9 Ways How to Fix PETG Not Sticking to Bed
PETG can be an issue when it comes to sticking to the bed properly so I decided to write an article helping people with this problem.
The best methods to fix PETG not sticking to the bed is to make sure your print bed is leveled and not warped, and the surface is actually clean. Isopropyl alcohol is a good cleaner. Increase your initial printing and bed temperature to help the PETG filament stick better. Add a brim or a raft for increased adhesion.
Keep on reading for more useful information to finally get your PETG to stick to your print bed.
Why is my PETG Not Sticking to the Bed?
The first layer is probably the most important part of any 3D print model because if any issue occurs at this point of the print, the strength and success of the whole print model will be compromised.
You need to make sure that your PETG first layer is sticking to the print bed in the most effective manner because this is one of the basic factors which need to be covered in order to get a perfect 3D model just like you have designed and desired.
Bed adhesion is the term that clearly includes the concept of how effectively a print model is getting attached to the print bed.
PETG is a good filament and is being widely used all around the world but it can cause some sticking issues and there are various reasons behind this factor. Below is the list of some of the most prominent reasons that lead to the problem of PETG not sticking to the bed.
- Print Bed is Not Clean
- Print Bed is Not Leveled
- PETG Filament has Moisture
- Extra Distance Between Nozzle and Print Bed
- Temperature is Too Low
- Print Speed is Too High
- Cooling Fan is at its Full Capacity
- Print Model require Brims and Rafts
How to Fix PETG Not Sticking to the Bed
It’s clear that there are plenty of factors that can become a cause behind this bed adhesion issue. The relieving fact is that almost all issues in 3D printing have a full-fledged solution that can help you get yourself out of the problem in the most effective manner.
To get the best results, you need to find the actual cause and then apply the best suitable solution to the issue.
- Clean the Print Bed Surface
- Level the Print Bed Properly
- Make Sure Your PETG Filament is Dry
- Adjust Your Z-Offset
- Use a Higher Initial Printing Temperature
- Try Decreasing Initial Layer Print Speed
- Turn Off Cooling Fan for Initial Layers
- Add Brims and Rafts
- Change Your Print Bed Surface
1. Clean the Print Bed Surface
When you remove the print model from the print bed, residues can be left behind on the surface which keeps on building up if you don’t clean the bed after the printing process.
Apart from this, dirt and debris can start to negatively affect the adhesion of your 3D models. The best solution to this problem is to clean the print bed as often as you require.
If you take care to place your 3D printer in a nice enclosure and not to touch the bed surface with your fingers much, you shouldn’t have to clean the bed too often.
Many people have described getting poor adhesion due to a bed that wasn’t clean, then when they cleaned it, got much better results.
Using IPA & Wiping Surface
- 99% IPA (Isopropyl Alcohol) is one of the best cleaning agent in 3D printing as you can simply apply it on the print bed.
- Wait for a few seconds as IPA will only take a few moments to evaporate completely.
- Gently move tissue or soft cloth on the bed and get started.
One user suggests using a glass cleaning agent as it is probably the best choice if you are using a glass print bed. Simply spray the glass cleaner on the bed and let it stay for a few minutes. Take a clean, soft cloth or tissue paper and wipe it off gently.
Check out the video below for a nice illustration on how to clean your print bed.
2. Level the Print Bed Properly
Leveling the print bed is one of the most essential aspects of 3D printing as it can not only tackle your PETG’s bed adhesion problems but should enhance the overall quality, strength, and integrity of the 3D printed model as well.
This is important because it helps to build a more stable and sturdy foundation for the rest of your 3D print to build upon.
3D printers only take instructions to move from one place to another and extrude material, so if you find that your model starts to move slightly when printing, your 3D printer won’t be able to take corrective action and will print a model with many imperfections.
Here’s how to level a print bed.
Most 3D printers have a bed that needs to be leveled manually which can involve the paper method, or ‘live-leveling’ which is leveling while your 3D printer is extruding material.
Some 3D printers have an automated leveling system that measures the distance from the nozzle to the bed and automatically adjusts based on that reading.
For more information, check out my article How to Level Your 3D Printer Bed – Nozzle Height Calibration.
3. Make Sure Your PETG Filament is Dry
Most 3D printer filaments are hygroscopic which means they are prone to absorbing moisture from the immediate environment.
PETG is affected by this so if your filament absorbs moisture, it can lead to a reduced adhesion to the build plate.
There are a few ways to dry your PETG filament:
- Use a specialized filament dryer
- Use an oven to dehydrate it
- Keep it dry by storing in an airtight bag or container
Use a Specialized Filament Dryer
Drying your PETG filament with a specialized filament dryer is probably the easiest and most ideal method to dry it. It is an item that needs to be purchased if you want a professional one, but some people even come up with their own DIY solutions.
I’d recommend going for something like the Upgraded Filament Dryer Box from Amazon. It has a simple temperature and timer setting that can be adjust with the click of a button, where you then simple insert your filament, and let it work.

Using Oven to Dehydrate the Filament
This method is slightly more risky but some people do dry filament with an oven. The reason this is risky is because ovens aren’t always calibrated very well at lower temperatures, so you might set a temperature of 70°C and it actually reaches up to 90°C for example.
Some people have ended up softening their filament and when it dries, starts to stick together, rendering it unusable. If you do want to try drying your filament with an oven, make sure to calibrate the temperature with an oven thermometer to ensure it’s producing the correct temperature.
The standard method would be to pre-heat your oven to around 70°C, place your spool of PETG inside for around 5 hours and let it dry.
Storing in an Airtight Container or Bag
This method won’t actually dry your PETG filament too well but it’s a preventative measure to make sure your filament doesn’t absorb more moisture in the future.
You want to get an airtight container or vacuum-sealed bag to put your filament in, as well as adding desiccant so the moisture is absorbed within that environment.
One user mentioned that he forgot to keep his filament roll in an airtight environment. There was a lot of moisture in the air and the temperature fluctuation was high in his region, resulting in a brittle filament that looked almost dissolved.
Another user replied by suggesting he keep the PETG filament in an airtight bag for more than 24 hours.
The airtight box or bag should have some desiccants such as dry beads or silica gel as they have the ability to keep the moisture as low as possible.
Check out something like the SUOCO Vacuum Storage Bags (8-Pack) from Amazon.

For the moisture, you can get yourself these LotFancy 3 Gram Silica Gel Packets from Amazon. It has a wide usage for keeping your items protected from moisture so I’d definitely try them out.

4. Adjusts Your Z-Offset
Your Z-Offset is basically a height adjustment that your 3D printer makes, whether it’s for a specific type of filament or if you’ve put a new bed surface in so you need to raise the nozzle higher.
Without a good level bed you might have trouble with PETG sticking to the bed surface, so an Z-Offset value can actually help in some cases.
Check out the video below by MakeWithTech on getting the perfect Z-Offset for your 3D printer.
With PETG, you usually don’t want it to squish into the bed like PLA or ABS due to its physical characteristics, so having an offset value of around 0.2mm can work well. I’d recommend doing your own testing and seeing what works for you.
5. Use a Higher Initial Printing Temperature
You are actually able to adjust the printing temperature and bed temperature of your initial layers by adjusting a simple setting in Cura.
They are called the Printing Temperature Initial Layer & Build Plate Temperature Initial Layer.
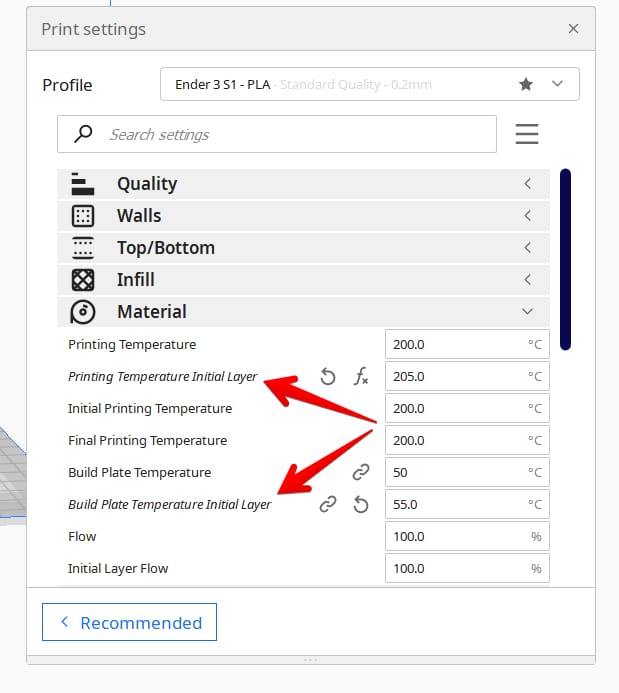
For your PETG filament, get your normal printing and bed temperature then try raising the initial printing and bed temperature by 5-10°C to help with getting it to stick to the bed.
If you don’t know how to get the optimal printing temperature for your filament, check out the video below showing you how to create a temperature tower directly in Cura.
One user of PETG mentioned that he had the same problem of bad bed adhesion using a printing temperature of 220°C and a bed temperature of 75°C. He increased both temperatures and got his desired results at 240°C and 80°C respectively.
Another user also suggested letting the print bed pre-heat for about 10 to 15 minutes before actually starting the printing process. It spreads heat evenly throughout the bed while mitigating adhesion as well as warping issues.
6. Try Decreasing Initial Layer Print Speed
The Initial Layer Speed is important for getting good adhesion for your PETG prints. Cura should have this at a default value of 20mm/s, but if it’s higher than this, you may experience some issues with your PETG sticking to the bed.
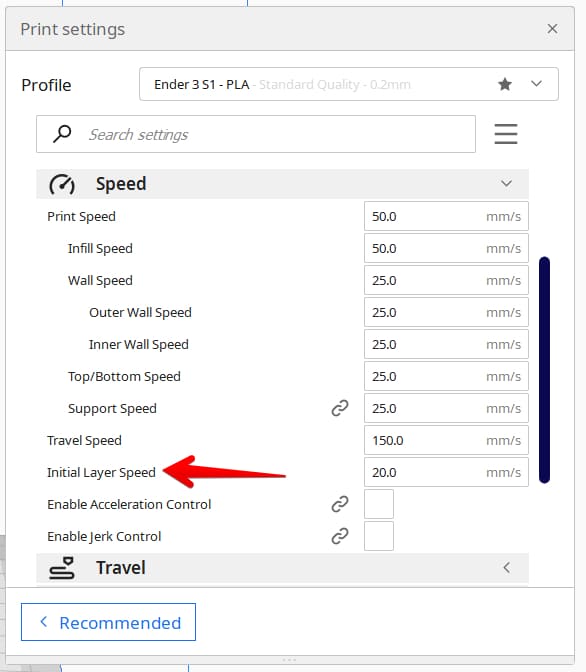
Double-check your Initial Layer Speed and make sure it’s low so your PETG filament has a good opportunity to stick down well.
Some people have had good results with 30mm/s also, so see what works for you. Speeding this part of the printing process isn’t really going to save you a significant amount of time so keeping it to 20mm/s should be fine.
7. Turn Off Cooling Fan for Initial Layers
Whether you are printing PETG, PLA, ABS, or any other 3D filament, the cooling fan should usually off or at a minimum speed during the first layers of 3D printing.
Most professionals and users claim that they get the best results in terms of bed adhesion while printing PETG filament by making sure the cooling fans are off.
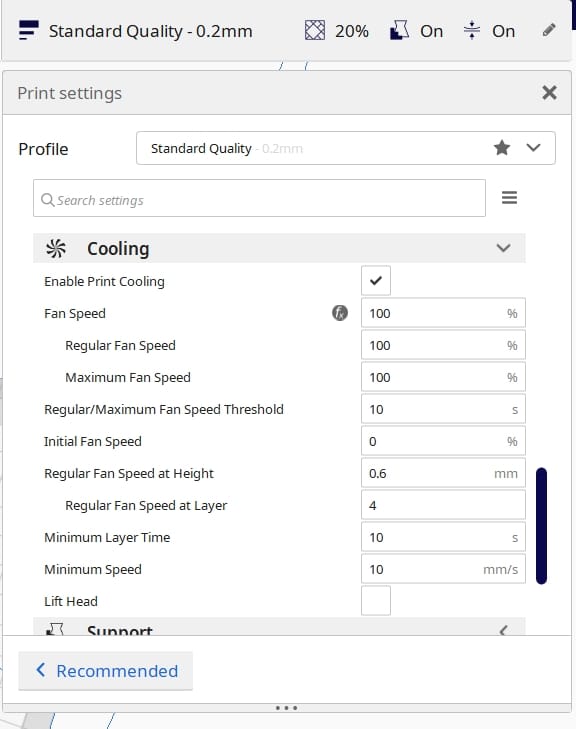
One user who has been printing PETG for 3 years said he keeps the cooling fan speed at zero during the first 2-3 layers of PETG prints, then increasing the speed to 30-50% for layers 4-6, then letting the fan work at full capacity for the rest of the print.
You can see below the Fan Speed is at 100%, but the Initial Fan Speed is at 0%, with the Regular Fan Speed at Layer kicking in at layer 4.
8. Add Brims and Rafts
If you aren’t seeing much success with some of the methods above, you might want to look into adding a brim or raft to your model. These are build plate adhesion techniques that provide a large surface of extruded material around your model so it has a better chance to stick down.
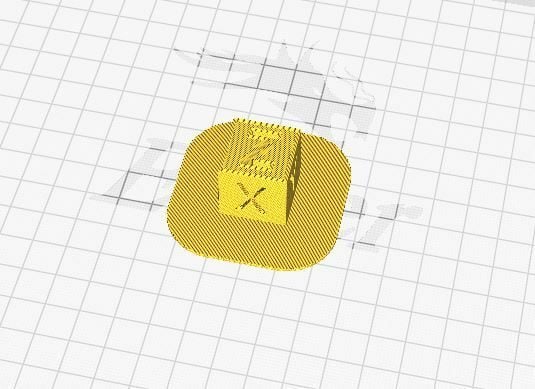
The best one for build plate adhesion would be a raft, which is a few layers that extruder underneath your print so your model isn’t actually touching the build plate, but is attached to the raft.
It looks something like this.
Check out the video below for a great illustration of brims and rafts, as well as when to use them.
9. Change Your Print Bed Surface
If you have gone through all the above methods and are still facing the issue of PETG not sticking to the bed properly, the nozzle, the bed, and the filament itself could be at fault.
Just like any other thing in this world, 3D printers and their materials also come in varying qualities where some are good for PETG while others are simply not.
When it comes to print beds, you should try replacing the print bed with a new one or another surface such as PEI, etc. I’d recommend going for something like the HICTOP Magnetic PEI Bed Surface from Amazon.

The same goes for PETG filament, you need to choose the best quality filament for your 3D printing practices. Even though it may cost you some extra bucks, the results will be worth paying.