10 Ways How to 3D Print with Flexible Filament – Ender 3
Printing with flexible filaments such as TPU and TPE can be challenging compared to rigid materials like PLA or ABS. Since they require specific settings, upgrades, or considerations, I decided to write an article on how it can be done to achieve good print results.
You can 3D print with flexible filament by using a less flexible filament or replacing the Bowden extruder with a direct drive setup. Adjust printer and slicer settings like speed, temperature, and retractions. Drying the filament and reducing spool resistance may also help in getting successful 3D prints.
Keep on reading to learn how to 3D print with flexible filament.
How to 3D Print with Flexible Filament
Here is how to 3D print with flexible filament:
- Print with Less Flexible Filament
- Upgrade your Bowden Extruder Setup
- Print with Direct Drive Extruder
- Print at a Slow Printing Speed
- Increase the Nozzle & Heated Bed Temperature
- Minimize/Turn-Off the Retraction Settings
- Increase the Filament Flow
- Avoid Raft and Supports
- Minimize Filament Spool Resistance
- Keep the Flexible Filament Dry
1. Print with Less Flexible Filament
If you want to print in a Bowden extruder, the best thing is to use a flexible filament that isn’t too flexible like Filaflex 95A or TPU 98A.
In the Bowden extruder setup, the filament travels through a long tube before reaching the hotend. When printing highly flexible filament, this can create issues of bending, resistance, inconsistent/under-extrusion, and clogging.
Printing filament with a bit more hardness can make travel easy, thus increasing the print’s success rate.
Filaments such as TPU come in varying flexibilities such as 82A, 85A, or 95A. Numbers like 95A or 85A indicate the flexibility of the filament (called Shore Hardness), the higher the number, the less flexible the filament.
Though you need to adjust print settings, printing less flexible filament can be done with most Bowden extruder 3D printers without requiring any upgrades.
Decreasing the printing speed, minimizing/turning off the retractions, and ticking “Enable Costing” under “Experimental” settings in Cura is also recommended.

2. Upgrade your Bowden Extruder Setup
Modifying the PTFE tube, adding a Capricorn tube, or installing some other upgrades to your Bowden extruder can help in 3D printing flexible filament with ease.
Sometimes short PTFE tubes can bring better results than long PTFE tubes. So, testing with different lengths is recommended.
Check out the video below of printing on Ender 3 with PTFE tubes of varying lengths.
With a Capricorn PTFE Tube and a 3D printed insert to guide the filament, one user successfully prints flexibles at a 30mm/s printing speed with no retractions.

- Capricorn PTFE is well regarded as the highest quality PTFE tubing in all of 3D printing. The tight tolerances make sure that the filament is lead directly to the hotend with as little room for error as possible between the extruder and the hotend.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
With its tight tolerance, high precision, clog reduction, and ability to guide flexible filament directly into the hotend without any issues, Capricorn is considered the best of all PTFE tubing in 3D printing.
After using it on Ender 3 for 5 years, one user recommended the Efficient Extruder by Fluxma from Thingiverse to print flexible models with acceptable surface quality. Another user considers Flexible Filament Extruder Upgrade from Thingiverse, a good upgrade.
Here is a video of printing flexible filaments on CR-10 and Ender 3 using the latter upgrade.
3. Print with Direct Drive Extruder
Probably the best way to 3D print with any kind of flexible filament is by converting the extruder to a Direct Drive one. However, tweaking the printer settings such as print speed, printing temperature, retraction, and other settings is essential to achieve better results.
The direct drive extruder has the minimum distance between the extruder motor and the hotend, making it easy for the flexible filament to feed and extrude from the nozzle.
Since there’s no Bowden tube, the filament is directly fed into the hotend resulting in consistent/precise extrusion, controlled retraction, and reduced oozing or stringing.
It also offers versatility by handling all kinds of filaments without requiring any upgrades or major adjustments in your 3D printer.
Though you can choose from many options such as the Creality Sprite Extruder or the Creality Ender 3 Direct Drive Extruder Kit from Amazon, one user is getting good results by using SpeedDrive V1 Direct Drive Mount from Thingiverse on his Ender 3.
Though the mechanics could be different depending on your 3D printer, the process of replacing the Bowden extruder with a direct drive will almost be the same.
Here is a video on how to install the direct drive extruder kit to Ender 3.
4. Print at a Slow Printing Speed
When using flexible filaments, decreasing the “Print Speed” under the “Speed” settings in Cura can help achieve better results. Since flexible filaments are stretchy, they may compress while printing and may result in filament binding, wrapping around the extruder, or clogs.
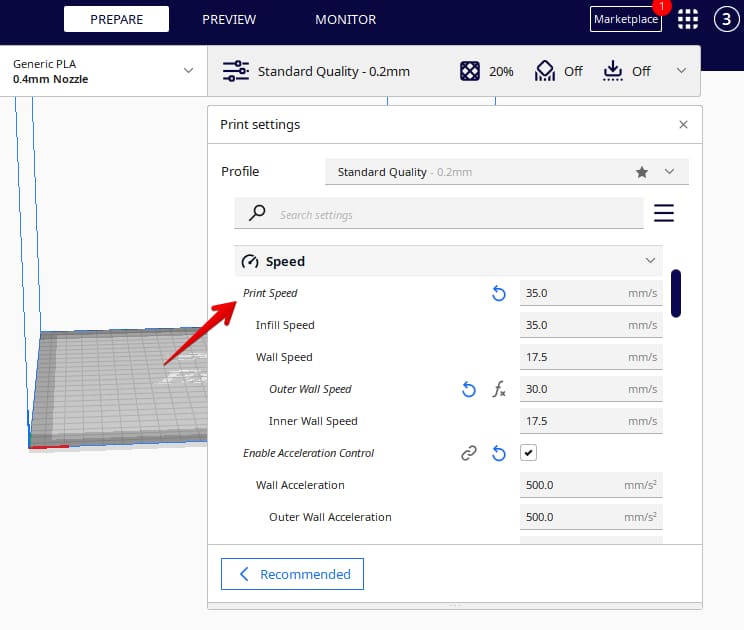
The filament is also not very compatible with sudden changes in print speed and printing at high speed can cause issues like oozing and stringing. You may want to find the optimal printing speed by trial and error.
Where one user recommended printing speed as slow as 20mm/s, especially for the perimeters and infill, another user considers 25-35mm/s for Bowden and 35-50mm/s for Direct Drive as the key to a successful 3D print with flexible filament.
Start with the highest speed recommended, but if the nozzle is clogging, stop the print, remove the clog, and restart the print by reducing speed until you get smooth 3D printing.
5. Increase the Nozzle & Heated Bed Temperature
Increasing the temperature a bit high is crucial when printing flexible filaments. Typically, the extruder temperature that works for 3D printing flexible filaments is between 225-245°C.
You can change the value of “Printing Temperature” and “Build Plate Temperature” under the “Material” settings in Cura.
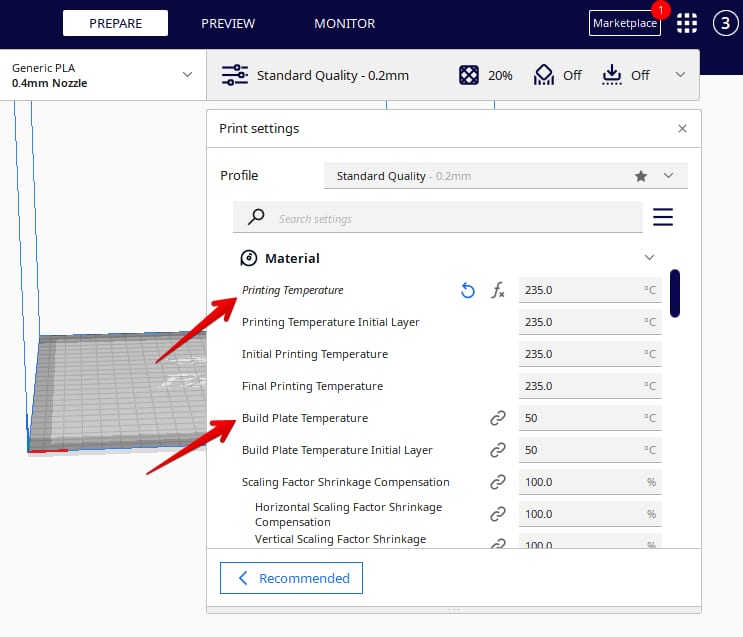
Though the heated bed is not essential, using it can help in bed adhesion, and a temperature between 45-60°C works best for most flexible filaments. Make sure you find the best temperature because too high can lead to stringing while too cold may result in a jam.
When 3D printing flexible filaments like TPU or TPE, one user considers setting the most ideal nozzle and bed temperature crucial to avoid sticky initial layers or oozing.
Additionally, using the extruder fans can also help in avoiding stringing problems and getting high-quality print surfaces.
Another user recommended a nozzle temperature of 220-230°C. You may not use a heated bed (or set the temperature to 0°C) as TPU doesn’t warp. However, if the first layer isn’t sticky to the surface, increasing the heated bed temperature to 60°C would be great.
6. Minimize/Turn-Off the Retraction Settings
Another good way to 3D print with flexible filaments is by reducing the fast movements by adjusting the “Retraction” settings under the “Travel” tab in Cura.

At first, It’s better to turn off the retractions and focus on setting the best printing speed and extrusion. Once you are good at it, you may gradually start using the retraction setting.
One user claims to get good results with retraction distance at 5-7mm for Bowden and 2-5mm for direct drive extruder while the retraction speed at 100m/s should work for both setups.
Since the outcome mainly depends on the 3D printer and printing material, you should tweak the reaction with 0.5mm increments until you get things going on your specific 3D printer and printing material.
7. Increase the Filament Flow
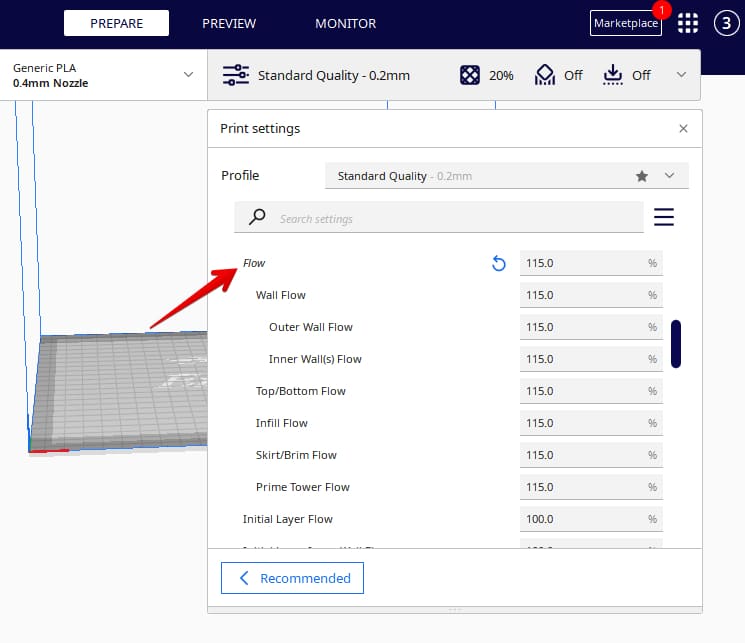
One way suggested by users is increasing the filament “Flow” above the default value at 100% under the “Material” settings in Cura. Increasing the flow means more filament will be pushed out from the extruder.
When 3D printing with flexible filaments, increasing the extrusion multiplier or flow rate can bring benefits like:
- Compensation for filament flexibility (compression or stretching)
- Improves the bonding between layers
- Overcomes under-extrusion issues
Since the optimal flow rate varies depending on factors like your 3D printer, flexible filament type, and other printing settings, it is better to print a Calibration Test Cube to adjust the setting correctly.
Here is a video on how to calibrate your 3D printer flow rate with Cura.
For 3D printing flexible filaments, a Flow Rate of 115% worked fine for one user. It offers a balanced rate between filament being fed and extruded resulting in successful flexible models, though this is going to vary between 3D printers and filaments.
8. Avoid Raft and Supports
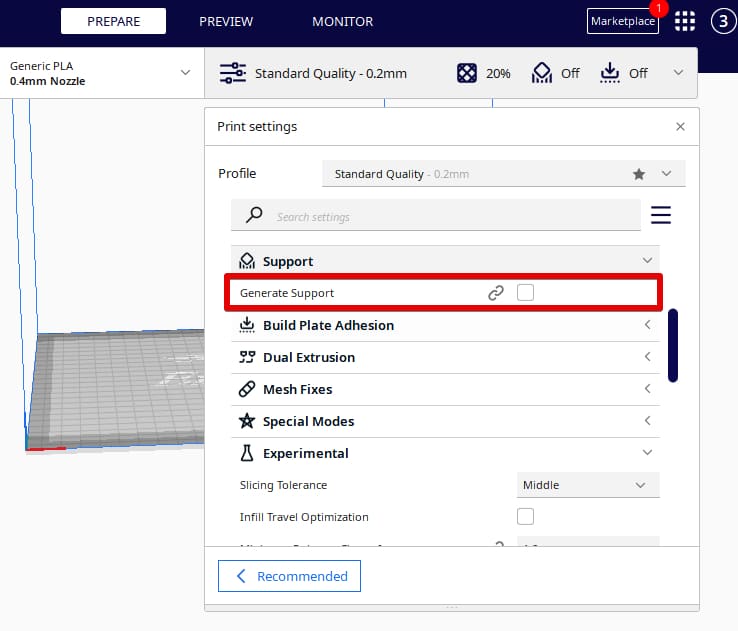
Another tip suggested by many users is not to print the rafts or supports with the flexible filament. That’s because the base of the rafts and supports usually has a higher extrusion rate which requires more material and can result in different issues.
Apart from the thick base, one user considers it almost impossible to remove the TPU supports without affecting the print surface quality.
If using supports is essential, the user recommends changing the orientation of your model to have fewer supports. You may also use the “Tree” as “Support Structure” under the “Support” settings in Cura as they form less contact with the print surface, making removal quite easy.

9. Minimize Filament Spool Resistance
Another good way to 3D print with flexible filament is by positioning your filament spool above your 3D printer. You may also install a bearing in the spool hubs for more free movement.
This will make it easy for the extruder to pull the filament as the spool is unwinding downwards and there is minimum resistance.
When an extruder pulls filament from the spool placed on a side of the 3D printer, the flexible filament can stretch causing less filament to feed and resulting in under extrusion or sometimes clogging as well.
10. Keep the Flexible Filament Dry
Flexible filaments like TPU and TPE generally absorb more moisture compared to PLA or ABS. So, ensuring the filament is completely dry before printing can prevent issues like uneven extrusion, clogging, and poor quality.
You can use a filament dryer (filament dehydrator or filament oven) by following the manufacturer’s temperature and time instructions. As recommended by a user, you can put your spool in a specialized filament dryer for 4-6 hours at 45-60°C.
The EIBOS Filament Dryer from Amazon works really well for drying filament, and even has space for two spools. It has an in-built hygrometer so you can see the humidity levels, and you can set a time from 0-24 hours and up to 70°C. It also has a fan to circulate the air for better drying.

- 【FILAMENT DRYER & STORAGE BOX】the filament dryer Cyclopes is specifically made for the purpose of drying 3D printer filament, aimed at removing the moisture that filament absorb from ambient exposing. Drying while printing, the dryer function as both storage box and filament holder (Note: you will need manually rotate the rolls for drying when NOT printing to avoid the direct hot air from the bottom)
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
To save the filament from moisture, store it in airtight containers or sealed bags.
Check out the video for more explanation and additional tips on 3D printing flexible filament.