expert” by clicking the three horizontal lines beside the search bar.
There are also more Ironing settings that you can find in Cura to improve your top layer settings. One user recommends to have your Ironing Flow be anywhere from 4-10%, with a good starting point being 5%. Cura gives a default Ironing Flow of 10%.
To see Ironing in action and learn more useful Ironing settings you can use in your prints, check out the video below.
On a side note, some users on Cura have complained about the top and bottom layers being set to 0 and 99999, respectively.
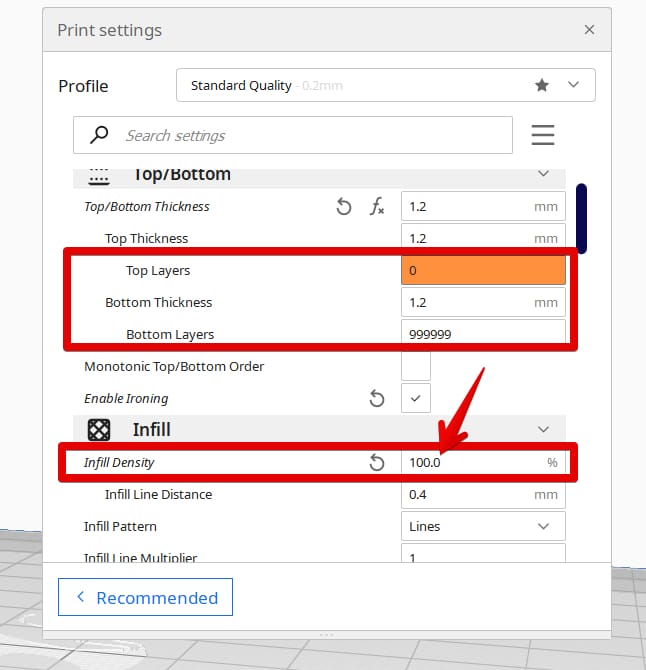
This happens when you set the infill percentage to 100%. So, the printer prints all the layers as solid bottom layers. To fix this, reduce the Infill Density of your model to less than 100%, even 99% works.
Other Ways to Improve Your Top Layer Surface
There are also some other settings that aren’t in the Top/Bottom category in Cura that can improve your top surface.
One user recommends decreasing your Top/Bottom Line Width. The default is in line with your normal Line Width which is the same as your nozzle’s diameter. For a 0.4mm nozzle, you can try to decrease it by 10% and see what kind of difference it makes to your top and bottom layers.
Someone else mentioned that they actually got good results by using a 0.3mm Top/Bottom Line Width with a 0.4mm nozzle.
Another thing you can do is buy a higher quality nozzle since some of the cheaper nozzles can be low quality. A higher quality nozzle should have a more accurate nozzle diameter and smoother extrusion.
Enabling Combing has worked for some users to improve the top and bottom layers of a 3D print. You should set it to ‘Not in Skin‘ which is the default to help reduce any nozzle marks and blobs on the surfaces.
There’s a setting called Top Surface Skin Layers that determine how many extra skin layers that you apply to the top of your models. This allows you to apply specific settings to just those top surface layers, though it isn’t used very much in Cura.
The default value of Top Surface Skin Layers is 0. Cura mentions that you can achieve a nicer top surface by reducing the Print Speed and decreasing the Jerk setting just for the Top Surface Skin, though some of these settings are hidden by Cura.
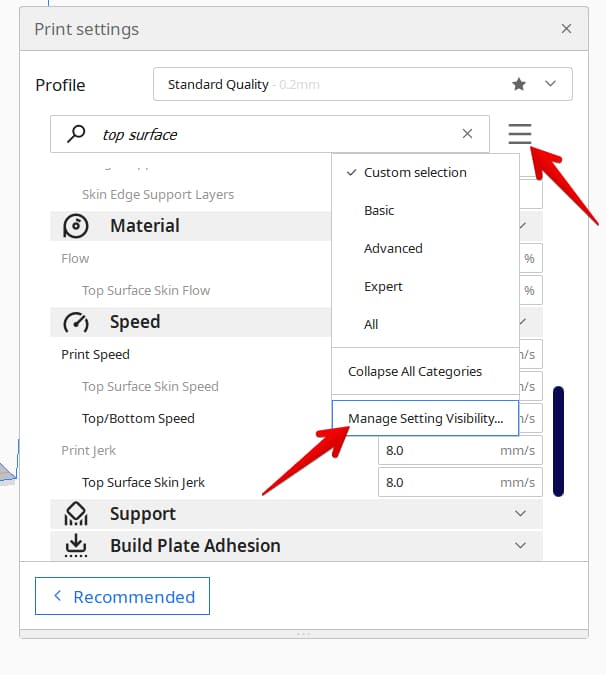
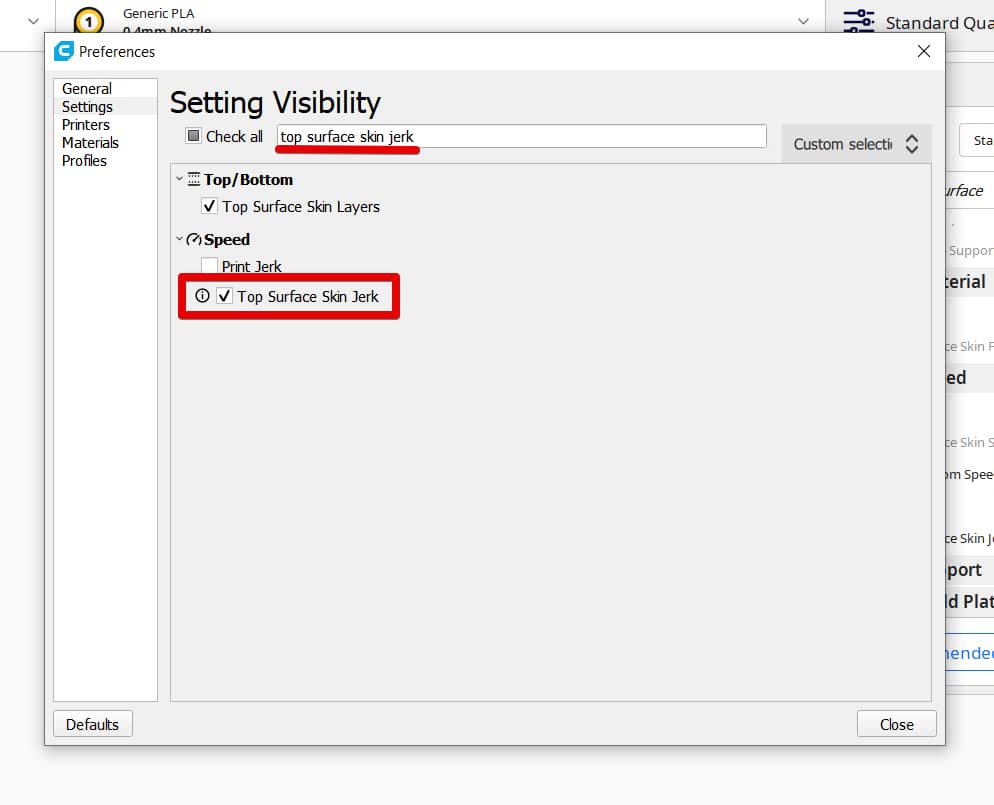
After clicking “Manage Setting Visibility…” you’ll see the main screen where you can search for Cura settings. Simply search for “top surface skin jerk” to find the setting and enable the view.
You’ll have to enable “Jerk Control” and apply a value of at least 1 for Top Surface Skin Layers to see the setting.
Another thing you can do is enabling “Z-Hop When Retracted” to reduce the travel movements you might see in your top layers. One user also suggested enabling “Retract at Layer Change” since doing both of these helped the layer change lines disappear.
Another user said that he got great results by adjusting his “Top/Bottom Flow Rate” by just 3% since he was getting slight under extrusion in the top layer.
For more advanced skin settings that you can use for your Top Surface Skin, you can check out this video. You can learn how advanced settings like Gradual Infill Steps and Skin Overlap Percentage work.
Best Bottom Pattern Initial Layer in Cura
The best Bottom Pattern Initial Layer in Cura is the Concentric pattern. It delivers a lovely geometric pattern that looks great on 3D prints. This pattern is more resistant to warping and separation due to less shrinking since it extrudes in all directions. It also has better adhesion to the build plate.
This pattern is a great all-rounder that looks nice. It can make models stronger and provide better bridges towards the edges of the print since it adheres to the walls nicely.
The Lines pattern is good if you are using a raft.
Do keep in mind that the Concentric pattern isn’t always perfect and can actually form blobs in the middle of the print depending on the shape of the model. This is usually on models that are circular at the bottom rather than square.
You may be able to fix this by tuning your extrusion better. Another downside is how it doesn’t always fit well with the infill pattern you are using since it follows the shape of your object. This is why it’s better as a bottom layer pattern.
The lines pattern performs slightly better when using a raft. Just make sure the lines on the print are oriented perpendicularly to the Raft’s layer lines for optimal strength.
Best Top Layer Pattern for Cura
The best Top Layer Pattern in Cura is the Zig Zag pattern if you want the most strength and a more consistent top surface, though it doesn’t stick so well to the walls of your print. Concentric is a great pattern for creating watertight prints and good overhangs. It’s also equally strong in all directions.
However, to balance strength and surface quality, you can go with the default Lines pattern. It provides good surface quality with good strength.
You can see a visual representation of all three patterns below.
You can also see the differences in the top layers they create and how you can use Combing to enhance the Top Layer Quality.
Can You Use 100% Infill for Cura Top Layer?
The top layers of your 3D prints should automatically use 100% infill since they are printed as a solid. This is done to close any top layer gaps and fill in areas where infill would be visible. It also helps to make your 3D prints waterproof and stronger overall.
Good luck and Happy Printing!