How to 3D Print Small Plastic Parts Properly – Best Tips
Printing small parts on a 3D printer can be tricky if you don’t have the right advice or tips to get it done. There are some useful things that you should know to 3D print small objects so I decided to write about them in this article.
To 3D print small plastic parts, use a good enough layer height like 0.12mm along with a 3D printer that can handle lower layer heights. Printing multiple objects at a time helps with cooling to reduce warping. You can 3D print calibration models like the 3D Benchy to dial settings in, as well as a temperature tower.
This is the basic answer, so keep reading through this article to learn the best ways to 3D print small parts.
Best Tips for 3D Printing Small Parts
Having established the fact that 3D printing small parts can be tricky without the right tips to follow, I have come up with a list of best tips you can apply in 3D printing small parts and they include;
- Use a good layer height
- Use 3D printers with low resolution
- Print multiple objects at a time
- Use the recommended temperature and settings for your material
- 3D print a Benchy to test the quality of small parts
- Use adequate supports
- Remove supports carefully
- Use a minimum layer time
- Implement a raft
Use a Good Layer Height
The first thing you want to do for 3D printing small parts is to use a good layer height that brings out the quality and detail you are looking for. It’s quite difficult to 3D print small parts so using a layer height of around 0.12mm or 0.16mm should work quite well in most cases.
The general rule for layer heights is to fall between 25-75% of your nozzle diameter, so with a standard 0.4mm nozzle, you can comfortably use a 0.12mm layer height, but you may have trouble with a 0.08mm layer height.
The reason you are seeing the layer heights in 0.04mm increments is because these are the optimal values based on the way 3D printers move around, especially with the stepper motor.
You’ll usually get better quality using a 0.12mm layer height rather than 0.1mm layer height due to this. Even Cura defaults the layer heights to these values. For a better explanation of this, check out my article 3D Printer Magic Numbers: Getting the Best Quality Prints.
So try different layer heights for your small 3D prints and see what quality you are okay with. The lower the layer height or higher the resolution, the longer these prints will take, but with smaller prints, the time differences should be too significant.
If you do need a layer height below 0.12mm, make sure to change your nozzle diameter for something that puts it in the 25-75% category like a 0.2mm or 0.3mm layer height.
You can get the LUTER 24 PCs Set of Nozzles for a pretty good price, so feel free to check that out.
It comes with:
- 2 x 0.2mm
- 2 x 0.3mm
- 12 x 0.4mm
- 2 x 0.5mm
- 2 x 0.6mm
- 2 x 0.8mm
- 2 x 1.0mm
- Plastic storage box

Check out the video below that shows you can still get really small 3D prints with a 0.4mm nozzle.
Use 3D Printers with Low Resolution
Some 3D printers are built better than others when it comes to quality and high resolutions. You may have seen a specification on your 3D printer which details how high the resolution goes. Many filament 3D printers can reach 50 microns or 0.05mm, but some cap out at 100 microns or o.1mm.
Using a 3D printer that can handle a higher resolution is going to be better for producing smaller parts, but it’s not required to get the parts you may want. It really depends on what level you are trying to achieve.
If you are looking for really small parts with high resolution, you may be better off with a resin 3D printer since they can reach resolutions of just 10 microns or a 0.01mm layer height.
You can produce great small 3D prints with a filament printer, but you won’t be able to get the same detail and quality from a great resin 3D printer.
A great example of just how small you can 3D print with a resin printer is this video by Jazza.
Print Multiple Objects at a Time
Another valuable tip you should consider when printing small parts is to print more than one part at once. This tip has worked for other users out there.
Printing multiple parts together ensures that each part gets enough time for each layer to cool, and reduces the amount of heat that is radiating on the part. You don’t even have to duplicate the object, and can just print something basic like a square or round tower.
Rather than your print head going straight to the next layer and not allowing a small layer to cool, it will move over to the next object on the build plate and complete that layer before moving back to the other object.
The best examples are usually something like a pyramid, which gradually decreases the amount needed to extrude as it gets to the top.
The freshly extruded layers won’t have a lot of time to cool down and harden to form a solid foundation, so having multiple pyramids in one print would mean it has time to cool when it travels to the second pyramid.
It’s going to increase printing time but really not as much as you may think. If you look at the printing time for one object, then input multiple objects into Cura, you won’t see much of an increase in time overall since the print head moves fairly quickly.
On top of this, you should be getting better quality smaller 3D prints by doing this.
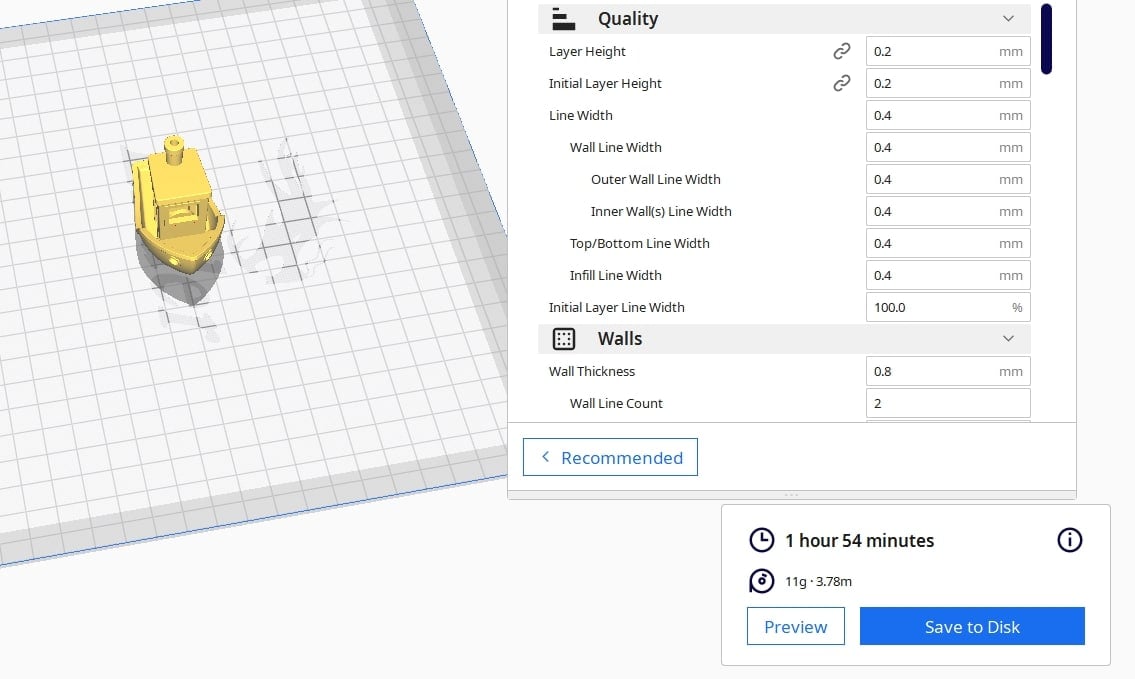
A standard 3D Benchy showed an estimated printing time of 1 hour and 54 minutes, while 2 Benchys took 3 hours and 51 minutes. If you take 1 hour and 54 minutes (114 minutes) then double it, that would be 228 minutes or 3 hours and 48 minutes.
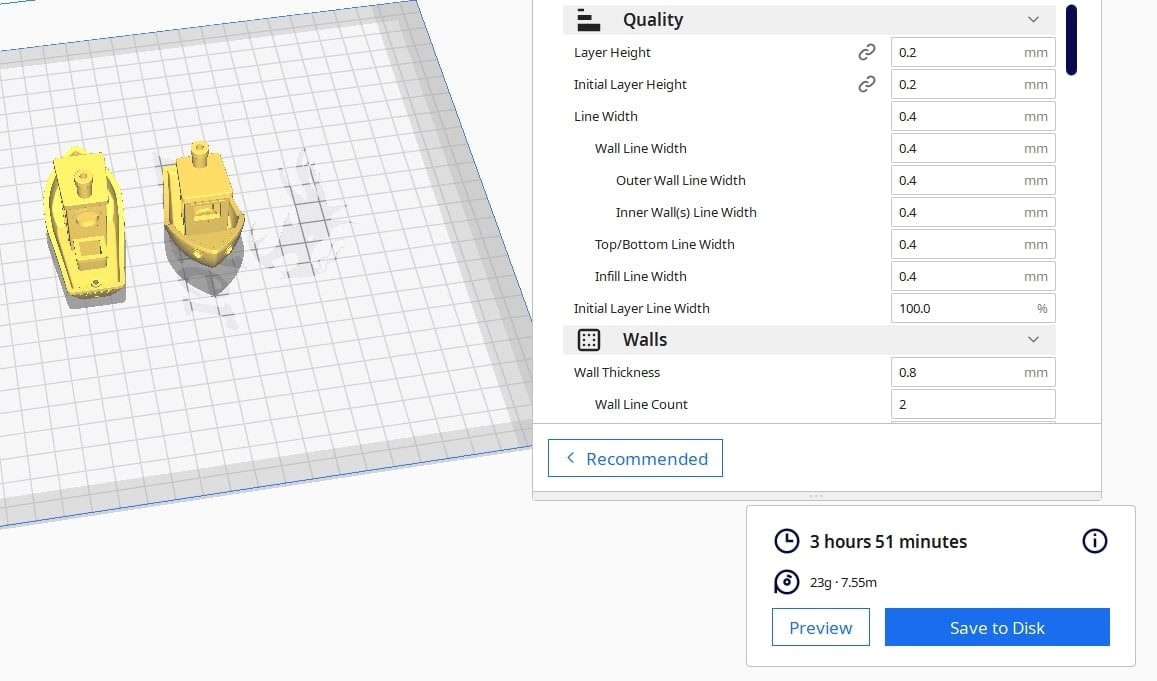
The travel time between the 3D Benchys would only take an extra 3 minutes according to Cura but do check for timing accuracy.
If you do duplicate models, make sure to place them close to each other to minimize stringing.
Use the Recommended Temperature & Settings for Your Material
Each material used in 3D printing has its own guidelines or requirements which are meant to be followed when using that material. You want to ensure you get the right requirements for the material you are printing with.
Most guidelines or requirements of materials are mostly found on the package used in sealing the product.
Even if you have been using a PLA from one brand and you decide to buy PLA from another company, there will be differences in manufacturing which mean different optimal temperatures.
I highly recommend that you 3D print some temperature towers to dial in the best printing temperature for your small 3D printed parts.
Check out the video below to learn how to create your own temperature tower and actually get the optimal temperature settings for your filaments.
It’s basically a temperature calibration 3D print that has multiple towers where your 3D printer will automatically change the temperature so you can see the quality differences from temperature changes in one model.
You could even go a step further and make sure to 3D print small temperature towers so it better mimics the type of 3D prints that you plan to make.
3D Print a Benchy to Test the Quality of Small Parts
Now that we have our temperature dialed in, one key thing that I’d recommend you do if you want to 3D print small parts accurately is to do a calibration print like the 3D Benchy, known as the ‘torture test’.
The 3D Benchy is one of the most popular 3D prints out there for a reason since it can help you assess the performance of your 3D printer, easily downloadable from Thingiverse.
Once you’ve dialed in your optimal 3D printing temperature, try to create a few small 3D Benchys within that optimal temperature range and see what works best for surface quality and features like overhangs.
You can even 3D print multiple 3D Benchys to have a better replication of what you will be doing to get the best small plastic 3D printed parts.
It really is all about testing with 3D printing. One user found that they needed lower temperatures than usual for small parts. They tried 3D printing a Benchy and found that higher temperatures would lead to the hull sometimes deforming and warping.
Below is a 3D Benchy scaled down to 30%, only taking 10 minutes to 3D print at a 0.2mm layer height.
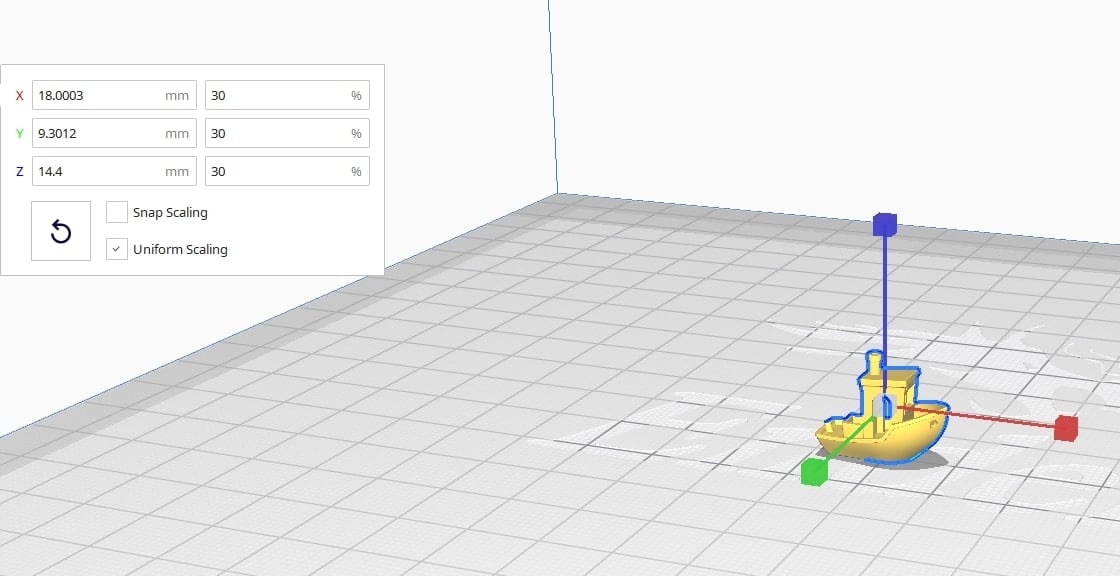
You want to use this as a benchmark for how small you want your 3D prints and to see just how well your 3D printer can perform with models that size.
You may end up having to change out your nozzle and use a lower layer height, or to change printing/bed temperatures, or even cooling fan settings. Trial and error is a key part of 3D printing small models successfully, so this is one way you can improve your results.
Use Adequate Supports
There are some models that may require that you print some parts thin and small. You may also have some models that are required to be printed small. Small or thin print parts often need to be adequately supported.
With filament printing, small parts are going to have difficulty being 3D printed without a good foundation or support holding it up. Same with resin printing since there are suction pressures that can cause thin, small parts to break off.
Getting the right placement, thickness, and number of supports for smaller models is important.
I’d highly recommend learning how to use custom supports to really dial in the perfect number of supports and size of supports for your small models.
Remove Supports Carefully
Supports are definitely essential structures that are needed while 3D printing small parts. Getting them off the prints is one thing you want to do with full attention and care. If support removal is not done the right way, it can potentially destroy the prints or even break them apart.
The first you want to do here is figure out the exact points where the support is attached to the model. When you analyze this, you have set the paths straight for yourself and you will have minimal issues detaching the supports from the prints.
After identifying this, pick up your tool and start from the weaker points of the supports as these are easy to get out of the way. You can then go for the larger sections, carefully cutting so as not to destroy the print itself.
Removing supports carefully is a great tip you want to look out for when it comes to 3D printing small parts.
I’d recommend getting you a good post-processing kit for 3D printing like the AMX3D 43-Piece 3D Printer Tool Kit from Amazon. It contains all sorts of useful accessories for proper print removal and clean up such as:
- A print removal spatula
- Tweezers
- Mini file
- De-burring tool with 6 blades
- Narrow tip pliers
- 17-piece triply safety hobby knife set with 13 blades, 3 handles, case & safety strap
- 10-piece nozzle cleaning set
- 3-piece brush set with nylon, copper & steel brushes
- Filament clippers

This would be a great addition for 3D printing small parts and minimizing damage, while increasing ease of use.
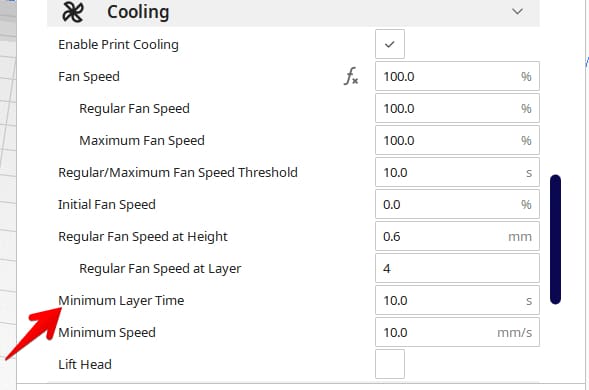
Use a Minimum Layer Time
Small 3D printed parts have a tendency of sagging or warping if there is not enough time for the freshly extruded layers to cool down and harden for the next layer. We can fix this by setting a good minimum layer time, which is a setting in Cura that will help you prevent this.
Cura has a default minimum layer time of 10 seconds which should be a fairly good number to help layers cool. I’ve heard that even on a hot day, 10 seconds should be enough.
In addition to this, using a good cooling fan duct to help blow cool air on the parts is going to help these layers cool down as soon as possible.
One of the most popular fan ducts out there is the Petsfang Duct from Thingiverse.
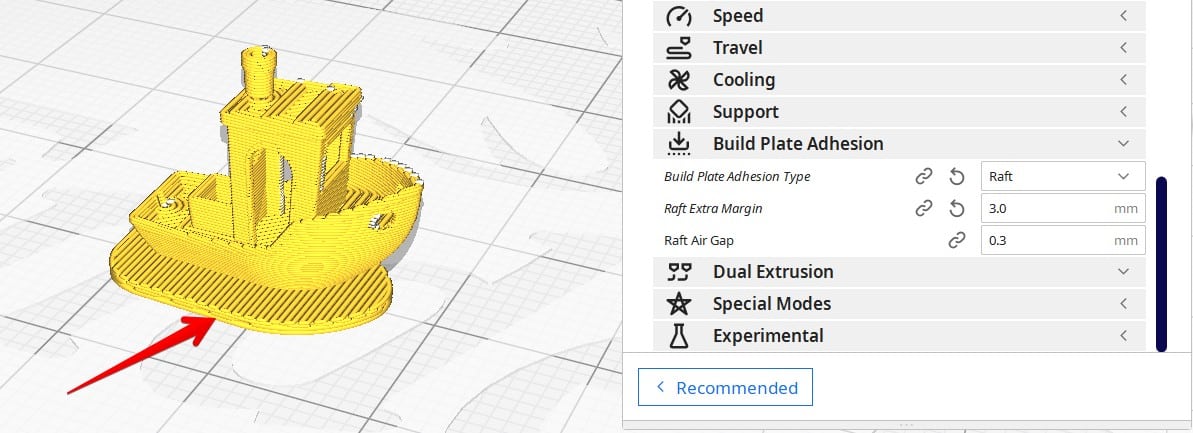
Implement a Raft
Using a raft for small 3D prints helps with adhesion so the models stick to the build plate a lot easier. Getting small prints to stick can be difficult because there is less material to make contact with the build plate.
A raft definitely helps create more contact area, leading to better adhesion and stability throughout the print. The usual “Raft Extra Margin” setting is 15mm, but for this small 30% scaled 3D Benchy, I reduced it to just 3mm.
The “Raft Air Gap” is how much of a gap the raft has with the actual model, so you can test this value to see if the print is easy to remove without damaging the model, or whether you have to increase this value so it’s easier to remove.
Since the raft is touching the build plate, it reduces warping in the actual model itself, so it’s a great foundation to take the heat, resulting in a better quality small 3D print.
How to 3D Print with a Small Nozzle
3D printing with a small nozzle can be challenging in some cases, but once you understand the basics, it isn’t too difficult to get some great quality prints.
The 3D General created the video below detailing how he 3D prints with extremely fine nozzles successfully.
https://www.youtube.com/watch?v=gN7QMhBzd4E
As mentioned before, you can get yourself the LUTER 24 PCs Set of Nozzles to get a range of small and large nozzles for your 3D printing journey.
He talks about how using direct gear extruders are better for 3D printing with these smaller nozzles, so I’d recommend going for that upgrade for the best results.
You can’t go wrong with the Bondtech BMG Extruder from Amazon, a high performance, low weight extruder, that improves your 3D printing.

You probably want to test out different printing speeds to see the effects on surface quality. I’d recommend starting low at around 30mm/s, then increasing that to see what difference it makes.
Line width is also a crucial part of printing with small nozzles. Using a smaller line width can help with printing more detail, but in many cases, using a line width the same as the nozzle diameter is recommended by most users.
Default printing speeds may cause trouble with the flow of material through the extruder. In this case, you can try decreasing the speed to about 20-30mm/s.
Proper calibration of your 3D printer and nozzle is required when printing with small nozzles, so attention to detail is very important.
You definitely want to calibrate your e-steps for the best results.
Best Cura Settings for Small Parts
Getting the best Cura setting can be quite a task if you are too familiar with the slicing software. To find the best setting for your Cura slicing software, you may have to start with the default setting and test each until you find the one that gives you the best result.
However, here is the best Cura setting for small parts which you can use with your Ender 3
Layer Height
A layer height between 0.12-0.2mm should work great with a 0.4mm nozzle for smaller parts.
Printing Speed
Slower printing speeds usually brings better surface quality, but you need to balance this with the printing temperature so it doesn’t overheat. I’d recommend going with a printing speed of 30mm/s to start with and increasing it in 5-10mm/s increments to find a good balance of quality and speed.
Fast speeds aren’t too important with small parts since they are relatively quick to make.
Printing Temperature
Follow your brand’s recommendation for printing temperatures at first, then get the optimal temperature by using a temperature tower and seeing which temperature gets the best results.
PLA has a usual printing temperature between 190-220°C, ABS 220-250°C, and PETG 230-260°C depending on the brand and type.
Line Width
In Cura, the line width default setting is 100% of your nozzle diameter, but you can go up to 120% and see if you get better results. In some cases, people go up to 150% so I’d recommend doing your own tests and see what works best for you.
Infill
The best recommendations for infill are to use 0-20% for non-functional parts, 20%-40% infill for some extra durability, while you can use 40%-60% for heavy-use parts that may go through a significant level of force.
How to Fix Small 3D Printed Parts That Don’t Stick
One of the issues which you may face while 3D printing small parts is that they have the potential to fall off or not stick to the build plate. Here are some tips which you can try to potentially fix this issue if you encounter them.
- Use a raft
- Increase the bed temperature
- Make use of adhesives such as glue or hairspray
- Lay down tapes like Kapton tape or Blue Painter’s Tape
- Ensure that the filament is completely dried of moisture by using a Filament Dryer
- Get rid of dust by cleaning the bed surface
- Level the bed
- Try changing the build plate
The first thing I’d do is implement a raft so there is more material to stick to the build plate. Then you want to move onto increasing the bed temperature to the filament is in a more adhesive state.
You can then use solutions like glue, hairspray, or tapes to stick on the build plate to increase adhesion for smaller parts.
If these tips aren’t working, then you want to look at your filament and make sure it’s not old or filled up with moisture which can affect the printing quality and adhesion to the bed.
The bed surface can start to gather up dust or grime over time so definitely clean your bed regularly with a cloth or napkin, making sure not to touch the bed surface with your fingers.
Leveling the bed is very important also, but not so much for smaller parts.
If none of these work, it may be issues with the build plate itself, so changing over to something like a PEI or glass bed with an adhesive should do the trick