4 Ways How to Fix 3D Printed Circles That Aren’t Perfectly Round
If you have tried printing a circle on your 3D printer and it keeps coming out as an oval shape, you definitely should get this issue fixed. Finding the solution can be quite troublesome, so I decided to write an article that is easy to follow that should help solve this problem.
The best way to fix 3D printed circles that are not round is to tighten the belts of your X & Y axis. Loose belts cause a slack in the movement of your print head, resulting in poor dimensional accuracy and that oval-shaped circle.
This article will describe the causes of 3D printed circles not being round, and give info on how to fix it so you can 3D print round holes and circles consistently.
What Causes 3D Printed Circles to Not be Round?
Printing circles that are not perfectly round is a common problem and usually occurs when users don’t pay attention to minor settings, especially in calibrating the axes.
This problem not only causes an issue while printing round shapes but also damages the holes that you want to print for different purposes such as for screws or to hang the print.
A user may face this problem often, but the best thing about this 3D printing problem is that it can be eliminated and fixed out just by the help of some simple techniques.
Finding the actual cause can make your fixing process easy as you will not have to check the whole printer’s hardware or to adjust different 3D printing settings.
- X-axis and Y-axis Belts are not tightened
- Pulley is slipping on the motor shaft
- Motors are receiving too little or too high current
- Incorrect number of steps/mm in extruder motor
How to Fix 3D Printed Circles That Aren’t Round?
The problem of 3D printed circles that aren’t round usually occurs due to the improper calibration of the X and Y-axis.
If the dimensions are not calibrated accurately, there are huge chances that you will face this problem as the circles may come in the shape of an oval or near to a square, etc.
Fixing the 3D printer is necessary to get 3D printing perfect circles because this issue may ruin your whole project wasting your time and filament as well.
It is important to find out the actual cause behind the issue because it is the only way to do perfect 3D printer circle calibration and resolve the issue of improper circles.
Let’s talk about some of the most efficient and easy to implement methods that will not only help you to fix the 3D printing holes not round issue but may prevent other problems from occurring as well.
1. Tighten the X-axis and Y-axis Belts
If your Ender 3 circles are not round or no matter what printer you have, the first thing you should check if you face this problem is the X axis and Y axis belts.
The filament will smudge or will be misplaced if these belts are not tightening perfectly. This may cause your circles to not perfectly round and give poor results while printing holes in your print.
- Make sure that the x-axis and y-axis are calibrated accurately, usually, the problem only occurs in the belt on the x-axis.
- If the belts are not tightened properly, loose the screws on the axes and adjust the belts by pushing the x-axis motor outside.
- It is recommended to adjust the belt before you start printing as it may waste your time if you fall into such an issue while printing.
2. Tighten the Pulley Against the Motor Shaft
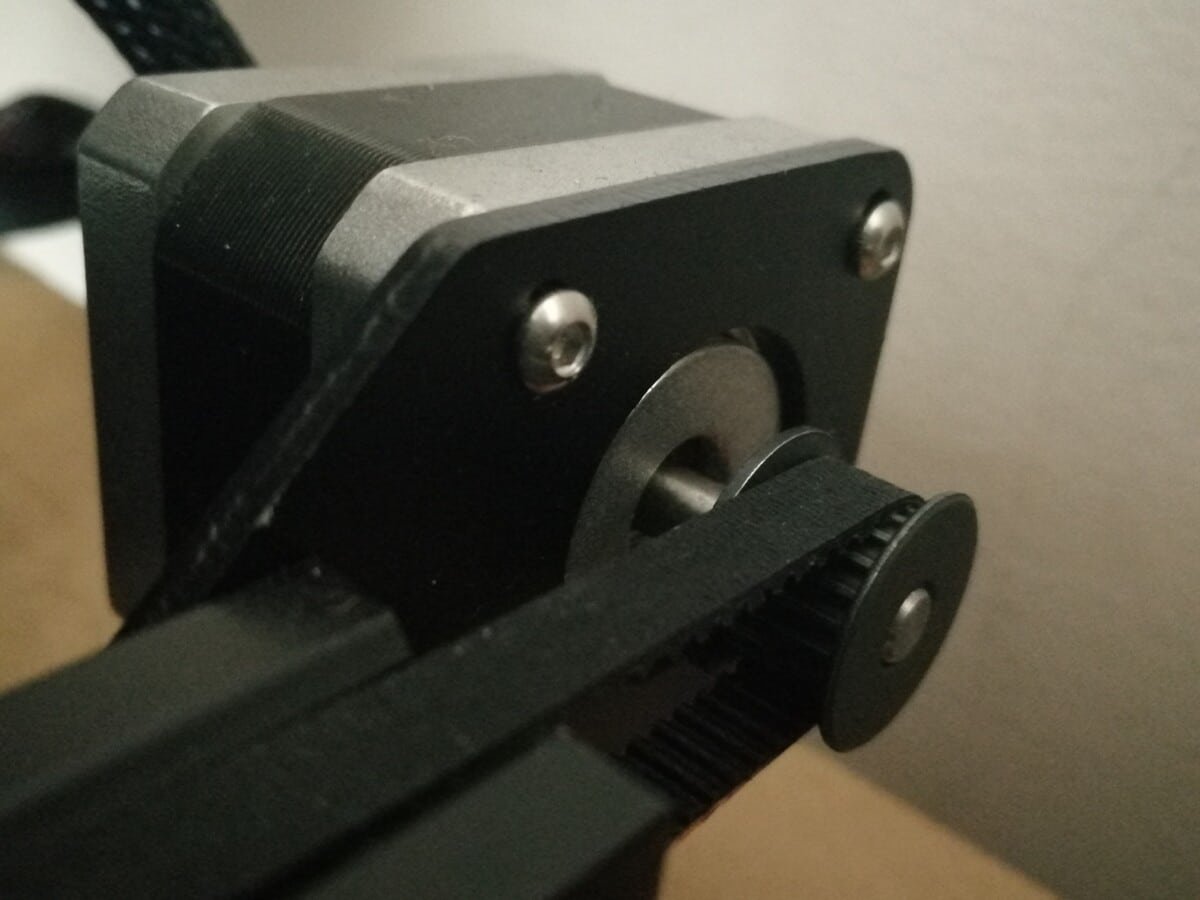
This problem may also occur if your pulley is not tightened against the motor shaft nicely as the pulley may begin to slip when the printing process starts. This is the part that your stepper motor & belt use to transfer movement.
If the pulley is slipping, it can disturb the print by causing a misalignment problem. The filament can start to extrude incorrectly and in the wrong places.
- Make sure that the pulley is aligned and tightened and against the motor properly
- Do this by aligning the grub screw with the flat side of the motor shaft (don’t tighten the grub screws too tightly).
- Make sure that the X axis and Y axis belts are not so tight or loose as this can also cause the pulleys to slip while printing.
- If you are still facing the problem even after tightening the pulley perfectly, try printing at a slower speed as it can help in many scenarios.
3. Provide the Perfect Voltage to the Motor
Improper voltage can also be a cause of this problem as the motor will not work properly if it is receiving too little current while printing.
You may see at most times, your print is smooth and perfect and the next moment you may notice that the amount of material extruded decreases randomly drops off or there are lines in your prints that are ruining the circles or holes.
TH3D Studio done a great video which shows you how to adjust your PSU voltage and stepper VREF voltages. Do keep in mind, this can be dangerous so you want to know what you’re doing beforehand.
If the motor receives low current, it may not keep pace with the printing material and the slow movement of the stepper motor will provide space for the filament to drop off in the wrong place.
- Make sure that the stepper motor is receiving the required current because if the current is too little the stepper motor will not drive properly.
- If you hear a clicking sound when the motor stalled or the motor is vibrating it means that the motor is not receiving enough current.
- The vibration of the stepper motor disturbs the printing quality but when the current and connections will be in order, the motor will start working smoothly instead of vibrating.
This is can also be known as inconsistent extrusion which I wrote an article about – 5 Ways How to Fix Inconsistent Extrusion in 3D Prints which many people have found helpful.
4. Calibrate Number of Steps/mm on Your Extruder
This can also be a problem that your motors may not be stepping the correct number of steps/mm. With providing enough current you should pay attention to this part of the 3D printing as well.
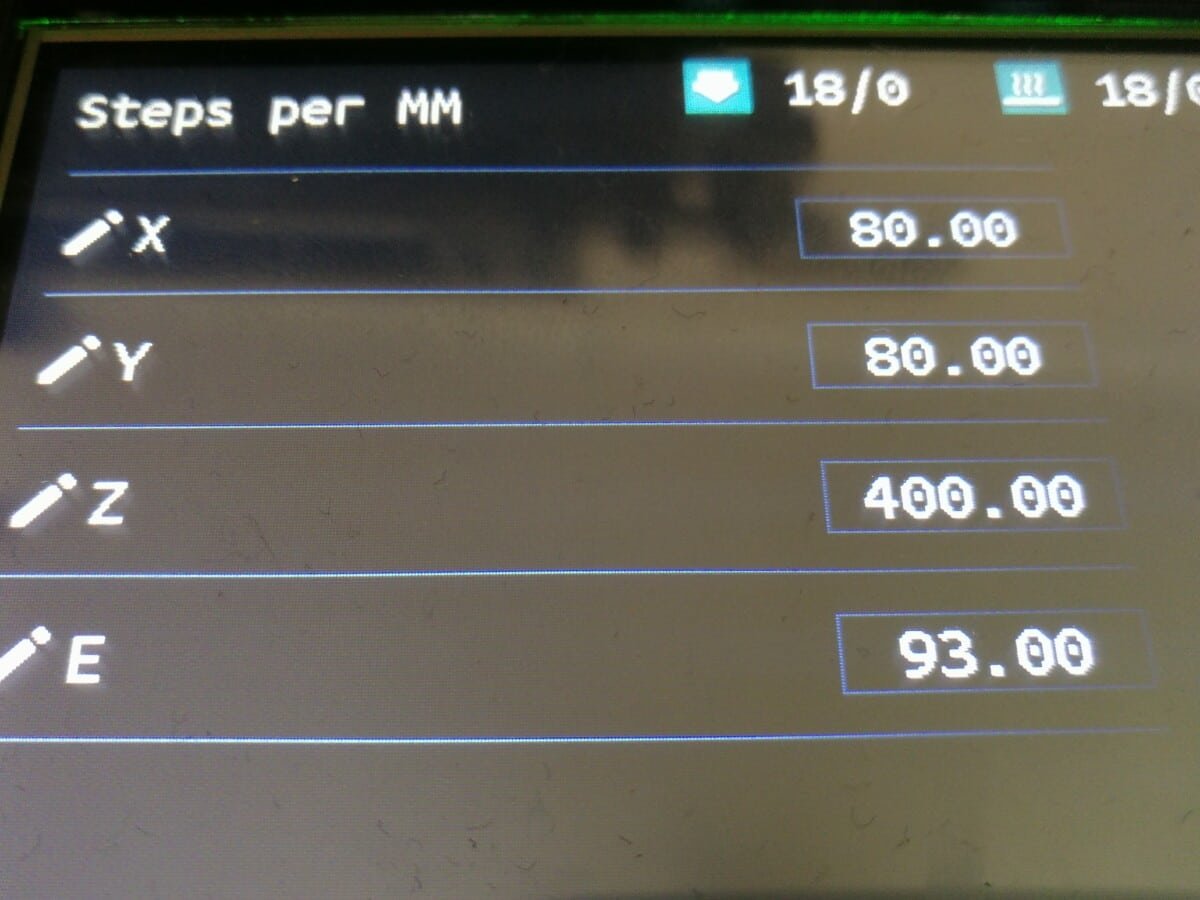
There are a few ways to check your current number of steps per millimeter. It used to be where you had to send an M503 G-Code command to your 3D printer, to look for values on your display, then finding the echo: M92 line.
At the end of that line you’d find a value following ‘E’ such as E100.5 or E93, and this would indicate the number of steps per millimeter.
Although many 3D printer extruders have default steps, you may have troubleshooting to do if it is far off. One issue is bad spring tension, where your 3D printer isn’t gripping the filament tight enough to extrude it through the pathing.
Nowadays, as seen in the picture above, you can usually find and edit your number of steps per millimeter directly within your 3D printer. I got the TFT 3.0 Touchscreen by BIGTREETECH on Amazon which is a great addition to your 3D printer.

You can also go into your 3D printer menu and under an option like ‘Control’ > ‘Motion > ‘E-Steps/mm’.
In order to find the accurate number of steps per mm for your 3D printer and extruder, there is a formula that you can follow. It does require a good set of calipers to measure accurately.
The stainless-steel Kynup Digital Calipers is one of the highest rated calipers on Amazon, and for good reason. They are very accurate, up to an accuracy of 0.01mm and very user-friendly.
- What you want to do is mark 100mm of filament from the outer-side of your extruder where the filament first enters.
- Then extrude 100mm of filament through either a G-Code command or directly through your 3D printer.
- Measure the actual value that was extruded, so if you have 15mm leftover, then you extruded 85mm rather than the expected 100mm.
- Multiply your current steps/mm value with the length you expected to extrude, then divide that value by the actual extruded value.
- If your current steps/mm was 100, then you would do 100 (current steps) * 100 (expected extruded amount) / 85 = 117.64 (new steps/mm).
- Enter this new value & repeat the process again until the actual extruded amount matches the expected extruded amount (100mm).