How to Use Z Hop in Cura – A Simple Guide
Many people wonder how to use Z Hop in Cura or PrusaSlicer for their 3D prints, so I decided to write an article that goes into the details. It can be a useful setting in some cases, while in others, it’s recommended to leave it disabled.
Keep on reading for more information about Z Hop and how to use.
What is Z Hop in 3D Printing?
Z Hop or Z Hop When Retracted is a setting in Cura that slightly raises the nozzle when travelling from one place to another while printing. This is to avoid the nozzle hitting previously extruded parts and happens during retractions. It helps to reduce blobs and even decreases printing failures.
You can also find Z Hop in other slicers like PrusaSlicer.
For some users Z Hop works great to solve certain printing issues, but for others, turning it off has actually helped with problems. It’s always best to test settings out for yourself to see whether they work in your benefit or not.
Check out the video below to see what Z Hop looks like during printing.
Some of the main benefits of enabling Z hop is:
- Prevents the nozzle from hitting your print
- Reduces blobs on the surface of your model due to material oozing out
- Blobs can cause prints to get knocked over, so it increases reliability
You can find the Z Hop setting under the Travel section.
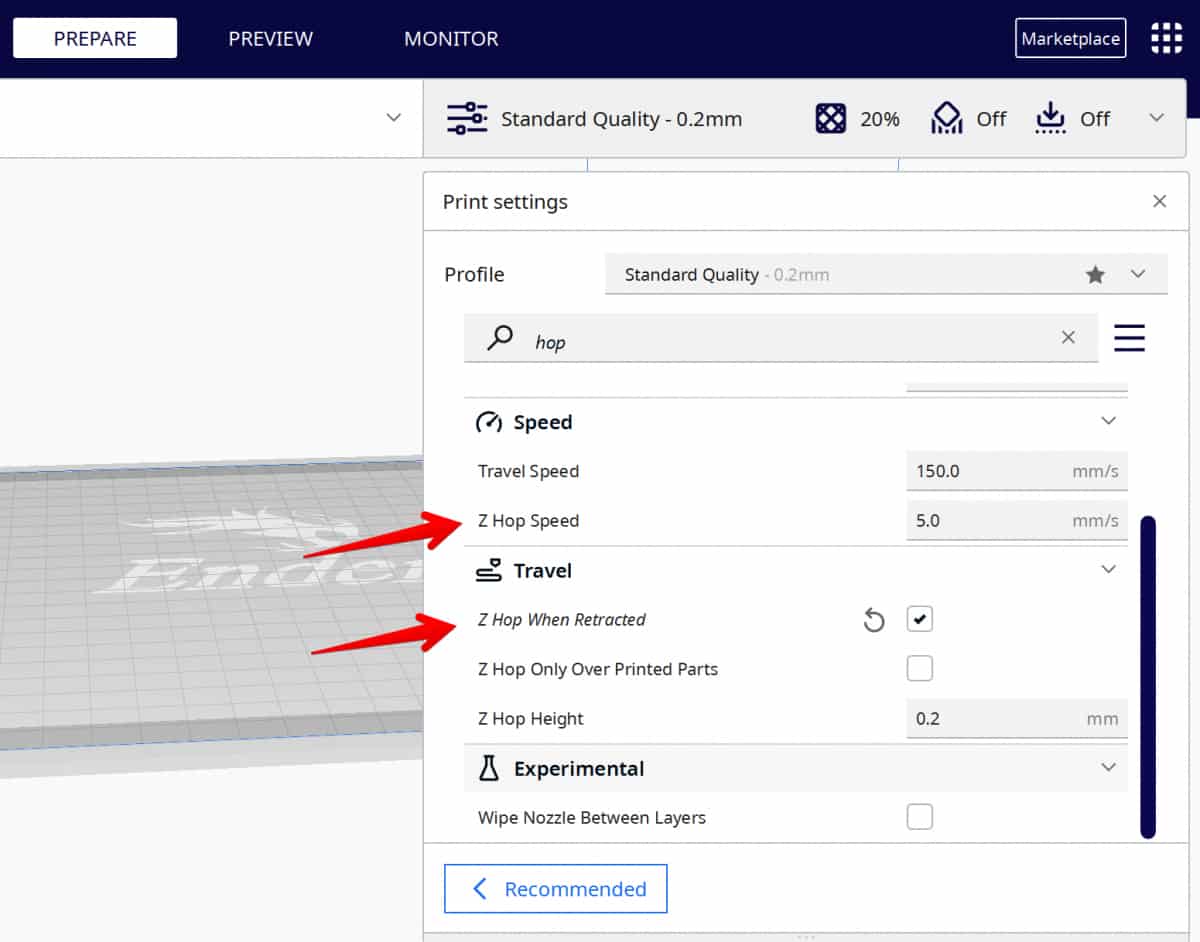
Once you check the box next to it, you will find two other settings: Z Hop Only Over Printed Parts and Z Hop Height.
Z Hop Only Over Printed Parts
Z-Hop Only Over Printed Parts is a setting that when enabled, avoids travelling over printed parts as much as possible by travelling more horizontally rather than vertically, over the part.
This should reduce the number of Z Hops while printing, but if the part can’t be avoided horizontally, the nozzle will perform a Z Hop. For some 3D printers, too many Z Hops can be bad for the Z axis of a 3D printer, so reducing it can be useful.
Z Hop Height
The Z Hop Height simply manages the distance that your nozzle will move up before it travels between two points. The higher the nozzle goes, the more time printing takes since movements in the Z axis is known to be up to two magnitudes slower than X & Y axis movements.
The default value is 0.2mm. You don’t want the value to be too low because it won’t be as effective and may still cause the nozzle to hit the model.
There’s also a Z Hop Speed setting under the Speed section of your Cura settings. It defaults at 5mm/s.
What is a Good Z-Hop Height/Distance for 3D Printing?
Generally, you should start with a Z Hop Height that is the same as your layer height. The default Z Hop height in Cura is 0.2mm, which is the same as the default layer height. Some people recommend setting Z Hop Height to be twice your layer height, but it’s really down to experimenting what works for your setup.
One user who uses Z Hop for their 3D prints uses a 0.4mm Z Hop Height for a 0.2mm layer height, then use a 0.5mm Z Hop Height with a 0.6mm nozzle and 0.3mm layer height on a different printer.
Another user mentioned that they mostly use Z Hop if a 3D print has a large horizontal hole or arch that may curl up while printing. The curl might catch on the nozzle and push the print, so they use a Z Hop of 0.5-1mm for these instances.
How to Fix Cura Z-Hop Not Working
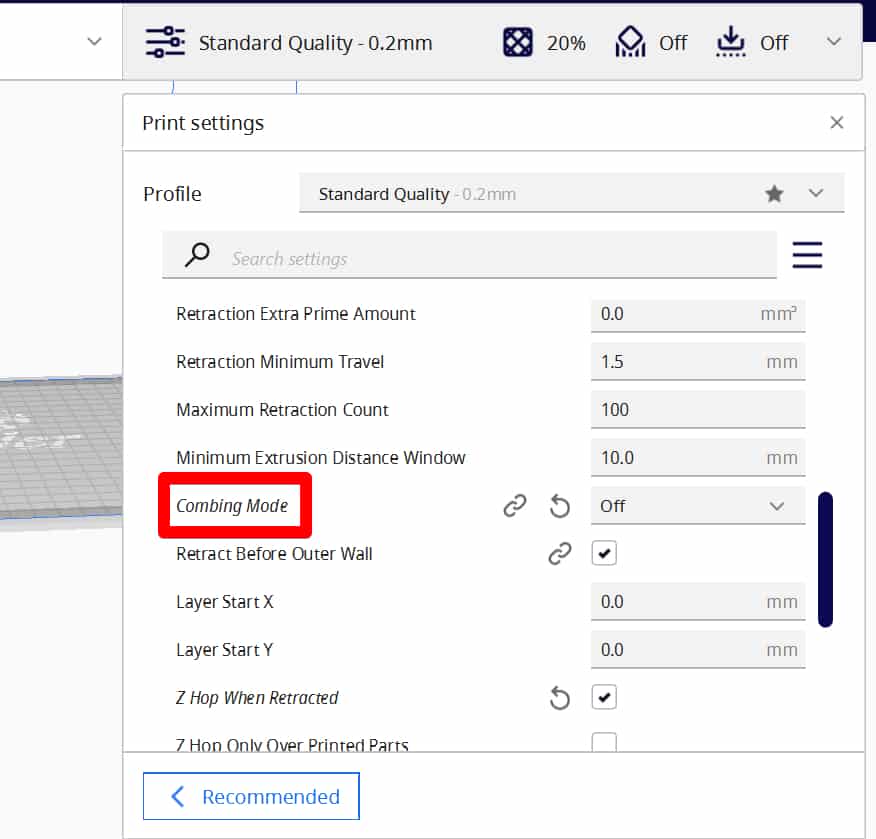
Disable or Adjust Combing Setting
If you are experiencing Z Hop only on the first and top layers, this could be down to having Combing enabled or not having the right settings.
Combing is a feature that makes the nozzle avoid printed parts altogether (for similar reasons to Z Hop) and it may interfere with Z Hop.
To disable Combing, go to the Travel section of the settings and choose the Off option from the drop off next to it, though you might want to keep Combing on for separate reasons.
You can choose a Combing setting such as Within Infill (the strictest) or Not in Skin as a way to still have good travel movements without leaving imperfections on your model.
Best Z Hop Speed for 3D Printing
The default Z Hop Speed in Cura is 5mm/s and the maximum value is 10mm/s for the Ender 3. One user mentioned that he created 3D prints successfully using 20mm/s in Simplify3D with great seams and no stringing. There aren’t many examples of a best Z Hop speed, so I’d start with the default and do some tested if needed.
Going past the 10mm/s limit produces a Cura Z Hop speed error and makes the box go red for certain printers.
It’s possible to go past the 10mm/s limit by changing text within your 3D printer’s definition (json) file in Cura if you are technically savvy.
One user who has a Monoprice printer suggests changing the speed from its default value of 10 to 1.5, so it has the same value as the Maximum Feed Rate for the printer.
Basically, keep in mind that, depending on the printer and the slicer you use, the default value might change, and so will the recommended settings, and what works for one printer or one slicer may not necessarily work for others as well.
Can Z Hop Cause Stringing?
Yes, Z Hop can cause stringing. Many users who turned on Z Hop found that they experienced more stringing due to the melted filament travelling across the model being and lifted up. You can combat Z Hop stringing by adjusting your retraction settings accordingly.
The default Retraction Speed for the Ender 3 is 45mm/s, so one user recommended going for 50mm/s, while another said they use 70mm/s as their Retraction Retract Speed, and 35mm/s for their Retraction Prime Speed to get rid of Z Hop stringing.
The Retraction Retract Speed and the Retraction Prime Speed are sub settings for the Retraction speed value and refer to the speed at which the material is pulled out of the nozzle chamber and pushed back into the nozzle, respectively.
Basically, pulling the filament into the nozzle faster will reduce the time it has to melt and form strings, while pushing it back slower will allow it to properly melt and flow smoothly.
These are settings you should usually configure based on what works best for your printer. You can find them by using the search box in Cura. PETG is the material that most likely causes stringing.
Here is a video that talks more about retraction.
For some users, slightly decreasing the printing temperature helped with stringing caused by Z Hop. Another user suggested switching to a flying extruder, although this is a bigger investment.
Sometimes, disabling Z Hop might work better for your print, so, depending on your model, you can try turning the setting off and seeing if that works for you.
Check out this user who experienced a lot of stringing from Z Hop. The only difference between the two images was having Z Hop on and off.
Be careful with Z hop. It was the biggest thing causing my prints to string. The only setting change between these two prints was taking out the Z hop.
byu/Watersbottle in3Dprinting
Other Z Hop Settings
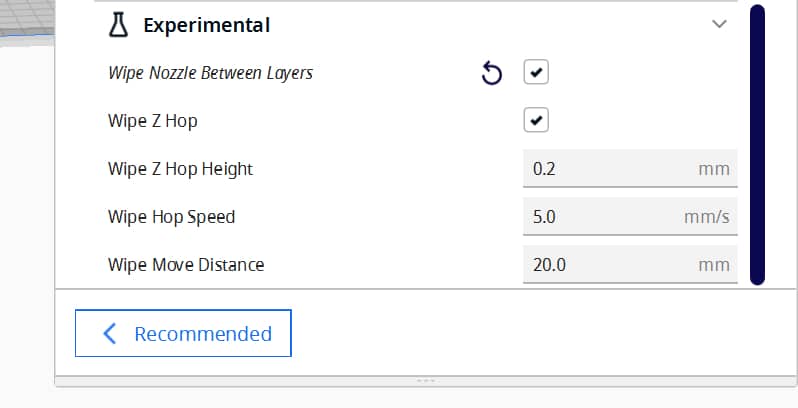
Another relevant setting is the Wipe Nozzle Between Layers setting. When this is enabled, it brings up a specific option to Wipe Z Hop.
In addition to these, Cura offers the experimental setting of Wipe Nozzle Between Layers. When the box next to it is ticked, new options will appear, including the option to wipe the nozzle while performing Z Hops.
These settings only affect the experimental wiping action, if you choose to enable it, and you can configure it further by changing the height and speed of the Z Hop.