12 Ways How to Fix Resin Print Peeling From the Build Plate
Poor build plate adhesion is probably the worst issue in resin 3D printing, but print peeling from the build plate is even uglier. Since this problem is faced by many users, especially when printing large objects, I have decided to write down the possible solutions to fix this.
To fix resin print peeling from the build plate, make sure the build plate is leveled. Ensure the plate and resin vat are clean. Adjust slicer settings like bottom exposure time/layer count, lifting speed/distance, and raft size. Using PTFE lubricant and maintaining room temperature above 25°C can also help.
Keep reading this article because there’s much more to learn about effectively fixing this problem.
How to Fix Resin Print Peeling From the Build Plate
Here is how to fix resin print peeling from the build plate:
- Level and Calibrate the Build Plate
- Clean Build Plate Surface
- Sand the Build Plate
- Increase Bottom Exposure Time & Layer Count
- Adjust Lifting Speed & Lifting Distance
- Increase Raft Size
- Hollow your Model from Inside
- Angle/Tilt the Model
- Use PTFE Lubricant
- Use Resin in the Best Form
- Clean Cured Resin from Previous Print
- Maintain Room Temperature Above 25°C
1. Level and Calibrate the Build Plate
The best way to fix resin print peeling is to ensure that the build plate is correctly leveled and in line with the screen. A build plate that is not level or has uneven spots can affect bottom layer adhesion, increasing the risk of peeling during the printing process.
For proper leveling, ensure all four build plate corners are at the same distance from the FEP film/screen.
Step-by-step procedure to level a resin 3D printer using the paper method:
- Clean the build plate
- Remove the resin vat
- Loosen the leveling screws until the plate can move freely.
- Place an A4/printer paper on the UV screen.
- Manually lower the build plate or press “Home” on the 3D printer LCD menu.
- Tighten the leveling screws while evenly and gently pushing the plate.
- Press “Z=0” to set this as the new “Home” position.
Currently, the Anycubic Photon Mono M5s has a Smart Leveling-Free mechanism, making build plate leveling easier. However, other resin 3D printers require manual leveling using screws.

- 【12K Exquisite Details】Anycubic Photon Mono M5s has a 10.1 inch 12K monochrome LCD screen with a resolution of 11520*5120, achieving an X accuracy of 19 microns. It can print with exceptional detail, as fine as a human hair. The contrast ratio is 480:1, making models have sharp edges and distinct contours.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
While mechanisms may differ, the core leveling procedure remains the same for most resin 3D printers.
Here is a video showing how to level the build plate on the Anycubic Photon Mono.
One user suggested using the paper leveling method with appropriate force on the build plate. Since the prints were peeling off from the left side, another user fixed it by re-leveling the build plate while applying extra pressure specifically on the left side.
Many 3D printing hobbyists also suggest using the Flint Read leveling method for resin 3D printers. Avoid excessive plate rotation to prevent scratches on the FEP film, as they can affect print quality and success rate.
Here is a video of Flint Read showing how leveling is done.
2. Clean Build Plate Surface
Another good way to fix resin print peeling from the build plate is to ensure the surface is clean. You can remove any dirt or cured resin residues from the previous failed print using Isopropyl Alcohol.

- 32-fluid ounce bottle of first aid antiseptic
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
A dirty build plate usually offers bad print adhesion which directly leads to issues like warping, layer separation, or print peeling from the build plate.
Follow this step-by-step procedure to clean the build plate. Make sure to wear safety equipment such as Nitrile Gloves and Safety Glasses to protect your skin/eyes from resin.
- Remove cured resin with a Plastic Spatula
- Dip a paper towel into Isopropyl Alcohol (IPA) and wipe the plate surface.
- Allow the plate to dry and repeat the IPA cleaning a few times.
- Once there is no cured resin, dirt, or oily residue on the surface, wipe the surface with a fresh paper towel.
- Let the plate air dry to ensure no moisture is left behind.
For regular cleaning (just after removing a 3D print), simply scrape off the cured resin and then wipe the plate with a paper towel. Make sure to be gentle during the whole procedure to avoid scratching the build plate.
The video below will show you how to clean a build plate with this simple method.
One user resolved the issue while enhancing print quality by:
- Washing the plate with soap and water.
- Drying it
- And then, cleaning it with IPA in the end.
Prints keep peeling of the build plate since I installed a Wham Bam magnetic print surface
byu/vis_chros inAnyCubicPhotonMonoX
3. Sand the Build Plate
Another efficient way to fix resin print peeling from the build plate is to sand your build plate and ensure the surface is rough enough to provide a better grip for the bottom layers and then the whole print.
Since a surface that is too smooth and uneven can make it difficult for the bottom layers to stick well, sanding the build plate can effectively resolve the issue. It removes any uneven spots and provides a textured surface, enhancing grip/adhesion.
Follow this step-by-step procedure to clean and then sand the build plate:
- Clean the build plate with Isopropyl Alcohol (IPA).
- Place 120-grit Assorted Sandpaper on a flat surface and move the build plate over it.
- After a few cycles, change/rotate the plate’s direction to ensure even sanding.
- Now, switch to 80-grit sandpaper, moving the build plate diagonally this time.
- Clean the build plate again with the IPA and a lint-free cloth.
The 120-grit sandpaper removes uneven spots, while the 80–grit sandpaper adds texture to the build plate.
Some users also got good results with wet sanding at 400-grit, using 220-grit, or 2000-grit sandpaper, followed by cleaning with soap, water, and IPA.
Wearing nitrile gloves and a mask is recommended to protect yourself from leftover resin or aluminum dust.
Here is a detailed video by MatterHackers on how it should be done.
4. Increase Bottom Exposure Times & Layer Count
When it comes to slicer settings, increasing the “Bottom Exposure Time” and “Bottom Layer Count” settings can fix resin print peeling from the build plate. For successful resin 3D prints, it’s crucial to have bonding between the resin and build plate stronger than resin and FEP film.
Bottom Exposure Time is the curing time for the base layer while the Bottom Layer Count is the number of base layers that will be exposed to UV light for a bit longer. Increasing these two values can improve adhesion between the printed layers and the build plate.
You can adjust these settings under the “Print” tab of ChiTuBox settings.

You can also find these settings in Lychee Slicer with slightly different names such as “Exposure Time” and “Number of Layers” under the “Burn In Layers” section.
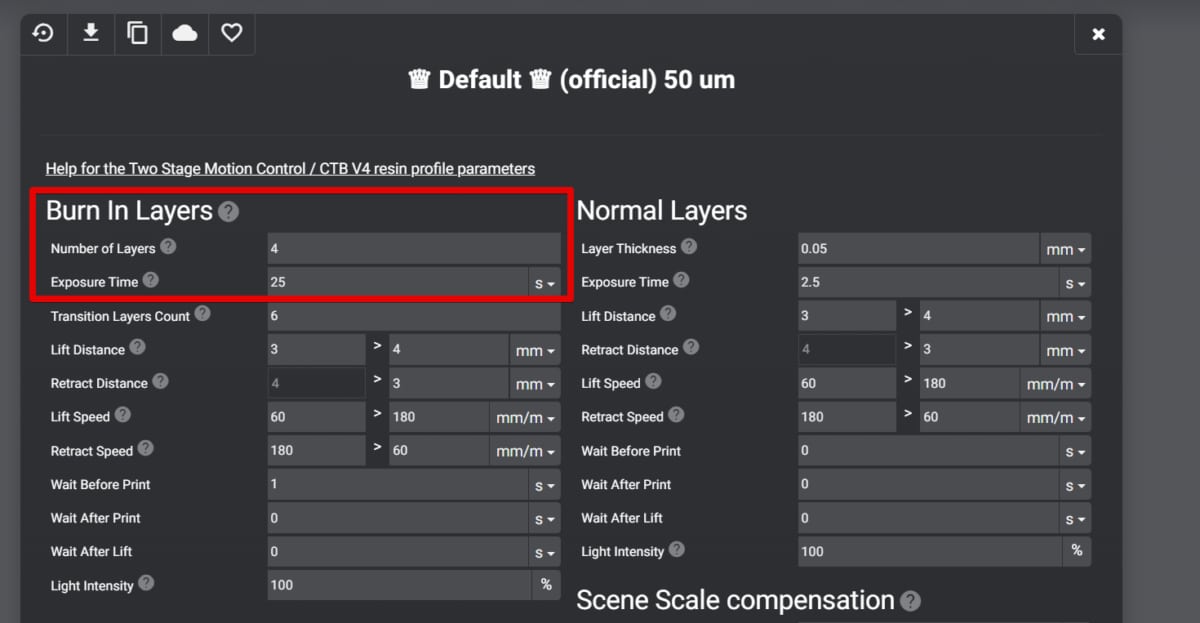
Since the ideal exposure time varies with the resin type, 3D printer, and LCD screen, print an XP2 Validation Matrix model from GitHub or use the trial-and-error method by raising the exposure time in small increments until your model starts sticking to the build plate properly.
Here is a video on how to read the XP2 Validation Matrix and find the optimal exposure time.
Many users successfully prevented resin print peeling by increasing the “Bottom Layer Count” to 10 and setting “Bottom Exposure Time” between 60-80 seconds.
However, the ideal settings can vary depending on the 3D printer. For example, with a Monochrome screen, an exposure time of 20-40 seconds and 4-6 bottom layers are usually recommended.
Check out the short video about changing Bottom Exposure Time in ChiTuBox.
5. Adjust Lifting Speed & Lifting Distance
Decreasing the “Lifting Speed” and increasing the “Lifting Distance” can effectively prevent resin print peeling from the build plate. Lowering the lift speed reduces suction force by pulling the build plate slowly out of the VAT.
After each layer, the build plate moves up to detach the cured resin from the FEP. If the distance is too low, FEP stretches, or is not tensioned properly, the layers may not fully detach from the vat, ultimately peeling the resin print.
Therefore, increasing the “Lifting Distance” by 1-3 millimeters can help.
You can change the “Lifting Distance” and “Lifting Speed” under the “Print” tab of ChiTuBox settings.
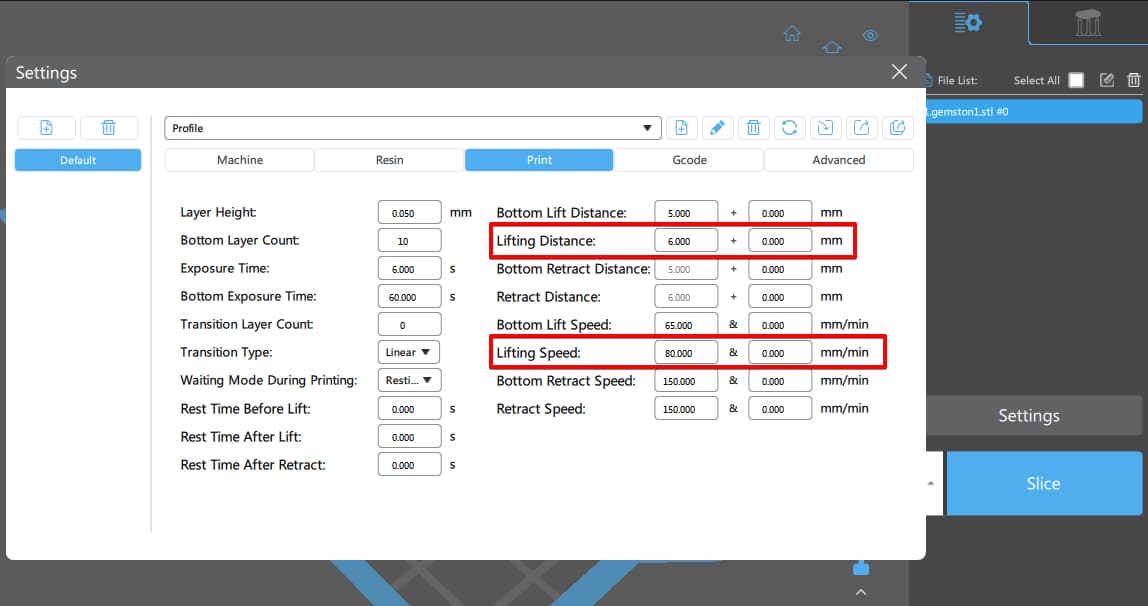
While it depends on your specific setup, a lifting speed of 100-180mm per minute and a lifting distance of 5-6mm are considered to be a good range for resin 3D printing.
With these settings, each layer should cure properly and be separated from the VAT with minimum chances of peeling from the build plate.
6. Increase Raft Size
One effective way to fix this problem is by using rafts of relatively large sizes. The raft is the very first layer on the build plate, then the supports and model are printed above it.
A raft increases the strength of support and helps in holding the model firmly by enhancing the adhesion and making prints stick to the build plate.
You can adjust the raft size by increasing the “Raft Area Ratio” under the “Raft” tab of the “Supports” settings in ChiTuBox.
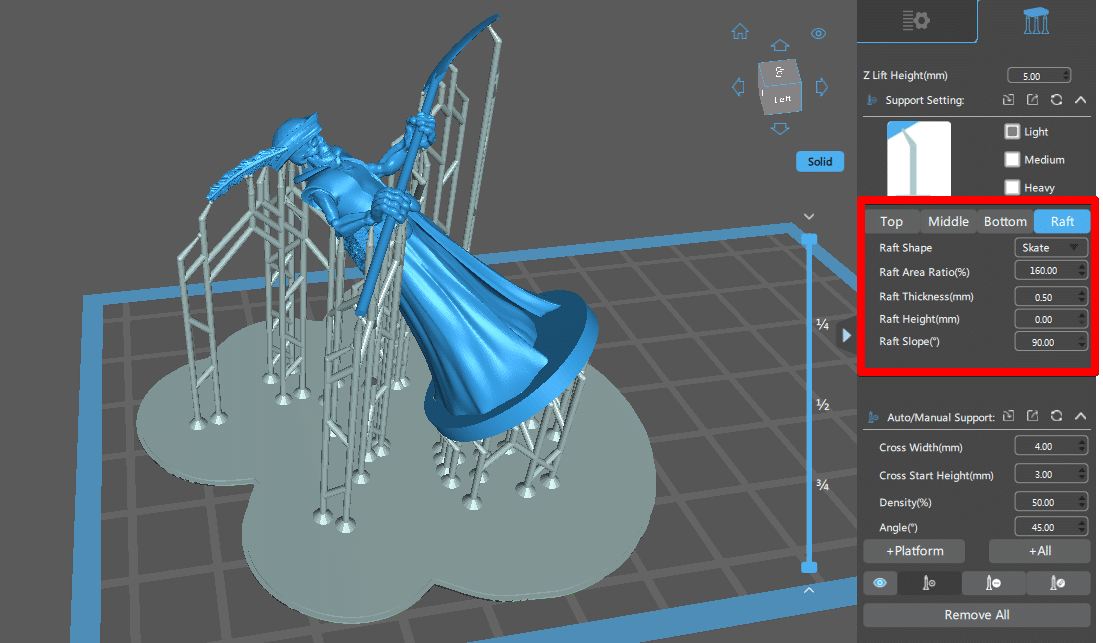
You may also experiment with other settings to find what works best for you. The other rafts settings include:
- Raft Shape
- Raft Thickness
- Raft Height
- Raft Slope
In Lychee Slicer, the settings are denoted by the terms “Scale” and “Thickness”.

After sanding and leveling the build plate, one user said that using a large raft is probably the best solution to avoid print peeling. Here is a short video on how to add a large-size raft in ChiTuBox.
7. Hollow your Model from Inside
Hollowing your model from the inside can also help in preventing the resin print from peeling off the build plate. It reduces the model’s weight which decreases the suction force.
Mostly when printing large 3D prints, the weight can increase the suction force, potentially increasing the chances of resin print peeling from the build plate.
You can do this by clicking on the “Hollow” option from the main menu bar in ChiTuBox. Then set the outer wall thickness and choose the infill structure, such as Grid3D or None.
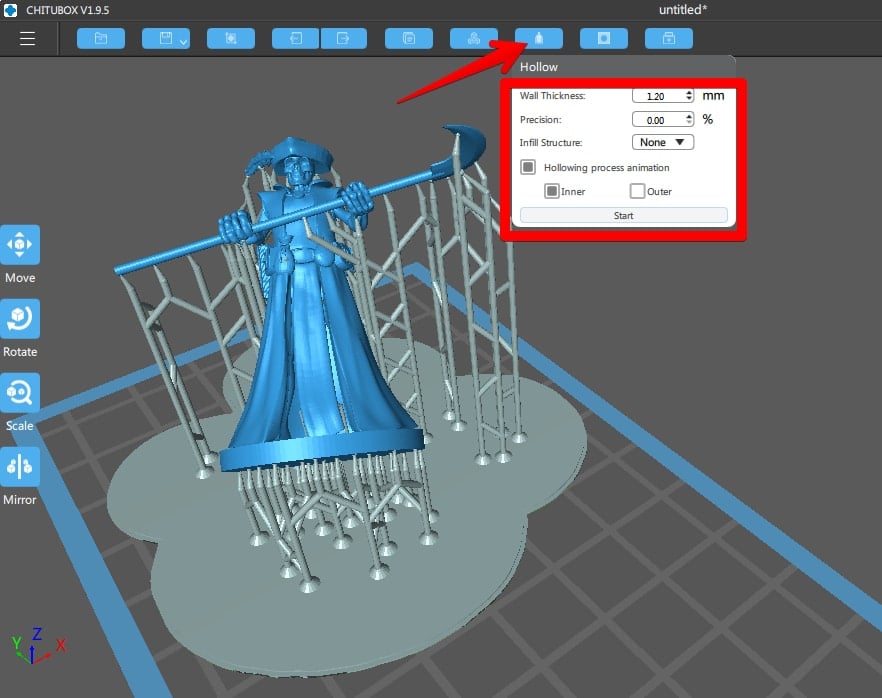
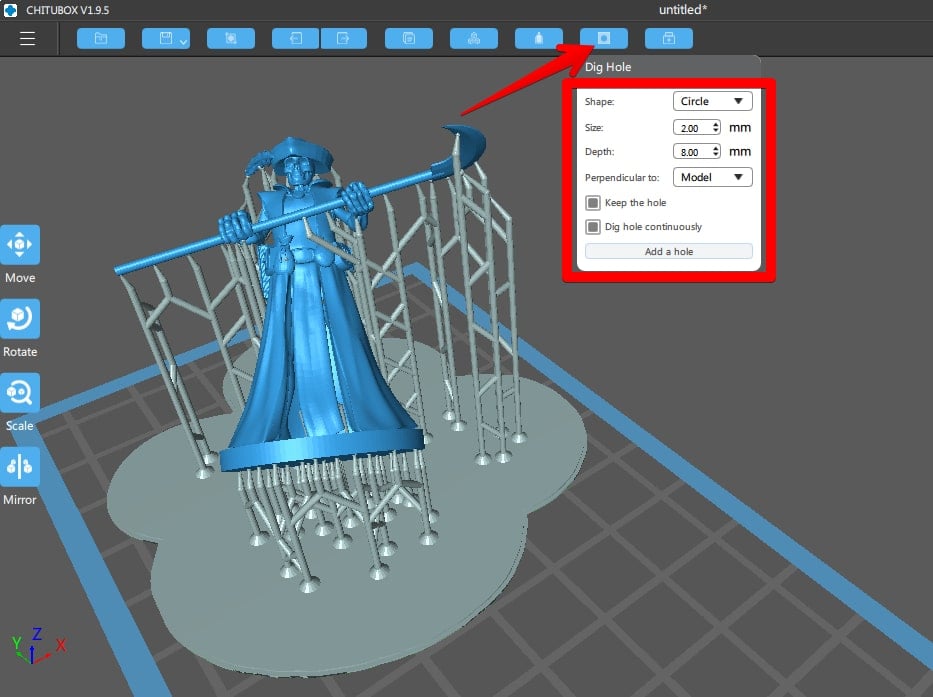
Since the uncured resin can sometimes get stuck inside the model, many users suggest adding drainage holes in your model using the “Dig Hole” settings from the main menu.
One user mentioned that hollowing is a potential solution as it minimizes the stress on supports, bottom layers, and the overall model.
Any idea how to solve the peeling up edges on my prints at the edges? Seems to happen with prints that fill the build platform. The raft sticks well…but the model ontop of the supports seems to have trouble on the extremeties…. Uve used exposure settings for the skin res thats on a spreadsheet
byu/jamesleecartel inAnycubicPhoton
Here is a detailed video on adding drain holes, supports, and hollowing your 3D models.
8. Angle/Tilt the Model
You can avoid print peeling from the build plate by angling/orienting your model at 45°. Angling or tilting the model reduces the object’s direct contact with the build plate, reducing the surface area and the suction/peel force.
Although 45° is considered an ideal angle, you can also try other angles to see what resolves your problem. So, it’s a trial-and-error procedure.
One user mentioned that tilting the model and adding supports are crucial to reducing suction force during detachment from the VAT.
Check out the video for positioning the model and then adding supports and a raft.
9. Use PTFE Lubricant
One interesting way suggested by many users to fix resin print peeling off is to use a PTFE lubricant in the vat. Simply rub it inside the vat, let it dry for 1-3 minutes, and then wipe it off using soft paper towels.
3-IN-ONE Multi-Purpose PTFE Lubricant is the best and most widely used lubricant among 3D printer users while some also mentioned using WD-40 Specialist Dry Lube from Amazon.

- Extends the life for all types of tools and equipment. It is specially designed for heavy loads and for use in high temperatures
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
When applied to the 3D printer VAT, PTFE lubricant reduces friction and makes the surface a bit slippery. This can help the cured resin layers to come off the VAT easily, ultimately reducing the chances of print peeling from the build plate.
One user said that PTFE lubricant works like magic as he has never experienced a failed print after applying this. Combining it with sanding the build plate can bring even better results.
Make sure you only use a lubricant with PTFE such as WD40’s PTFE spray and avoid silicone lubricants or normal WD-40 cleaning spray.
Here is a detailed video on how to apply PTFE lubricant in a resin vat.
10. Use Resin in the Best Form
One way suggested by many users to prevent resin print peeling from the build plate is to ensure the resin is in the best form. Shake the resin bottle thoroughly before pouring it into the VAT.
If resin sits in a resin vat for a day or more, the chemicals and pigments can separate. One user recommended stirring the resin in the vat so that the particles can mix.
Another user talked about warming the resin a bit by simply placing the bottle near the heater for a few minutes before printing. Warming makes the resin smooth and bubbles-free, increasing adhesion to build the plate.
11. Clean Cured Resin From Previous Print
Apart from using good quality resin, cleaning any cured resin from the vat bottom or filtering the resin to remove smaller cured pieces is also recommended. Sometimes, especially after a failed print, small cured resin particles can mix and contaminate the resin.
This can affect resin quality and the layers may not adhere well with the build plate or with other layers.
You can simply filter resin by pouring it into the bottle through a filter. Some of the better filters and funnels you can buy from Amazon include:
- Sovol Stainless Steel Filter Funnel & Resin Filter Cup
- DOUMII Disposable Resin Filter with Silicone Resin Funnel
- SuperFilter Disposable Filter
Below is a short video on how to filter and properly store your 3D printer resin.
Cured resin particles can also sit at the vat bottom, creating bumps on the FEP film or blocking the UV light. All these situations can cause print peeling from the build plate or a complete failure.
Here is a video of cleaning cured resin from the bottom of the resin vat.
12. Maintain Room Temperature Above 25°C
One user recommends ensuring the room temperature is at or above 24°C (76°F) for regular resins and around 29°C (85°F) for thicker, clear, or translucent resin.
Though it’s not a common cause, a low room temperature can also lead to print failures like layers peeling from the build plate.
Anything below 20°C isn’t recommended for resin 3D printing because cold temperatures can affect the resin’s properties. So, if the temperature is down, turn on the thermostat and let the resin sit for some time before starting to print again.