How to Fix Gaps Between Wall & Infill (Wall Separation)
You are on your way to finish your first 3D printed model, but something is not quite right with your model. The walls of your model are not fitting together with the model or worse it might be falling apart.
The best way to fix gaps between walls & infill is to identify one of the many possible causes and act accordingly. The solutions usually range from increasing extrusion temperature and width, slowing down print speed, decreasing fan speed, increasing infill percentage, or changing your infill pattern altogether.
The above-mentioned problem is known as wall separation. It is a commonly encountered problem when it comes to 3D printing. This is caused when the outer case of the 3D model does not hold together with the interior of the model often known as the infill.
This is something that can be a nightmare if you don’t know what is going on. But don’t worry we have the solutions for you, which can fix this issue in a jiffy. This problem can be resolved by tweaking some of the properties of your printer and its software.
I will go into detail about the possible causes and fixes for each one so rest assured, this problem can be fixed with a little more knowledge.
Before we move any further towards the solution, a better understanding about the different parts in a printed model and the problem itself will help the discussion below.
What is Infill?
When it comes to 3D printing a model, one of the main advantages is that the model can be of varying degrees of hollowness. The holding structure that is inside the walls of the printed model is called infill.
Infill is a three dimensional repeating pattern that runs throughout the interior of the model. The hollowness of the finished object is determined by the density of the infill. When the density of the infill is 0%, then the model is completely hollow without any infill.
If the density 100%, it means that the object is purely solid from the inside. Apart from holding the structure, infill determines the strength of the structure too.
What is Wall Separation?
Before we address this issue we need to know a bit about how infill and walls are printed. 3D printing is done in layers, and each layer of the printed material is made of an outline perimeter and infill.
The outline perimeter turns out to be the wall of the printed model when it’s completed. As mention above, infill is just used to hold the object together making it rigid with the least use of material.
It will be a simple repeating pattern that speeds up the printing process. We find that the outline perimeter determines the shape and the features of the object; hence it is of a different pattern from the infill. This is the reason why wall separation or gaps between the wall and infill happen in the first place.
Being a different pattern from the infill can make the outline not stick with the infill and leave gaps in-between. This can be avoided if you carefully merge the two sections. Few things to be considered to make this happen or troubleshoot problems encountered on the way are discussed below.
Causes of Wall Separation and How to Avoid It
There is a setting in Cura under ‘Expert Settings’ called ‘Connect Infill Lines’ and checking this box connects the ends where the infill pattern meets the inner wall. It uses a line which follows the shape of the inner wall to make your infill adhere better to the walls of your object.
Enabling this setting can also reduce the effects of infill on the quality of vertical surfaces.
It’s a good setting to try out to see if it quickly helps fix wall separation and gaps in 3D print walls.
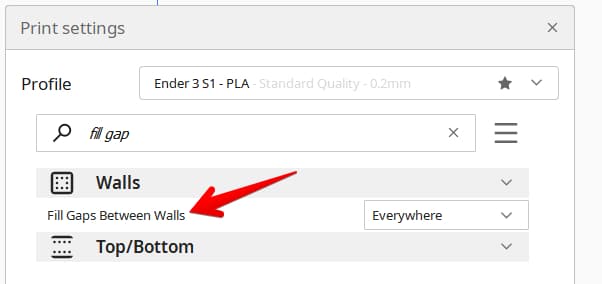
You can also try using a Cura setting called “Fill Gaps Between Walls”, which should be set to “Everywhere” instead of “Nowhere” by default, but double check this. Simply use the Cura search box and type in “fill gaps” and the setting should show up.
Wall Separation Due to Thin Walls
Gaps can also be caused by printing of thin walls. When you use a printer with a fixed nozzle size, you might come across this problem. A nozzle is the part of the print head through which the melted print material comes through.
It moves around the print bed to place the extruded material on it to build the structure in layers. Thin walls are very hard to print, when its thickness is only a few time larger than the nozzle diameter, which is also called the extrusion width.
A solution to avoid this is by changing the extrusion width. If you are using a printer that can change the extrusion width using the software, then you can change the value with manual settings and play with the value until you find the best one.
If you are using a printer fixed nozzle size then you might want to change it manually. If you are planning to print a wall that is of uniform thickness, always use a large value for thickness compared to your nozzle’s extrusion width.
Outline Overlap too Low
One solution is to increase the strength between the perimeter outline and the infill. Most 3D printers come with a setting for this in its software and it is called the ‘Skin Overlap’.
This setting determines the amount of overlap between the infill and the outline. The more the infill overlaps with the innermost perimeter the better the bond between the two sections.
Printing Speed is too High
The time for the outline to bond with the infill is an important factor that determines the bond strength. Improved bond strength will avoid wall gapping after printing.
While printing, infill is printed at a much faster pace compared to the outline. This is because the outline being the shape of the final product needs to be printed slower with precision. On the other hand, the infill being a simple repeating pattern is printed much faster.
If the printing speed is set too high, the infill will not get enough time to set and make a strong bond with the outline. If this situation arises, it is advised to adjust the default printing speed in the printer to a lower value.
The perfect print speed to avoid wall gapping can change according to the print material used. A better way to find suitable print speed will be making small test models in different speeds.
Start from a lower speed that produces no wall gapping and increase the speed on different models until you find an optimum solution.
Sometimes Things Can’t be Printed by Your Printer
3D printing software acts as a powerful tool and offers the best infill patterns with good outline overlap. Even if you choose the best option doesn’t mean that you’ll get a good print.
You should also be aware of what your printer is capable of printing. One such example is your software might be set to print fine structures which your nozzle does not have the extrusion width to print.
Choosing the Right Infill Pattern
When you print a model, you have to find the best pattern for the infill to take the least volume and make more contact with the walls. Infill patterns when used according to the shape can improve its strength.
If you find wall gapping in your model, then try using patterns that make consistent and more repetitive contact with the outline like Grid, Line and Cubic rather than shape oriented patterns like concentric.
Some infill patterns are better suited to circular or rounded designs so trial and error some of the more common ones to see which one works for you.
Under Extrusion can Sometimes Cause Wall Gapping
Under extrusion happens when the printer does not supply enough material to print. This can happen when less plastic is exiting the print head than the intended value. This results in weak builds with less structural strength to the walls together.
This can also cause gaps between the layers of the walls if the build has walls that are of multiple layers.
A few things to be noted to prevent under extrusion are the following.
You could be using a filament with the wrong diameter. The printer’s software specifies a diameter for the filament that is fed into the nozzle. Look for filaments with the specified diameter while purchasing.
If you have purchased the filament with the right diameter and still encounter the same issue, then it can be solved by increasing the value of the extrusion multiplier or flow rate.
Weak Infill Can Cause Wall Gaps
A weak infill is created when it is not printed properly. This can cause the infill to fall apart from the walls. This can be a problem with the software itself. Key reasons can be not enough material printed or it can be caused due to uneven thickness of the print.
Fast printing can also result in infill not being printed properly. One way to prevent this is by printing with a large value of infill extrusion width. In some printers, you can achieve with the inbuilt software.
When you change values with the software, there are a couple of things to be considered. Increasing the value of infill increase the volume of material printed. To compensate for the value of infill percentage, the software will put more space in between the lines.
To avoid this problem, you should increase the value of infill percentage along with the value of Infill Line Width.
Low Print Temperature
Plastic requires heat to soften and create a bond with the rest of the build. If the print temperature is too low this can cause many problems including wall separation.
We discussed that while printing, the outline and the infill are printed as separate sections. Hence, good temperature is required to keep both these sections intact. Printing at higher temperatures can solve this problem.
One more solution found is to increase the setting speed. This can be done by decreasing the fan speed which reduces the effect of rapid cooling by blowing cool air. You can achieve a warm environment for printing by covering up the printer to contain the heat produced while printing.
Inconsistent Extrusion
This problem is found when your printer prints with varying extrusion width which is unintended. This will make each lines of the print bumpy in uneven intervals. This can cause the outline of the print sticking improperly with the infill.
This in turn causes a weak bond between the walls and the infill which can create wall gaps or ultimately fall apart from the structure. This problem is caused due to various reasons as follows.
If the proper amount of material is not provided at the right time, this can be troublesome. The reason can be the filament not being fed into the printer in the right speed.
If this is the problem you need to check the spool of plastic entering the printer can rotate freely. Check whether the filament is getting tangled while printing. Also check for any blockage in the tube through which the filament is drawn.
Another reason can be the clogging of the extruder. Any foreign debris or different plastic inside the nozzle can prevent proper extrusion from happening. Cleaning the nozzle can solve this problem.
Low quality filaments can also cause this problem. Poorly made filaments contain extra additives that can destroy the consistency of the plastic. This can change the rate of melting different in different parts of the filament.
Low Infill Density
As discussed above, infill density determines the percentage of the volume occupied by the infill inside the outline. Low infill density can reduce the contact of the infill with the walls. Hence, the increased value of the infill can produce more contact.