How to Get the Perfect Build Plate Adhesion Settings & Improve Bed Adhesion
Getting the best build plate adhesion settings for many can get confusing, especially if you don’t have experience using some of these settings.
I decided to write an article to help the people who aren’t too sure what the settings do, and how to get them perfect for your 3D printing journey.
To get the best build plate adhesion settings, you should make use of a brim or raft to help secure your print to the build plate. You want to make sure your build plate temperature is set correctly for the material you are using. Increasing your Initial Layer Flow Rate can help improve adhesion.
Keep on reading through this article for some useful info on build plate adhesion settings and more.
What Types of Build Plate Adhesion Settings Are There?
There are three main types of Build Plate Adhesion settings that can help your 3D prints stick to the bed and come out more successfully. They are a: Skirt, Brim, and Raft.
Skirt
A Skirt is one of the more popular build plate adhesion settings and it simply extrudes an outline around your model to ensure the nozzle is ready to extrude cleanly.
You can set a specific number of Skirts, so 5 skirts would be 5 outlines around your model. Some people use this setting to level their 3D prints before the printing process begins.
According to some 3D hobbyists, it improves the effectiveness of the extruder by defining the print area. Personally, I use 3 Skirts on most of my prints if I’m not using a brim or raft.
Brim
A Brim adds a single layer of flat area around the base of the model to prevent warping. Since this provides an extra surface area, more material will stick to the build plate.
While it uses more material than the skirt option and takes a little more time, you are more than likely to get stronger build plate adhesion.
According to users, it is easy to remove, it doesn’t waste as much material, and it doesn’t affect the bottom layer finish of the 3D print.
Raft
This third build plate setting adds something like a thick grid that has a “raft” between the build plate and the model. It is the filament that is deposited directly on the build plate.
Use the Raft option if you will be working with materials that may have a higher chance of warping, like ABS filament or for larger 3D prints.
Most users mention its ability to give a stronger first layer and overall consistent print output.
As a fourth and rarely used option, you may disable the adhesion types setting to None.
If you make a mistake with your build plate adhesion setting, there is a chance that the print will become loose and that it will fail, especially if you are using a surface like a glass build plate that doesn’t have a naturally textured surface.
To know more about the proper use of Skirt, Brim, and Raft settings in 3D printing, check out the video below for a better visual.
How Do You Increase Build Plate Adhesion?
To increase build plate adhesion, you should ensure the following:
- Make sure your print surface is smooth, clean, and ready.
- Check if there are no greasy liquids, oils, or even fingerprints on the build surface.
- Regularly clean the build surface
- If you use tape or any other adhesion sheet on it, it should be regularly replaced.
- Use soap and water or an alcohol cleaner to remove stubborn stains and glues.
You should correctly level the build surface. To do this, adjust the distance between the nozzle and the build plate. If the distance is too close, your nozzle will find it hard to extrude because there is not enough of a gap for the filament to come out.
If it is too far, the heated filament won’t squash down into the build plate for better adhesion, and would rather lay down softly. Even if you use glue or tape, the bed adhesion would still be weak.
You should set the correct bed temperature in your slicer. What most users do is some trial and error to see which temperature works best for their specific filament. You can adopt that method in setting your bed temperature.
Different types of filament can require lower or higher bed temperatures.
Other users suggest the use of an enclosure to keep the temperature stable. Keep in mind that some materials require a high build plate temperature and they will only work well in a stable printing temperature.
If the temperature of the environment is cooler than the build plate temperature, it can lead to the print’s separation from the build plate during printing.
It might not work as well with PLA since it is a lower temperature filament, but you can use an enclosure and slightly open a gap to decrease the operating temperature in the enclosure.
These few suggestions are proven to work by several printer hobbyists using it for their 3D prints, and they can work for you too.
What is the Best Type of Build Plate Adhesion?
The best type of plate adhesion for smaller prints that don’t need a lot of adhesion is around 3 Skirts. For medium prints that need a little more adhesion, a Brim is the best build plate adhesion type. For larger 3D prints or materials that don’t stick too well, a Raft works really well.
Best Settings for Build Plate Adhesion
Best Build Plate Adhesion Settings for Skirts
There are only three Skirt settings in Cura:
- Skirt Line Count
- Skirt Distance
- Skirt/Brim Minimum Distance Length
You’ll usually only want to adjust the Skirt Line Count to your desired number of outlines, but you can opt-in to change the Skirt Distance which is the distance between the Skirt itself and your model. It stops your model from attaching to the Skirt, being 10mm at default.
The Skirt/Brim Minimum Distance Length simply makes sure you are using enough of a distance to ensure your nozzle is properly primed before printing your model. If your Skirt doesn’t reach the minimum length set, it will add more contours.
You shouldn’t have to adjust this setting either for the best Skirt settings.
Best Build Plate Adhesion Settings for Brims
The Brim has five settings in Cura:
- Skirt/Brim Minimum Distance Length
- Brim Width
- Brim Line Count
- Brim Distance
- Brim Only on Outside
The Skirt/Brim Minimum Distance Length defaults to 250mm, a Brim Width of 8mm, a Brim Line Count of 20, a Brim Distance of 0mm and Brim Only on Outside checked.
These default settings work really well for Brims so you shouldn’t have to adjust any of these settings. A larger Brim Width will give you better build plate adhesion if desired, though if you have a large print it can reduce the effective build area.
The Brim Only on Outside setting is better to be left on because it stops brims from being created inside the model where there are holes.
If you are having problems with this, you can actually use a Skirt, but put the Skirt Distance at 0mm to attach to the outside of your model.
Best Build Plate Adhesion Settings for Rafts
The Raft has several options:
- Raft Extra Margin
- Raft Smoothing
- Raft Air Gap
- Initial Layer Z Overlap
- Raft Top Layer Settings – Layers/Layer Thickness/Line Width/Spacing
- Raft Middle Layer Settings – Layer Thickness/Line Width/Spacing
- Raft Base Layer Settings – Layer Thickness/Line Width/Spacing
- Raft Print Speed
- Raft Fan Speed
Your raft settings don’t usually need much tweaking unless you are doing some advanced level stuff. The main three settings you may want to change are the Raft Extra Margin, Raft Air Gap & Raft Top Layer Settings.
The Raft Extra Margin simply increases the size of the raft around the model, leading to an increased level of adhesion for your prints. Do keep in mind that it will take up more build space on your print bed.
It also has the added benefit of reducing the warping effect on the raft itself.
The Raft Air Gap is very useful and what it does is allow the raft to be broken off from the print by providing a gap between the raft and the model. It defaults at 0.3mm but increasing it to 0.4mm works better for me to remove the prints nicely.
You don’t want the gap to be too far since it can result in the model letting go of the raft during the printing process.
The Raft Top Layer Settings are done pretty well with default settings, though if you are experiencing issues with rough top layers, you can increase the default value of 2 to 3 or 4, or increase the Raft Top Layer Thickness.
What is the Difference Between a Raft & a Brim?
The difference between a raft and a brim is that a raft is a series of layers that goes under the model you want to 3D print, while a brim is a single layer flat area that lies along the outside of the model. A raft provides better build plate adhesion, while a brim still works but with less adhesion.
Rafts can sometimes be easier to remove than a brim because there is more material attached to remove, while a brim is a single layer which is prone to breaking off in pieces.
It’s a good idea to use tools that can get underneath the model to remove the raft or brim from your model. Most people choose to use rafts rather than brims, but it really depends on the shape and size of your model, as well as what material you are printing with.
Materials that are known to warp a lot like ABS can benefit more from a raft rather than a brim.
How to Improve Build Plate Adhesion with PLA, ABS, PETG
In order to improve build plate adhesion for PLA, ABS, and PETG, you should level your build plate, optimize your build plate temperature, use an adhesive on your build plate, and adjust slicer settings such as Initial Layer Speed.
You can avoid plenty of print failures halfway through the printing process by making sure your 3D prints are secure at all times.
Level Your Build Plate
The first and most important step to improve your build plate adhesion is to make sure all sides of your bed are properly leveled. Even if you have the best slicer settings, if your build plate isn’t even, you are likely to run into adhesion troubles.
There are many methods that people use to level their print bed, but the video below shows the most simple and effective method to do it.
Optimize Your Build Plate Temperature
It’s a good idea to test different build plate temperatures so you can figure out what works best with the material you are using. Some heated beds don’t heat very evenly so increasing the temperature may be beneficial to getting better results.
Your filament should provide a recommendation of good build plate temperatures to use for ideal results, but you still want to test different ranges.
In addition to this, using an enclosure can help to stabilize and secure the temperature in the printing environment rather than having fluctuations and swings. Rapid cooling of material is what causes warping, leading to bad build plate adhesion.
One user suggested that turning their cooling fans to better direct at the 3D print can help get better print quality, but the results may vary depending on your choice of filament.
Use Trusted Adhesives
Using an adhesive substance on your print bed is what many 3D printer professionals do to keep models stuck to the build plate, and to reduce warping on the edges of prints.
Layoneer 3D Printer Adhesive Bed Glue is a well-respected and trusted product that works really well for getting great adhesion to the print bed. It’s long-lasting so it doesn’t require application after every print, meaning it costs just pennies per print.
You have a no-mess applicator so it doesn’t accidentally spill, and you even get a 90-day manufacturer guarantee, where you can get a 100% money-back refund if it doesn’t work for you.

Adjust your Slicer Settings
As mentioned above, you could create a skirt, brim, or raft for your model.
One lesser known technique to improve build plate adhesion is to use Anti-Warping Tabs in Cura which is similar to a raft, but much more controlled and precise. You can adjust the size of the tabs, as well as the X/Y distance and number of layers.
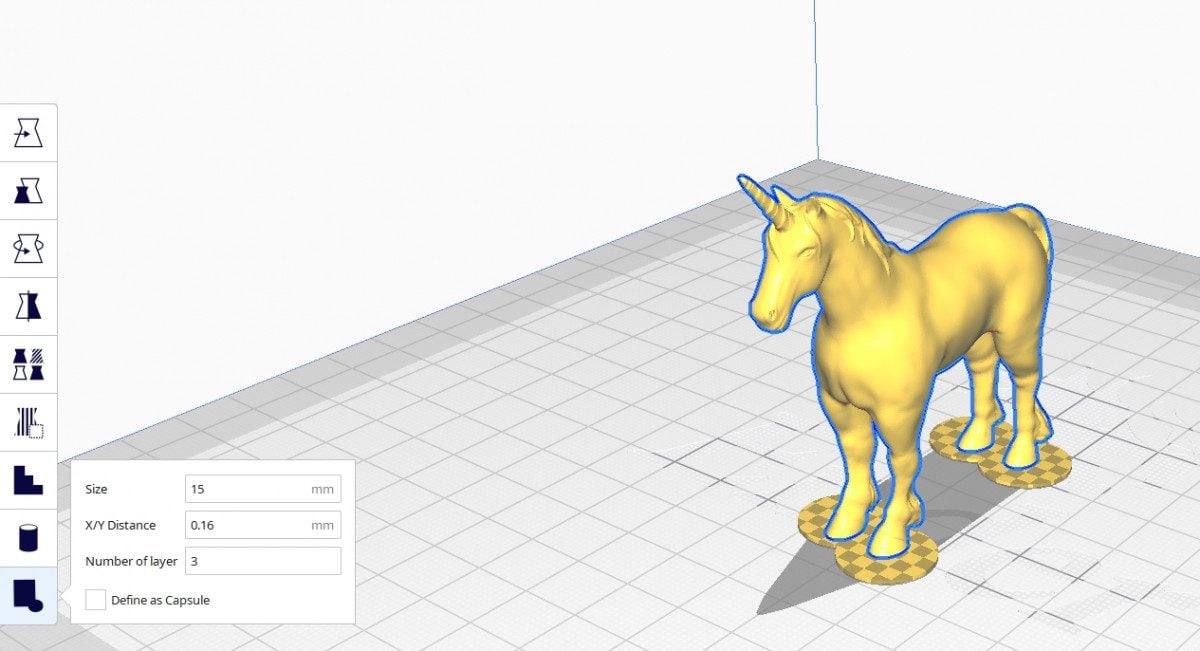
These should be easy to remove after your model is printed, but doesn’t take up much time or material to create.
Having a slower Initial Layer Speed is ideal for better build plate adhesion for PLA, ABS & PETG which defaults at 20mm/s in Cura. One thing you can do is increase the Initial Layer Flow percentage to push the first layer material into the build plate.