7 Most Common Problems with a 3D Printer – How to Fix
3D printing can be very useful, but there are many common problems that people experience with their 3D printers. This article will detail some of those common issues, along with some simple fixes to sort them out.
The 7 most common problems with a 3D printer are:
- Warping
- First Layer Adhesion
- Under Extrusion
- Over Extrusion
- Ghosting/Ringing
- Stringing
- Blobs & Zits
Let’s go through each one of these.
1. Warping
One of the most common 3D printer problems that people experience is something called warping. Warping, also known as curling, refers to when your 3D print loses its shape from the material shrinking, effectively curling upwards or warping away from the print bed.
Filaments are known as thermoplastics and when they cool down, they can shrink when cooling too rapidly. The bottom layers are most likely to warp in 3D prints and can even detach from the print if the warping is significant enough.
Why can’t I get anything to work? 3D print warping and no bed adhesion.
byu/TheDreadedBean in3Dprinting
You want to fix warping or curling if it happens in your 3D prints since it can lead to failed prints or dimensionally inaccurate models.
Let’s look at how we can fix warping in 3D prints:
- Increase printing bed temperature
- Reduce drafts in the environment
- Use an enclosure
- Level your print bed properly
- Use an adhesive on the print bed
- Use a Raft, Brim or Anti-Warping Tabs
- Improve first layer settings
Increase Printing Bed Temperature
One of the first things that I would do when trying to fix warping in 3D prints is to increase the printing bed temperature. It reduces how rapidly the model cools down since the temperature around the extruded filament is higher.
Check the recommended bed temperature for your filament, then try using the higher end of it. You can try doing a few of your own tests by increasing your bed temperature by 10°C and seeing the results.
Make sure you don’t use a bed temperature too high though because it can also cause printing issues. Finding a balanced bed temperature is important for the best results and to fix warping or curling in your model.
Reduce Drafts in the Environment
Similar to rapid cooling of the filament, reducing the drafts or gusts of air in your printing environment can help to reduce warping or curling in your models. I’ve experienced warping with PLA 3D prints, but after controlling the movement of air in the environment, the drafts quickly went away.
If you have a lot of open doors or windows in your environment, you can try to either close some of them or pull them in so it’s not as open as before.
You can also move your 3D printer to a location that doesn’t have these drafts passing through.
Another thing you could potentially do is to enable Draft Shields, which is a unique setting that creates a wall of extruded filament around your 3D model to protect it from drafts.
Here’s an example of how it looks in action.
Use an Enclosure
Many people who do experience drafts have opted into using an enclosure for their 3D printers. I’d recommend something like the Comgrow 3D Printer Enclosure from Amazon.

It helps to keep a more constant temperature which helps reduce the rapid cooling that causes warping, as well as stopping drafts from cooling down the print further.
It fits all sorts of 3D printers of medium size, and is even fireproof since the material would melt rather than spread fire around. Installation is quick and simple, also being easy to carry or fold away. You can get some pretty good noise protection and dust protection as well.
Level Your Print Bed Properly
Since warping usually happens in the first few layers of your model, having a properly leveled bed is a good way to fix warping since it provides better adhesion. Having a 3D printer that isn’t properly leveled makes warping more likely to happen.
I’d recommend checking that your 3D print bed is leveled nicely, especially if you haven’t leveled it in a while. You can also check whether your print bed is warped by putting an object like a ruler across the bed and seeing if it has gaps underneath.
Use an Adhesive on the Print Bed
A strong adhesive product on your print bed or build surface can definitely help fix the common problem of warping. Warping is a mixture of bad bed adhesion and rapidly cooling filament that shrinks away from the print bed.
Many people have solved their warping issues by using a good adhesive like hairspray, glue stick or blue painter’s tape on their 3D printer. I’d recommend that you find a good adhesive product that works for you and start using that to fix warping/curling.
Use a Raft, Brim or Anti-Warping Tabs (Mouse Ears)
Using a Raft, Brim or Anti-Warping Tabs is another great method to help fix warping. If you aren’t familiar with these settings, they are basically features that add more material to the edges of your 3D prints, providing a larger foundation for your model to adhere to.
Below is a picture of Raft in Cura on an XYZ Calibration Cube. You can select a Raft simply by going into Cura, scrolling down to Build Plate Adhesion in the settings menu, then selecting Raft, same with a Brim.
The video below by ModBot takes you through using Brims & Rafts for your 3D prints.
Here’s what Anti Warping Tabs or Mouse Ears look like in Cura. To use these in Cura, you’ll need to download the Anti Warping plugin, then it will show an option on the left task bar to add these tabs.
Improve First Layer Settings
There are some first layer settings that can be improved to help get better adhesion, which in turn, helps reduce warping or curling in your 3D prints.
Here are some of the key settings that you can adjust:
- Initial Layer Height – increasing this by around 50% can improve bed adhesion
- Initial Layer Flow – this increase the level of filament for the first layer
- Initial Layer Speed – the default in Cura is 20mm/s which is good enough for most people
- Initial Fan Speed – the default in Cura is 0% which is ideal for the first layer
- Printing Temperature Initial Layer – you can increase the printing temperature for just the first layer, by 5-10°C
- Build Plate Temperature Initial Layer – you can increase the build plate temperature for just the first layer, by 5-10°C
2. Prints Not Sticking or Detaching from Bed (First Layer Adhesion)
Another common issue that people experience in 3D printing is when their 3D prints don’t stick to the build plate properly. I used to have 3D prints fail and get knocked off the print bed due to not having good first layer adhesion, so you want to fix this issue early on.
My PLA bed adhesion is simply not good enough for this model, any advice would be greatly appreciated
byu/BolaSquirrel inprusa3d
First layer adhesion and warping do have very similar fixes so I’ll just the ones specific to improving first layer adhesion.
To improve first layer adhesion you can:
- Increase printing bed temperature
- Reduce drafts in the environment
- Use an enclosure
- Level your print bed properly
- Use an adhesive on the print bed
- Use a Raft, Brim or Anti-Warping Tabs
- Improve first layer settings
You should also make sure your bed surface is cleaned up, usually by cleaning it with isopropyl alcohol and paper towels or a wipe. Another thing you should keep in mind is whether your bed surface is curved or warped. Glass beds do tend to be flatter, as well as a PEI surface.
I’d highly recommend going with the HICTOP Flexible Steel Platform with PEI Surface from Amazon.

If these don’t fix the issue, try cleaning the bed with isopropyl alcohol or consider changing the build plate. One user mentioned that theirs was lowered in the middle, so they changed it to glass to make sure it’s even all around.
3. Under Extrusion
Under extrusion is common problem that people go through with 3D printing. It is the phenomenon of when not enough filament is being extruded through the nozzle compared to what your 3D printer says will be extruded.
Under extrusion usually leads to 3D prints that are brittle or that fail altogether since it creates a weak foundation throughout the print. There are a few factors that can cause under extrusion, so I’ll go through how you can fix this issue.
- Increase your printing temperature
- Calibrate your extruder steps
- Check your nozzle for clogs and clear them
- Check your Bowden Tube for clogs or damage
- Check your extruder and gears
- Improve retraction settings
Increase Your Printing Temperature
I’d initially recommend increasing your printing temperature to try and fix under extrusion issues. When filament doesn’t get heated to a high enough temperature, it doesn’t have the right consistency to get pushed through the nozzle freely.
You can increase the printing temperature in 5-10°C increments to see how that works. Check out the recommended printing temperature of your filament by looking at the details on box that it came in.
I always recommend people create temperature towers for each new filament to figure out the optimal temperature for quality. Check out the video below by Slice Print Roleplay to learn how to create a temperature tower in Cura.
Calibrate Your Extruder Steps
One of the potential fixes for under extrusion is to calibrate your extruder steps (e-steps). Simply put, extruder steps are how your 3D printer determines how much the extruder moves filament through the nozzle.
Calibrating your extruder steps makes sure that when you tell your 3D printer to extrude 100mm of filament, that it actually extrudes 100mm of filament rather than lower like 90mm.
The process is to extrude filament and measure how much was extruded, then inputting a new value for your extruder steps per mm in your 3D printer’s firmware. Check out the video below to see the process.
You can use a pair of Digital Calipers to get it accurate.
Check Your Nozzle for Clogs and Clear Them
The next thing to do is to check that your nozzle isn’t clogged up by filament or a mixture of dust/debris. When you have a partially clogged nozzle, filament will still extrude but at a much lower rate, preventing a smooth flow of filament.
To fix this, you can do a cold pull to clean out the nozzle, or use nozzle cleaning needles to push filament out of the nozzle. You can get yourself some NovaMaker 3D Printer Cleaning Filament from Amazon to get the job done.

You may also just have a worn out nozzle that needs replacing. This can happen if your nozzle has scraped your print bed or from using abrasive filament. Get yourself a set of 26 Pcs MK8 3D Printer Nozzles from Amazon. It comes with many brass and steel nozzles, along with nozzle cleaning needles.

Check Your Bowden Tube for Clogs or Damage
The PTFE Bowden tube could also contribute to under extrusion in your 3D prints. You might either get filament that partially clogs up the PTFE tube area or you can experience heat damage at the part of the tube near the hotend.
I’d recommend taking the PTFE tube out and having a proper look at it. After looking at it, you might just have to clear out a clog, or replace the PTFE tube altogether if it’s damaged.
You should go with the Capricorn Bowden PTFE Tubing from Amazon, which also comes with pneumatic fittings and a tube cutter for precise cutting. One user said they did tons of research and found it to be a much better and smoother material for filament to feed through.
He noticed improvements in his prints immediately. Another highlight is that there is enough tubing to change it twice. The main upside is how this material has a higher heat resistance compared to normal PTFE tubing, so it should be more durable.

Check Your Extruder and Gears
Another potential issue that causes under extrusion is within the extruder and the gears. The extruder is what pushes filament through the 3D printer, so you want to make sure the gears and the extruder itself are in order.
Make sure the screws are tightened and haven’t come loose, and clean the gears every now and again to reduce dust/debris accumulation since that can negatively affect how well it works.
Improve Retraction Settings
A less common, but still a potential fix for under extrusion is to improve your retraction settings. If you have improperly set your retraction, either having a high retraction speed or high retraction distance, this can cause issues.
Simply improving your retraction settings for your specific 3D printer setup can fix this issue. The default settings in Cura of 5mm retraction distance and 45mm/s retraction speed works well for a Bowden tube setup.
For a direct drive setup, you want to reduce retraction distance to around 1mm, with a retraction speed of around 35mm/s.
Check out my article How to Get the Best Retraction Length & Speed Settings.
4. Over Extrusion
Over extrusion is the opposite of under extrusion, where you are extruding too much filament compared to what your 3D printer is trying to extrude. This version is usually easier to fix since it doesn’t involve clogs.
- Lower your printing temperature
- Calibrate your extruder steps
- Replace your nozzle
- Loosen the gantry rollers
Lower Your Printing Temperature
The first thing to do if you experience over extrusion is to lower your printing temperature so filament doesn’t flow through so easily. Similar to under extrusion, you can do this in 5-10°C increments until your extrusion is back to normal.
Calibrate Your Extruder Steps
If your extruder steps are not properly calibrated, you want to get this calibrated, similar to when you experience under extrusion. Again, here’s the video to properly calibrate your extruder steps.
Replace Your Nozzle
Your nozzle might be experience wear, causing a hole that is bigger in diameter compared to when you originally used the nozzle. Switching your nozzle would make the most sense in this case.
Again, you can go with the set of 26 Pcs MK8 3D Printer Nozzles from Amazon.
Generally, a nozzle that is too big in diameter will cause over-extrusion. Try switching to a smaller nozzle and see if you get better results. In some cases, your nozzle may be damaged from long-term use, and the opening may be larger than it should.
Make sure you periodically check the nozzle and, if it appears damaged, change it.
Loosen the Gantry Rollers
The gantry is the metal rods that the moving parts of your 3D printer are attached to such as the hotend and motors. If the rollers on your gantry are too tight, this can cause over extrusion due to the nozzle being in one position for longer than it should be.
You want to loosen up the rollers on your gantry if they are too tight by turning the eccentric nuts.
Here is a video that shows how to tighten the rollers, but you can use the same principle and loosen them.
5. Ghosting or Ringing
Ghosting, also known as ringing, echoing and rippling, is the presence of surface defects in prints due to vibrations in your 3D printer, induced from rapid changes of speed and direction. Ghosting is something that causes the surface of your model to display echoes/duplicates of previous features.
Here are some of the ways you can fix ghosting:
- Make sure you are printing on a solid base
- Reduce printing speed
- Reduce the weight on the printer
- Change the build plate springs
- Lower acceleration and jerk
- Tighten the gantry rollers and belts
Make Sure You Are Printing on a Solid Base
Your printer needs to be on a flat and stable surface. If you notice the printer still vibrates, try adding a vibration dampener. Most printers have some form of dampener included, for example rubber feet. Check that those are not damaged.
You can also add braces to keep your printer in place, as well as put an Anti-Vibration Pad under the printer.

Ghosting, ringing or rippling is an issue caused by sudden vibrations in your 3D printer. It consists of surface defects that look like “ripples”, repetitions of some features of your prints. If you recognize this as a problem, below are some ways to fix it.
Reduce Printing Speed
Slower speeds mean fewer vibrations and a more stable printing experience. Try lowering the speed of your print gradually and see if this reduces the ghosting. If after a significant reduction in speed the issue persists, then the cause lies somewhere else.
Reduce the Weight on Your Printer
Sometimes reducing the weight on the moving parts of your printer such as buying a lighter extruder, or moving the filament on a separate spool holder, will allow for smoother prints.
Another thing that can contribute to ghosting or ringing is to avoid using a glass build plate since they are heavy compared to other types of build surfaces.
Here is an interesting video that shows how weight may affect ghosting.
Change the Build Plate Springs
Another thing you can do is put stiffer springs on your bed to reduce the bounce. The Marketty Light-Load Compression Springs (highly rated on Amazon) work great for most other 3D printers out there.

The stock springs that come with your 3D printer aren’t usually the greatest quality, so this is a very useful upgrade.
Lower Acceleration and Jerk
Acceleration and jerk are settings that adjust how fast the speed changes and how fast acceleration changes, respectively. If these are too high, your printer will change direction too suddenly, which results in wobbles and ripples.
The default values of acceleration and jerk are usually pretty good, but if they are set high for some reason, you can try lowering them to see if it helps fix the issue.
I wrote a more in-depth article about How to Get the Perfect Jerk & Acceleration Setting.
Tighten the Gantry Rollers and Belts
When your 3D printer’s belts are loose, it can also contribute to ghosting or ringing in your model. It basically introduces slack and vibrations that lead to those imperfections in your model. You want to tighten up your belts if they are loose to combat this issue.
They should produce a fairly low/deep sound when plucked. You can find a guide for your specific 3D printer on how to tighten up the belts. Some 3D printers have simple tensioners at the end of the axis that you can manually turn to tighten them.
6. Stringing
Stringing is a common issue that people face when 3D printing. It’s a print imperfection that produces lines of strings across a 3D print.
Here are some methods to fix stringing in your models:
- Enable or improve retraction settings
- Reduce printing temperature
- Dry the filament
- Clean the nozzle
- Use a heat gun
Enable or Improve Retraction Settings
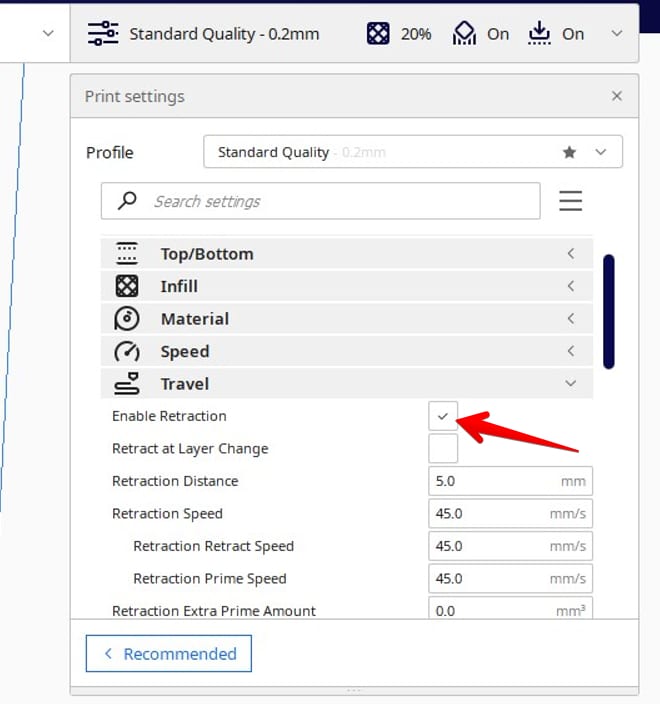
One of the main fixes for stringing in your 3D prints is to either enable retraction settings in your slicer, or improve them through testing. Retractions are when your extruder pulls filament back inside during travel movements so it doesn’t leak out the nozzle, which causes stringing.
You can simply enable retractions in Cura by checking the Enable Retraction box.
The default Retraction Distance and Retraction Speed work pretty well for 3D printers with a Bowden setup, but for direct drive setups, you want to lower them to around 1mm Retraction Distance and 35mm Retraction Speed.
A great way to optimize your retraction settings is to 3D print a retraction tower. You can create one directly from Cura by downloading a calibration plugin from the marketplace and applying a simple retraction script. Check out the video below to see how you can get this done.
The video also has a temperature tower that you can create which brings us onto the next fix.
Reduce Printing Temperature
Reducing your printing temperature is another great way to fix stringing in your models. The reason is similar, being that melted filament doesn’t flow out the nozzle so easily during travel movements.
The more melted a filament is, the more likely it is to flow and ooze from the nozzle, creating this stringing effect. You can simply try to reduce your printing temperature by anywhere from 5-20°C and seeing if it helps.
As mentioned before, you can 3D print a temperature tower which automatically adjusts your printing temperature as it 3D prints the tower, allowing you to compare which temperature is optimal for your specific filament and 3D printer.
Dry the Filament
Drying your filament can help fix stringing, since filament is known to absorb moisture in the environment and reduce its overall quality. When you leave filament such as PLA, ABS and others in a humid environment for some time, they can start to string more.
There are multiple ways to dry filament, but most users find using a filament dryer as the best method.
I’d recommend going for something like the SUNLU Upgraded Filament Dryer from Amazon. You can even dry filament while you’re 3D printing since it has a hole that can feed through. It has an adjustable temperature range of 35-55°C and a timer that goes up to 24 hours.

Clean the Nozzle
Partial clogs or obstructions in your nozzle can prevent your filament from extruding correctly, so cleaning your nozzle can also help fix stringing in your 3D prints. As previously mentioned, you can clean your nozzle using nozzle cleaning needles or doing a cold pull with cleaning filament.
Sometimes simply heating up your filament to a higher temperature can clear out the filament from the nozzle.
If you 3D printed with a higher temperature filament like PETG, then switched to PLA, the lower temperature might not be enough to clear the filament out, so that’s why this method can work.
Use a Heat Gun
If your models already have stringing and you just want to fix that on the model itself, you can apply a heat gun. The video below shows just how effective they are for removing stringing from models.
They can be very powerful and blow out a lot of heat, so some alternatives could be to use a hairdryer or even a few flicks of a lighter.
7. Blobs & Zits on Model
Blobs and zits can be caused by many things. It’s sometimes difficult to pinpoint the source is the issue, so there are many fixes that you can try.
Try out these fixes for blobs & zits:
- Calibrate e-steps
- Reduce printing temperature
- Enable retractions
- Unclog or change nozzle
- Choose location for Z seam
- Dry your filament
- Increase cooling
- Update or change slicer
- Adjust maximum resolution settings
Calibrate E-Steps
Calibrating your e-steps or extruder steps is a useful method that users have used to fix blobs & zits on their model. The reasoning behind this is due to tackling over extrusion issues where there’s too much pressure in the nozzle, leading to melted filament leaking out the nozzle.
You can follow the video previously in this article to calibrate your e-steps.
Reduce Printing Temperature
The next thing I would do is try reducing your printing temperature, for similar reasons as above with melted filament. The lower the printing temperature, the less the filament leaks out the nozzle which can cause those blobs & zits.
Again, you can calibrate your printing temperature by 3D printing a temperature tower directly in Cura.
Enable Retractions
Enabling retractions is another method of fixing blobs & zits in your 3D prints. When your filament isn’t retracted, it stays within the nozzle and can leak out so you want to have retractions working on your 3D printer.
This can simply be enabled in your slicer as previously mentioned.
Unclog or Change Nozzle
One user said they fixed the issue of blobs and zits by simply changing over their nozzle to a new one of the same size. They think it came down to the previous nozzle being clogged up, so simply unclogging your nozzle could fix this issue.
As previously mentioned, you can do a cold pull with NovaMaker 3D Printer Cleaning Filament from Amazon to get the job done or use nozzle cleaning needles to push filament out of the nozzle.
Choose Location for Z Seam
Choosing a specific location for your Z seam can help with this issue. The Z seam is basically where your nozzle will begin at the start of each new layer, creating a line or seam that is visible on 3D prints.
You may have noticed some kind of line or some rougher areas on your 3D prints which is the Z seam.
Some users have fixed this issue by choosing “Random” as their Z seam preference, while others had success by choosing “Sharpest Corner” and the “Hide Seam” option. I’d recommend trying out some different settings to see what works for your specific 3D printer and model.
Dry Your Filament
Moisture can also lead to blobs & zits so try to dry your filament using a filament dryer as previously mentioned. I’d recommend going for something like the SUNLU Upgraded Filament Dryer from Amazon.
Increase Cooling
Additionally, you can increase the cooling of the print using fans so that the filament dries faster and there’s a lower chance of blobs forming due to molten material. This can be done using better fan ducts or upgrading your cooling fans altogether.
The Petsfang Duct is a popular one you can download from Thingiverse.
Update or Change Slicer
Some people have had luck fixing blobs and zits in their 3D prints by simply updating or changing slicers altogether. It might be a way your specific slicer is processing files that create these imperfections.
One user said they change to SuperSlicer and it fixed this issue, while another said PrusaSlicer worked for them. You can download these slicers for free and try them out to see if it works for you.
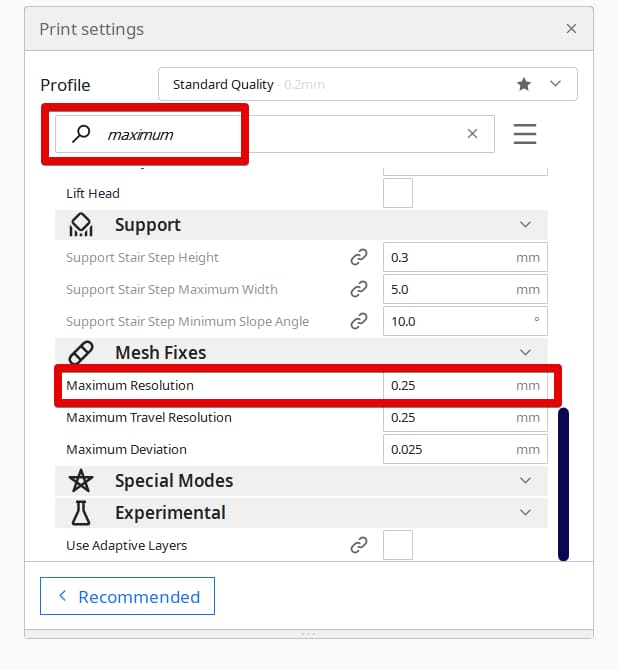
Adjust Maximum Resolution Settings
In the video below by Stefan from CNC Kitchen, he managed to get rid of these blobs by adjust the Maximum Resolution setting in Cura, from the previous default of 0.05 to 0.5mm. The default at the moment is 0.25mm so it may not have the same level of effect, but it can still be a potential fix.