How to Fix Cura Not Printing Top Layer
Cura not printing the top layer is an issue that many users experience when it comes to 3D printing. Some people wonder how they can successfully 3D print top layers on Cura, so I decided to write this article detailing how to fix this.
How to Fix Cura Not Printing Top Layer
Here’s how to fix Cura not printing the top layer:
- Increase Top Layer Thickness
- Increase Top Layer Number
- Select Concentric in Top Patterns
- Don’t Use a 100% Infill Density
- Enable Ironing
- Enable Monotonic Top/Bottom Order
- Turn OFF Spiralize Outer Contour

For better understanding, check this video that goes through all the top/bottom layer settings and infill parameters in Cura.
Increase Top Layer Thickness
One method that works for fixing Cura not printing the top layer is to make sure that the “Top Layer Thickness” is at least between 1.2mm to 1.6mm.
You can increase thickness under the “Top/Bottom” settings by either putting a value (divisible of layer height) in “Top/Bottom Thickness” or separately in the “Top Thickness”.
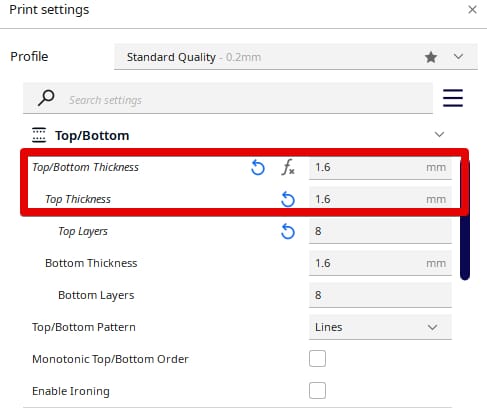
The default value in Cura is 0.8mm which is not the best, but the minimum value for 3D printers. Top layers with 0.8mm thickness can be so thin that it can easily result in 3D models with pillowing, sagging, or gaps in the top layer.
For some models, it may look like the top layers are not even printed at all.
How the final model will look also depends on the model’s shape, design, and geometry. So, I’d recommend testing different thicknesses by printing simple models and seeing which thickness leads to printing visible and robust top layers of your model.
One user said that he uses at least 1mm top layer thickness because it prints layers with enough rigidity and flatness that works for 99% of his 3D models.
Another user said that the top/bottom layer thickness should be an even multiple of your layer height. If you are using a 0.2mm layer height for example, you’ll want to use a Top Layer Thickness of values such as:
- 1.2mm
- 1.4mm
- 1.6mm and so on
The number of layers will automatically change to fit these values.
Increase Top Layer Number
Another fix for Cura not printing the top layer is increasing the number of the top layers. You can increase this value under the “Top/Bottom” settings. It is better to just input the top layer thickness and let Cura make the calculations and decide the top layer numbers itself.
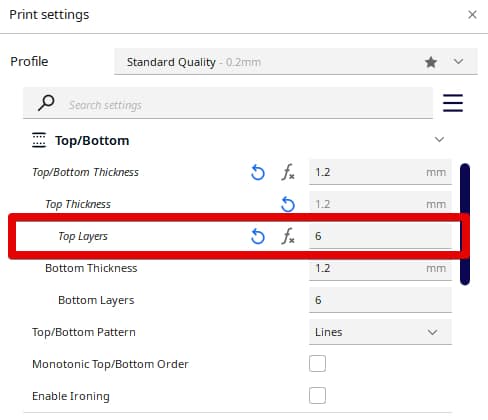
When you don’t have enough top layers, the layers tend to sag and don’t give a solid covering to the printed model. Many users recommend 3-5 as the minimum numbers of top layers.
One user said that having at least 3 top layers is the minimum recommendation because printing only 1 layer over a gap will result in sagging and won’t print flat.
Another user said that if you want to counteract sagging over the infill, 6 top layers are a magic number with 2-4 bottom layers.
Select Concentric in Top Patterns
Another useful method for fixing Cura not printing the top layer is changing patterns from “Lines” to “Concentric”. “Lines” is the default top layer pattern, and it adheres well with the walls.
When printing in a line pattern, straight lines are extruded by the nozzle which may have gaps, especially if layers are less or thin.
So, if your model is missing top layers when you slice it in Cura, change the pattern because the geometry or design of the model can work better with a different top layer patterns for stronger covering.

Concentric forms layers in a circular motion. This may affect the surface quality, but the chances of the top layers not printing can be reduced. It also prevents the formation of gaps, sagging, pillowing, and air pockets in the top layers.
Zig Zag is also an option, but it doesn’t adhere as well to the walls of the model compared to the lines or concentric patterns. However, you should test it by printing a small model to see if it works for your specific design or model.
Don’t use a 100% Infill Density
One way to fix Cura not printing top layers is decreasing the infill density under the “Infill” settings if it’s at 100%.
When you set the infill density to 100%, Cura automatically sets 0 top layers and 99999 for the bottom layers. It’s because the 3D printer has to print all the layers as solid.
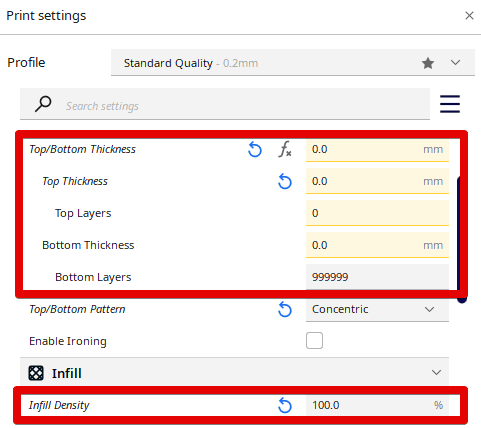
To fix this, change the infill percentage (even 99% will work) and you will be able to manually set the number of the top layers.
Why does Cura default to such odd shell settings? 999999 bottom layers and 0 top layres seem kind of strange.
byu/FikaMedHasse inFixMyPrint
Enable Ironing
You can also fix Cura not printing the top layer by enabling the Ironing setting. As its name suggests, this setting passes the hot nozzle with a thin layer of filament or no filament at all. It helps to clean up the look of the top layer surface as well as fills the gaps.
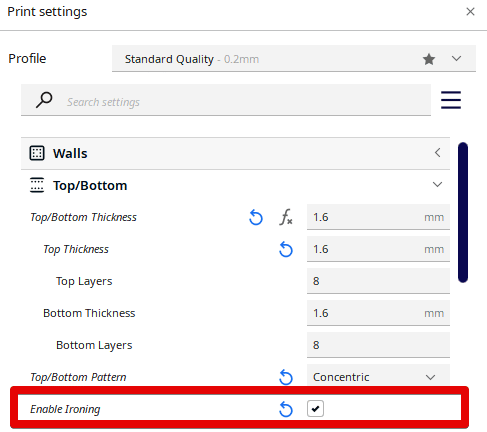
When top layers are thin, they usually tend to have gaps and mix with the infill structure. One user said that by enabling ironing, the print lines on all flat/top faces of the model will be less noticeable and the model will have a smoother surface.
For a detailed explanation of the ironing feature and to see how it helps in printing better top layers, check out the video below.
Enable Monotonic Top/Bottom Order
Another strong recommendation from many Cura users is to enable the Monotonic Top/Bottom Order. This setting ensures that the lines of multiple top layers are extruded in the same position and direction to make them adjacent.
When the extruded lines are aligned properly, the top layers will look consistent with a smoother look.
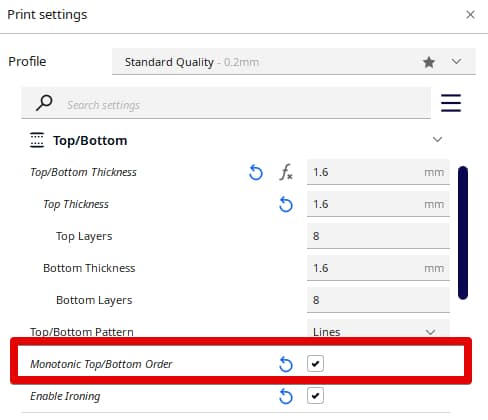
You can find this setting by searching for “monotonic” or by going to the Top/Bottom section in the Cura settings under the correct settings visibility view.
One user said that monotonic top/bottom order is like mowing the lawn and enabling it is a must if you want a great flat surface as top layers.
Another user also recommended enabling both ironing and monotonic top/bottom layer order because doing so brought him the best top layers he has ever printed.
You can take a look at the video below to see how enabling Monotonic Top/Bottom Layers Order can help you print top layers in Cura.
Turn OFF Spiralize Outer Contour
As another method to make Cura print top layers, many people suggest turning OFF the “Spiralize Outer Contour” feature under the “Special Modes” in Cura settings.

This is just like the “Vase Mode” in other slicers and instructs the 3D printer to horizontally print the top layers of the model using a single, continuous line that works for printing hollow vase-like boxes or models.
Check out the video below to see how enabling this setting can remove all the infill and top layers from the model.
One user said that while printing the Calibration Cube in Cura 4.9.1, the top layer was missing, and it wasn’t included even in the slicing preview. He was using the settings:
- Line Width 0.4mm
- Line Height 0.12mm
- Top/bottom layers 0.56mm
The problem was resolved right away when he turned OFF the “Spiralize Outer Contour” setting as suggested by another user.
How to Remove Top & Bottom Layers from Model
Here’s how to remove the top & bottom layers from the model:
- Set Top/Bottom Layers to 0
- Install Pause at Layer Plugin
Set Top/Bottom Layers to 0
One method that is best for removing the top and bottom layers from a model is setting the top/bottom thickness to 0. The input fields will turn orange as a warning that this may not be a good idea because setting 0 means that your printed model will have exposed infill.

This feature allows you to print models with different designs simply by trying different infill patterns and adjusting some settings. You can also print hollow boxes by 3D printing a model or calibration cube with 0% infill and 0 top/bottom layer thickness.
Install Pause at Layer Plugin
Another useful method recommended by many users for removing the top and bottom layers is to install/use the “Pause at Layer” plugin in Cura.
This plugin gives you the option to input a specific layer number such as 40 and the 3D printer will pause printing as soon as it reaches the 40th print layer.
It’s done by going onto Cura, then selecting Extensions in the top toolbar, hovering over Post-Processing then selecting Modify G-Code.
This will bring up a box where you have the option to “Add a script” and select “Pause at height”. Figure out what layer you want to pause at and enter in that layer in the relevant box.
You can learn how to do this by watching the video below.