How to Fix Second Layer Rough Layers & Not Sticking – 3D Printing
The first layer of 3D printing is the most important layer, but sometimes people run into second layer problems which are also important. This article will be about how you can fix second-layer problems in your 3D prints.
There’s more information that you’ll want to know about fixing your second layer issues, so keep reading for more.
How to Fix a Rough Second Layer in 3D Prints
You can tell a second layer is rough, when you see ripples, non-uniform lines, nozzle marks, and other tell-tale signs of poor extrusion on your print.
A rough second layer can occur despite or even because of a good first layer. Let’s look at some of the causes of this issue.
- Over-extrusion
- Low nozzle position
- Cooling problems
- Z-Axis Binding
To fix rough second layer issues in 3D printers, you can follow try these methods:
- Calibrate your extruder’s steps
- Level your bed properly
- Optimize your flow rate
- Check your filament diameter
- Optimize your nozzle’s Z-offset
- Adjust the tightness of the X-axis eccentric nuts
- Straighten up the 3D printer’s frame
Calibrate Your Extruder Steps
One way to fix a rough second layer on your 3D prints is to calibrate the extruder steps (e-steps) on your 3D printer. The e-steps are what tells your 3D printer how much to move the extruder.
When you tell your 3D printer to extrude 100mm of filament, sometimes you might extrude more or less than that amount. This results in under extrusion or over extrusion which can lead to rough second layers.
I always recommend that people calibrate their e-steps for better quality 3D prints and a higher success rate.
Check out the video below to learn how to calibrate your extruder properly.
Simply put, you mark out a pre-determined length of filament and tell your 3D printer to extrude a specific amount of filament.
After the printer extrudes the filament, measure the remaining filament from where you put the mark. You then compare the length of the extruded filament with the amount you sent to the printer to determine if the printer is under or over extruding.
You can then use a formula to work out a new value to put for your e-steps.
(Input Length x Current E-Step Number) / Measured Length = New E-Step Number.
You’ll need some digital calipers like this pair of NEIKO Electronic Digital Calipers from Amazon.

I wrote a more detailed guide on How to Calibrate Your Extruder Steps that you can check out.
Optimize Your Flow Rate
Similar to calibrating your extruder steps, optimizing your flow rate can help with fixing a rough second layer in your 3D prints. The flow rate determines how much filament comes out on certain parts of your 3D prints. You can optimize your flow rate to get better results.
A great example of over extrusion in the second layer can be seen in the print below. You can see the ridges of the second layer forming over the otherwise smooth first layer.
Calibrating your flow rate is more of a temporary fix, but it helps in reducing second layer issues. This is because the optimal flow rate can vary across filament types and even brands.
The video in the extruder steps section above also shows you how to calibrate your flow rate properly.
You can 3D print a single-wall calibration cube then input a wall thickness value in your slicer. After 3D printing the object, you can measure the wall thickness with some digital calipers to see how accurately your 3D printer is extruding.
This 20mm Test Cube from Thingiverse should work well for this.
Make Sure the Bed Is Properly Leveled
A well-leveled print bed is essential for a successful print, so make sure all corners of the bed are the same distance from the nozzle. If the bed isn’t properly leveled, you can experience errors in the sections that aren’t leveled.
One user who experienced this issue with their Ender 3 V2 and Cura tried a few solutions such as changing nozzle temperatures and using different layer heights to no avail.
The fix that did work for this user specifically was to level the 3D printer bed properly. When their bed wasn’t level, they had first and second layer issues since the layer lines weren’t adhering to each other and the second layers looked rough.
First layer perfect second layer rough. Esteps calibrated, bed levelled, filament diameter checked, tried turning off cooling. Any ideas?
byu/unoinventive inFixMyPrint
At the end of the day, they were able to solve the problem by leveling the print bed properly with a feeler gauge. Some people choose to use the paper method rather than a feeler gauge, but they both work pretty well.
You can use the video below by CHEP to learn how to easily level your 3D printer.
Check Your Filament Diameter
You might experience rough second layers due to the diameter of your filament. During manufacturing of filament, there might be production errors that cause flow issues. This is less common with filament manufacturers, but it still can happen.
To fix this, follow these steps:
- Measure the diameter of the filament at different points along its length using digital calipers. Take these values and calculate their average.
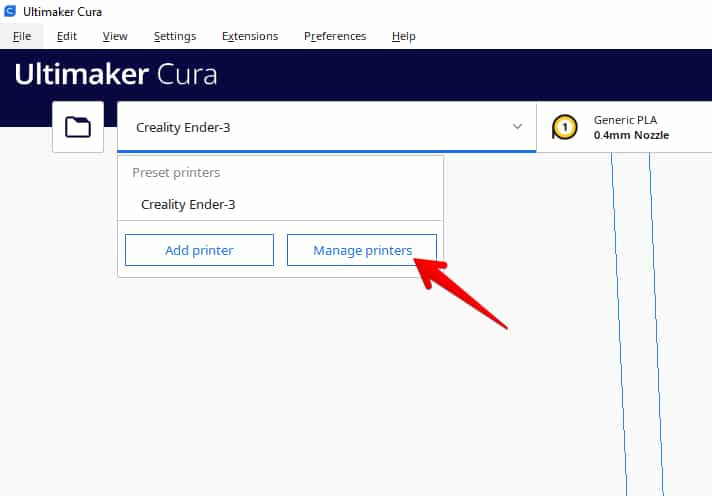
- Next, open up your slicer. Click on the Printer tab and select Manage Printers.
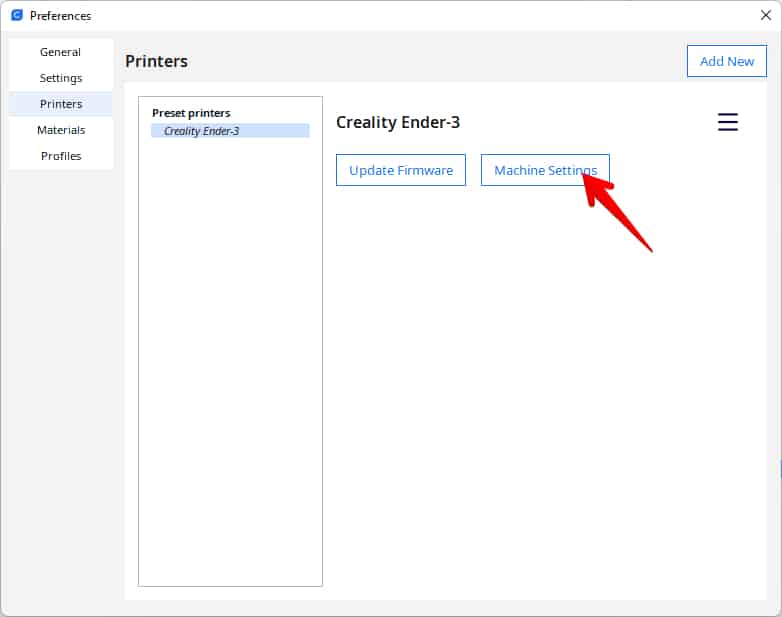
- Select your printer from the list and click on Machine Settings.
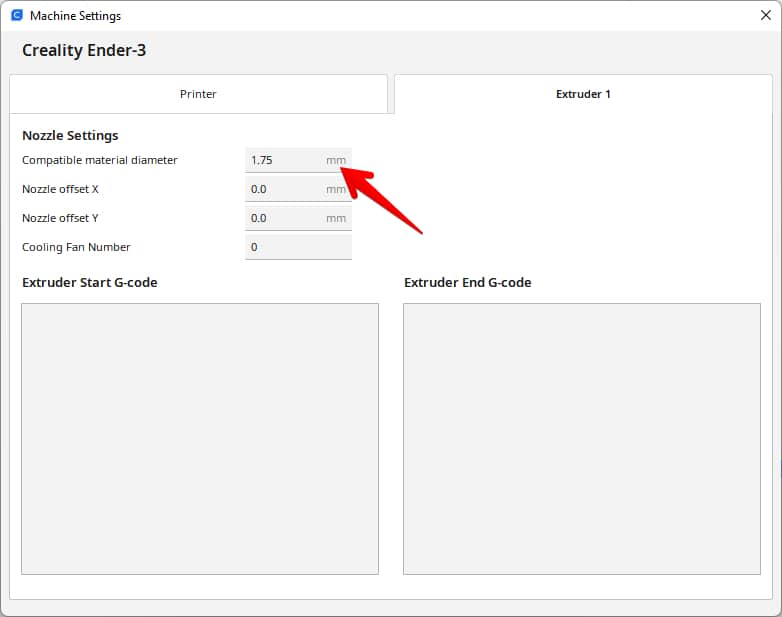
- Next, click on the Extruder 1 tab. Under Compatible Material Diameter, put in the average value that you just calculated.
- Close the menu and re-slice your model.
Optimize Your Nozzle’s Z-Offset
The nozzle’s Z offset specifies the distance between the nozzle and the print bed (home position) at the start of the print. If this value is too low, the first layer might come out all right, but the second layer may be rough.
When it’s time to print the second layer, the nozzle can dig into the first layer, dragging it about and causing blobs and ridges. Also, instead of printing the second layer on top of the first, it will print into the first layer.
This makes the layer rough. You can see an example in this print below.
Second layer not sticking to first layer. I’m a new 3D printer owner of an ng3 pro and I don’t know what’s causing this issue. Any help or advice would be greatly appreciated!
byu/Pringles_n_Pepsi in3Dprinting
To solve this problem, the user used the baby stepping feature on their printer to increase the distance between the nozzle and the second layer, also known as Z-offset.
By giving the printer’s nozzle a suitable distance to maintain, they reduced the risk of the nozzle digging into the print.
If you’re using a printer like the Ender 3, Pro, or V2, you can increase the Z offset via the control panel. This process is called baby-stepping.
You can check out this video on how you can access the feature on an Ender 3 printer.
As the printer starts digging into the second layer, navigate to the Z-Offset menu on your printer’s display. It varies from firmware to firmware, but you can usually find it under the Control or Tune section.
Gradually increase the Z offset in 0.05mm increments until the nozzle stops digging into the first layer. Be careful not to increase it too much as it can result in poor layer adhesion.
You can also increase the Z offset via the Cura slicer. It offers a plugin that you can use to reduce and increase the Z offset in the G-Code.
Check out my article called How to Use The Z Offset in Cura.
Adjust The Tightness of The X-Axis Eccentric Nut
Another reason for rough second layers might be down to the tightness of your eccentric nuts, which attaches to the POM wheels that moves the 3D printer. If the POM wheels are too tight, it can’t move freely unless there’s a lot of pressure, leading to over extrusion.
One user described how he went through this issue due to over tightening their X-axis wheels when they first got their 3D printer. They were getting rough second layers, especially at lower resolutions and ended up fixing the issue by adjusting the tightness of their eccentric nuts on the X-axis.
Check out the video below to see how you can fix this properly, which I’ve put at the specific timestamp.
You should tighten them until you can’t turn the wheel freely with your fingers without moving the gantry.
Straighten Up The 3D Printer’s Frame
One user found that straightening up their 3D printer’s frame fixed the issue of having a rough second layer. This happened because when the frame of a 3D printer isn’t straight, it causes uneven movement issues and doesn’t let the 3D printer move freely.
Another user said they had the same issue with their second layer issues being caused by the vertical frame leaning inwards. He measured that the Z-axis rails were leaning in to the point where the bottom was around 1/8″ wider than the top.
So, the X-axis carriage wasn’t moving well at the bottom of the prints, causing rough layers. They had perfect first layers but layers 2-4 were coming out bad.
You can check whether your frame is straight by either measuring the distance between the top and bottom of your 3D printer’s frame, or by using a Try Square from Amazon.

If you find your 3D printer’s frame isn’t straight, you can follow the video below.
The video will also show you have you can have a perfectly level X-axis carriage. If you’re using an Ender 3, you can learn how to fix other Z-axis issues in this article on How to Fix Ender 3 Z-Axis Issues.
How to Fix Second Layer Not Sticking to First
After a successful first layer, you might have trouble getting your second layer to stick on top of it. This can be due to a few issues including:
- Low print temperature
- Improperly placed cooling fans
- Warped or Dirty print beds
- Incorrect Slicer Settings
- Inconsistent extrusion resulting from hotend clogs
To fix your second layer not sticking to the first you can:
- Increase printing temperature
- Reduce cooling on the first layers & adjust fan ducts
- Level your print bed correctly
- Clear out clogs in your hotend
- Use the proper slicer profile
Increase Print Temperature
One of the ways you can fix a second layer not sticking is to increase your printing temperature. This happens because if the filament coming out of the printer isn’t hot enough, the layers of the print may not be able to fuse properly.
This PLA print below was printed below its optimal printing temperature so the second layer wasn’t adhering to the first layer, and the infill wasn’t connecting to the walls.
Infill not connecting to walls, second layer not adhering to first layer. Settings in comment
byu/Jowbreak in3Dprinting
The user noticed the problem started after a nozzle change to a steel nozzle which has a less thermal conductivity than brass, so it doesn’t heat up as well. They also noticed that the extruder started skipping in addition to the second layer issues.
The user fixed it by turning up the printing temperature until the extruder stopped clicking and by also disabling cooling for those initial layers.
You want to firstly check the temperature in the slicer to see if it matches the one specified by the filament manufacturer. If not, make sure you change it to the proper printing temperature.
You can also increase it in 5°C intervals until the extrusion becomes regular.
Reduce The Cooling on The First Layers & Adjust Fan Ducts
Reducing the cooling on the first few layers can help stop the second layer from separating from the first. In some 3D printer designs, the fan blows directly on the nozzle, resulting in a momentary drop in printing temperature.
For example, one user was having problems with their second layer adhering to the first because the fan was cooling the nozzle. Another user also had the same exact problem with their Creality CR-10 3D printer.
In both cases, it turned out that they had just changed their nozzles from brass to stainless steel and titanium respectively. So, the nozzles were struggling to get back up to printing temperature after being cooled and they were under-extruding those second layers.
In some cases, the nozzles were also clogging. To confirm if this is the issue, you can watch your nozzle temperature on your printer’s display for any drops when the fan comes on.
They both solved the problem by turning off the fan and printing a new fan duct to redirect the fan’s airflow. You can find fan ducts for your specific 3D printer by searching Thingiverse for “Your 3D printer + fan duct”.
You can check your fan duct to see if it is blowing directly onto your print nozzle. Also, the airflow should always be parallel with your build plate to avoid the air bouncing back on the build plate to cool the nozzle.
Level Your Print Bed Corrrectly
If the bed isn’t properly leveled, the printer can over-compensate when printing some parts of the first layer. This may lead to some bumps and defects in the layer that will only become apparent when the nozzle prints the second layer, leading to it not sticking well.
You want to make sure your bed is properly leveled before you start any print. You can level your print bed using the four-corner paper method shown by CHEP in this video below.
Also, it’s worth mentioning that if you’re using an A4 paper for leveling, some users recommend folding it in half for the best result. If you require extreme accuracy, you can also splurge on a set of feeler gauges.
You can get this set of Steel Feeler Gauges from Amazon. It has 32 different blades that you can use to calibrate your printer’s bed with high accuracy.

3D printer users rave about its 0.18mm blade saying it offers more accurate bed leveling than using a piece of paper. One user said he always used paper to level his 3D printers, but after using feeler gauges, he gets a perfectly leveled bed the first attempt.
Clear Out Clogs in Your Hotend
Clearing out clogs in your hotend is key to preventing under-extrusion which can contribute to your second layer not sticking. This fix is very important because other problems like low Z offset and using an incorrect printing temperature can directly lead to a clogged hotend.
It’s important to properly clear out your hotend after fixing these problems to get rid of any leftover filament. In some situations, when your 3D printer is too close to the bed, it can experience clogging since the filament gets backed up into the nozzle’s chamber.
Even after the user adjusts the nozzle height, the clog will still be there. For the fix to be fully effective, they have to clean their nozzle.
To clear a hotend, clean off any excess plastic from the nozzle with a wire brush. Next, insert a drill bit or a cleaning needle into the nozzle to dislodge any leftover pieces of plastic.
Check out this useful 3D Printer Nozzle Cleaning Kit with Brushes for your clogged nozzle needs.

For a deeper nozzle clean, you can do a cold pull so you can remove all the bits and pieces of filament left. You can follow this great video from 3D Printing Nerd to learn how you can clear a clogged nozzle with a cold pull.
Use The Proper Slicer Profile
If you are using the incorrect slicer settings or profile for your 3D printer and filament, you might experience issues with your second layer not sticking, also known as second layer delamination. You want to double-check your slicer profile and settings before you start printing.
One Prusa user had this issue by mistakenly using a profile meant for PLA with PETG filament. The first layers of the model were coming out okay, but as soon as the second layers began, they were coming out rough and weren’t sticking properly.
So make sure you are using the right slicer profile for your particular filament.
At times, getting your second layer dialed in can be almost as problematic as getting a good first layer. Just follow the tips I’ve posted above and you should be getting great quality second layers in no time.
Good Luck and Happy Printing!