How to Calibrate the Artillery Sidewinder X1 Properly
The Artillery Sidewinder X1 is a staple 3D printer that has helped users print some amazing models. One thing that can be overlooked though is learning how to calibrate it properly, so I decided to write this article to set you in the right directions to improving your 3D prints.
You’ll learn how to calibrate various parts and settings such as leveling the bed, calibrating your extruder, flow rate, using a calibration cube to troubleshoot issues, getting the perfect printing temperature and more.
Keep on reading to get a nicely calibrated Sidewinder X1 for your printing journey.
How to Calibrate the Artillery Sidewinder X1
To calibrate the Artillery Sidewinder X1 you need to first level the bed, then measure and adjust the E-steps, the flow rate, the feed rate and the acceleration. The stock firmware doesn’t allow you to adjust the extruder steps so you’ll need to use OctoPrint or Pronterface to input some of these values.
Calibrating your 3D printer can bring some great improvements in your 3D models.
Check out the results below of one user who calibrated his Artillery Sidewinder X1. The differences are very significant.
Follow through this article to properly calibrate your Artillery Sidewinder X1 so get some great 3D prints.
For the Sidewinder X1 printer, doing the calibration differs a bit from the (more straightforward) process of other printers, such as Creality Ender machines.
This is because you either need to directly modify the G-code using your slicer software, or use a separate host software to communicate with the printer.
You also need to type additional commands to save your calibration settings, since EEPROM (the saving new settings feature) is not enabled in the firmware that the printer comes with.
Leveling the Artillery Sidewinder X1
Before getting into the steps for calibrating different printer settings, you want to level the print bed.
Since you will be using a bed and nozzle which warps at high temperatures you need for printing, you should level the build platform at operating temperatures too.
To do this, you have to:
- Go to Tools > Heat > Add and press the “Add” button until you reach about 200°
- Press the “Extrude” button so you can set the bed heat, then press “Add” until you reach 60°.
- Go back to the Tools menu and go to “Home”, then press “Home” so that the nozzle goes to the corner.
- Go back to the Tools menu, press on “Level” and select each corner and the center one by one, so you can perform the leveling of the bed. Basically these options take the nozzle to some set positions automatically, so you don’t have to move the bed.
- Put a piece of paper between the nozzle and the bed and adjust the knob under the bed until you feel a slight resistance against the paper.
- Repeat with the other 3 corners and the center. This might take more than one round to level properly.
This video shows you a visual on how to do the leveling steps above.
Calibrating the Extruder Steps – E-Steps
The extruder steps per mm, also known as E-steps/mm determines how many physical movements or steps the extruder motor moves in order to move 1mm of filament.
It basically determines whether when you tell your printer to extrude 100mm of filament, it actually extrudes 100mm and not 95mm or 105mm.
To calibrate the E-steps/mm for the Artillery Sidewinder X1, follow these steps:
- Download a host software (or terminal), such as Pronterface.
- Connect your printer to your computer using a USB cable.
- Open Pronterface and have a look at this video to familiarize yourself with the interface – it does need some basic setup with the COM port and Baud Rate.
- Measure and mark 100mm of filament from the point of entry in the nozzle.
- Type in the M503 command in Pronterface to see the current E-steps/mm value (you can see it on the M92 line, the value following the letter “E”.
- Type M83 and press Enter, then type G1 F100 E80. This will move 80mm of filament through the nozzle.
- Once the extrusion is done, you will be able to measure how much of these 80mm the printer actually extruded.
- Now you can calculate the E-steps/mm needed and input the new value using the following formula:
Requested extrude amount / Measured extrude amount * Current E-steps/mm = New E-steps/mm value.
Let’s say we requested 80mm to be extruded, then measured it to be 90mm that actually got extruded, and had a current E-steps value of 400mm, this is how the calculation would look:
80mm (requested) / 90mm (measured extrusion) * 400 (current E-step value) = 355.55 (new E-step value)
- Enter M92 Exxx.xx in the Pronterface, at the beginning of the G-code, replacing xxx.xx with the calculated number of E-steps/mm. For this example, it would be M92 E355.55
- Type the M500 command to save the settings.
Once you do this, you can repeat the process if you want to make sure you have an accurate result.
Since EEPROM is not enabled in the stock firmware of the Artillery Sidewinder X1 printer, users suggest that once you have the calibrated E-steps value you type it in at the beginning of the G-code in your slicer, so that your slicer updates the value on every print.
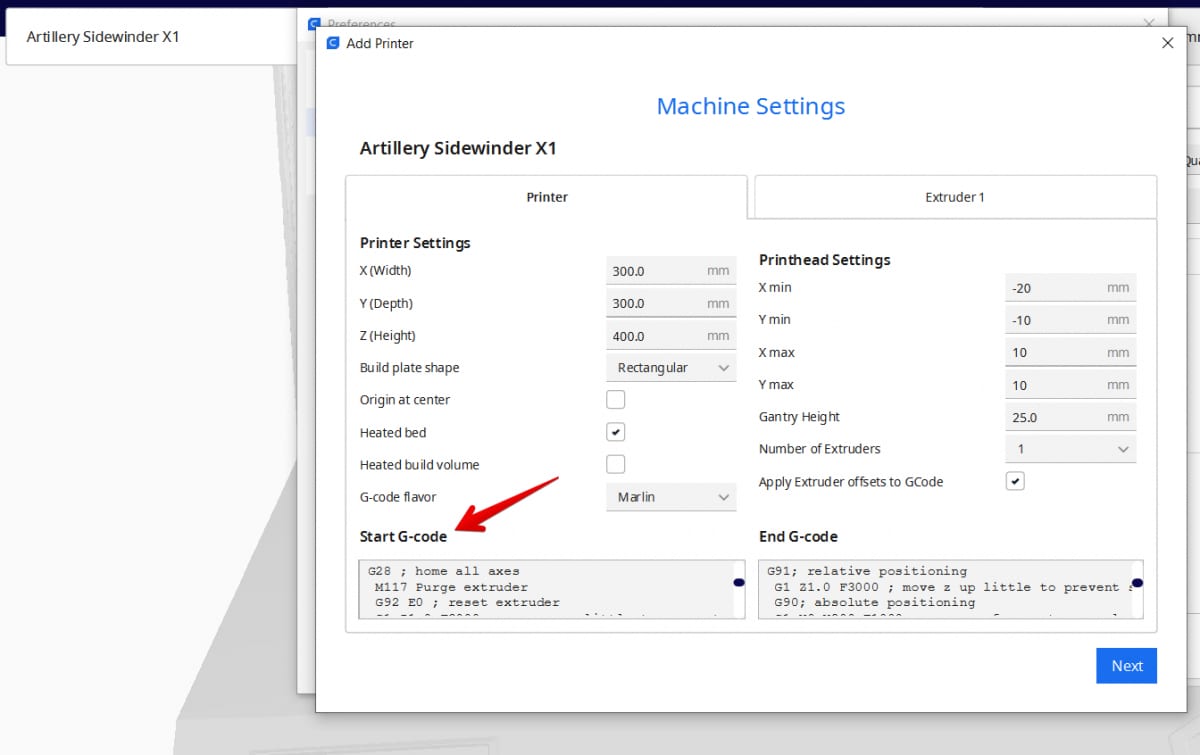
To do this using Cura, you need to:
- Open Cura and press Ctrl+K to bring up the settings.
- Go to Printers > Machine Settings and you should see the Start and End G-code.
- Add the M92 Exxx.xx command in the Start G-code section, replacing xxx.xx with the calculated number of E-steps/mm.
The video below is a great one to follow for calibrating your E-steps and flow rate.
Calibrating the Flow Rate
A recommended step before doing the flow rate calibration on the Artillery Sidewinder X1 is loosening the tensioning knob on the extruder and then gradually tightening it to make sure that the filament is not too tensioned or too loose in the extruder.
Then, follow these steps to calibrate the flow rate:
- Measure the thickness of your filament at different points using a digital caliper.
- Calculate the average based on your different measurements and input this filament diameter in your slicing software of choice.
- Set the line width according to your nozzle size. For example, for a 0.4mm nozzle, the line width should also be 0.4mm
- For this explanation, I will use this flow calibration cube, which has a wall thickness of 0.8mm. You can use other free similar models as well.
- Print the cube, then use the caliper to measure the actual dimensions of the walls. For example, let’s say the walls of the printed cube are 0.81, 0.82, 0.83 and 0.84 in thickness.
- Calculate the average of the 4 walls, then divide 0.8 (the desired thickness) by the average, and this should give you the flow rate you need. In our example, the average is 0.825, so the flow rate will be approximately 0.97, or 97%.
- Alternatively, you can only measure one wall and use this formula to calculate the necessary flow rate: Requested line width/Measured line width * Current flow rate.
- Input the new flow rate in your slicer settings. For Cura, this can be found under the “Material” settings.

Using a Calibration Cube to Troubleshoot
The calibration cube is a useful tool to help you adjust the printer’s settings.
Apart from the hollow cube which you can use to measure the flow rate, as described in the previous section, you can also download the classic Calibration Cube file to see if there are any signs of over-extrusion, under-extrusion, or other imperfections.
This cube should measure 20mm on each axis. Once printed, measure the walls with calipers and see whether they are indeed 20mm or if they are slightly off, meaning your printer needs calibration.
The calibration cube helps you calculate not only the necessary E-steps/mm and the Flow Rate, but also the necessary the X, Y and Z steps values.
The calculation for the new steps per mm value is:
(Expected distance / printed distance) * current steps/mm value = new steps/mm
This guide has the steps outlined in more detail.
Using a Temperature Tower for Optimal Temperature
Another important calibration element that can help achieve better results with your Sidewinder X1 printer is a temperature tower.
It simply creates a 3D print tower that automatically changes temperatures throughout the model so you can compare the quality of each temperature. You can also check the performance of your printer with factors such as overhangs, bridges or fine elements which are prone to stringing.
The Artillery Sidewinder X1 uses a Volcano hotend, which melts filament faster and better than average hotends.
This also means that higher temperatures, which might work great on a Creality printer, for example, might be too high for this printer.
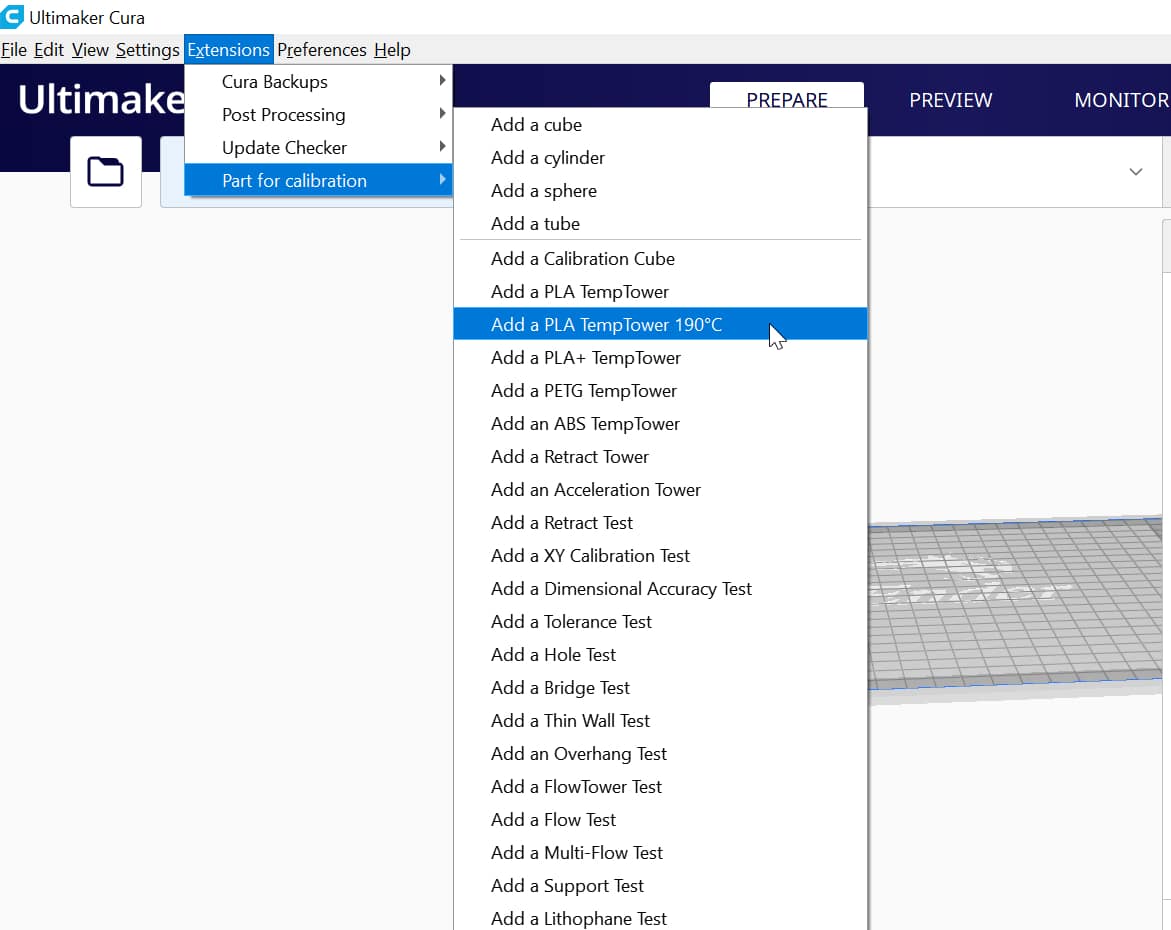
The most straightforward way print a temperature tower is directly from Cura, using a dedicated plugin you can get from Marketplace, the Calibration Shapes plugin.

After installing the plugin, you will need to restart Cura to see the extension. Then go to Extensions > Part for Calibration > Add a PLA Temp Tower (or another tower option, depending on your filament and needs).
Once the temp tower model appears in Cura, you will need to add a test script. This is done by going to “Extensions” > “Post-Processing” > “Modify G-Code”.
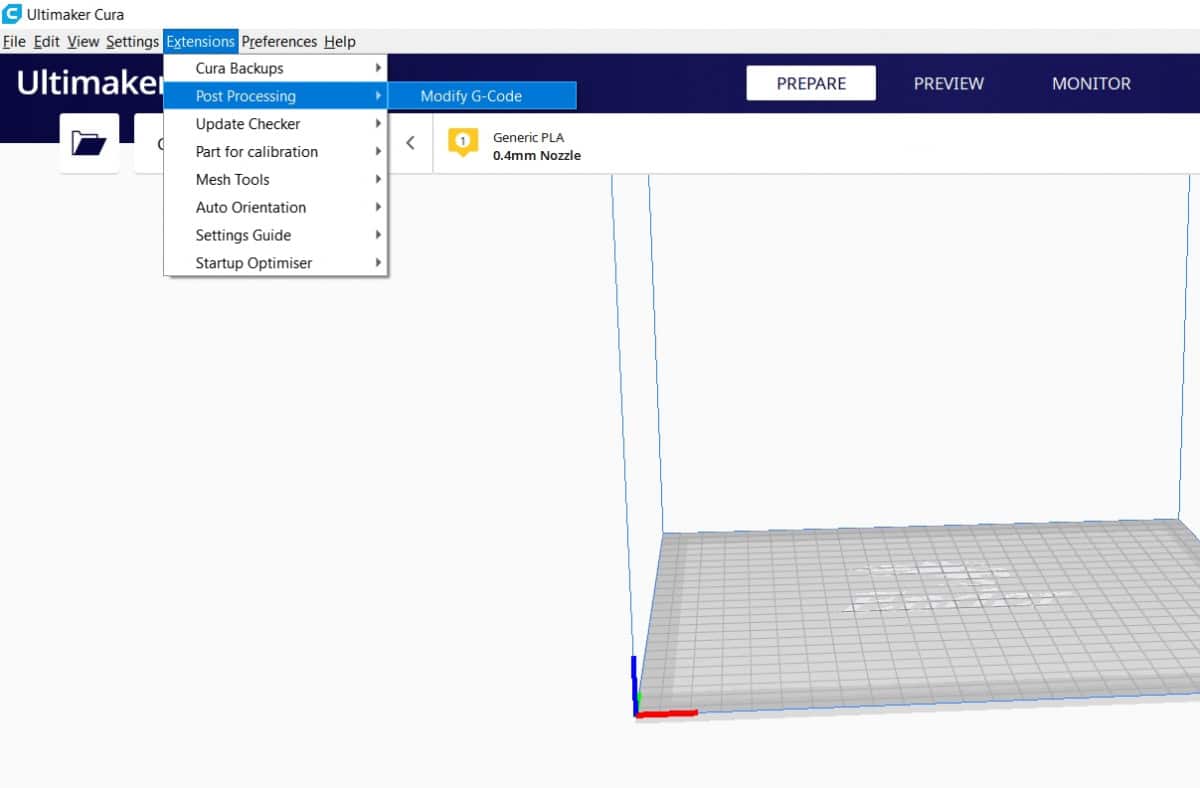
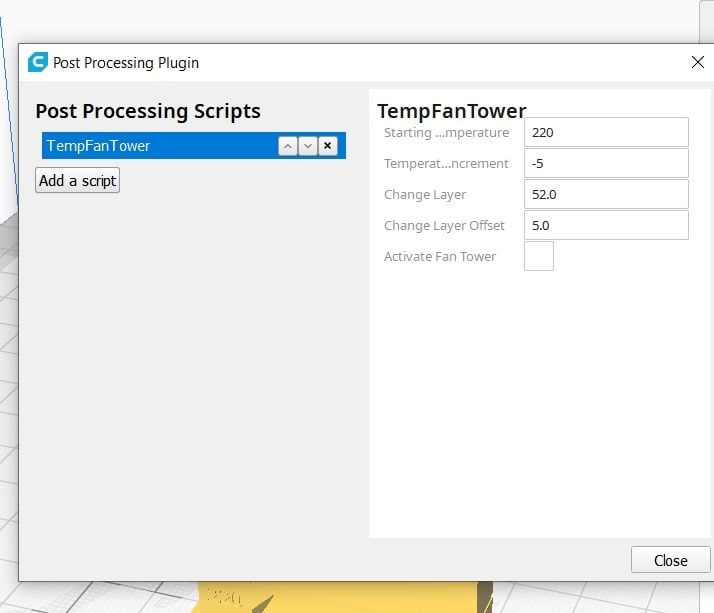
You then “Add a script” and select TempFanTower” which is a pre-made temperature tower for the one inserted.
If you want a full visual on how to do this, check out the video below by Slice Print Roleplay.
There are other alternative temp towers if you do not use Cura.
For this temperature tower, for example, you can use this video for a visual explanation on how to print it.
Additionally, you can use TeachingTechs Calibration Website to create a customized G-code file for a custom tower STL.
Calibrating Acceleration to Reduce Imperfections
Users suggest that the default values for acceleration that the Artillery Sidewinder X1 printer has as defaults are a bit too high.
This could result in what is known as “ghosting”, which means that your print’s exterior will appear wavy or rippled. Therefore, calibrating the acceleration is important.
This video offers a comprehensive guide on calibrating your printer using a host software and additional resources.