How to 3D Print Only First Layer of a Model
Many users wonder how to 3D print just the first layer of an object. So I decided to write an article detailing exactly how to do that in your slicer software.
To 3D print only the first layer, you need to edit the G-code script of your model to stop automatically after the first layer. You can do this on Cura or Prusa slicer using the “Pause at” feature.
While this is a short answer, this article will walk you through the process of 3D printing just the first layer, whether you’re experimenting with new materials or creating special effects. Keep reading!
How to 3D Print Only First Layer
Here’s how to 3D print only the first layer:
- Launch your Slicer Software
- Edit your Slicer Software Settings
- Edit your Slicer G-Code
- Level your Printer’s Bed
- Upload the Model’s G-Code to your Printer.
- Print the Model
Launch your Slicer Software
On your computer, launch your slicer software. You need to ensure that the slicer software you decide to use will allow you to change its settings. It should also allow you to make changes to the model as you deem fit. Cura, Lychee, ChiTuBox, and Prusa should grant you this functionality.
Edit your Slicer Software Settings
Once you have launched your slicer software, you need to edit your slicer software settings to ensure your first layer is perfect. Some of these settings include layer height, print speed, and bed temperature.
The lower your printer’s layer height, the better your print quality. Your layer height should be between 0.1mm – 0.4mm (0.2mm recommended).
Also, your print’s speed affects your print’s quality. Slowing down the print speed for your first layer can help improve adhesion to the print bed. A print speed of about 20mm/s is usually recommended for the first layer.
This is to ensure proper adhesion of your first layer to the bed.
Depending on the filament you’re using, adjust the bed temperature to optimize adhesion. For ABS and PETG, your bed temperature should be at least 70°C and a maximum of 85°C for PETG and 100°C for ABS.
PLA does not require a hotbed during printing, but the bed could be set to about 50-60°C.
One user stated that he uses an initial layer height of 0.3mm, initial layer, and skirt/brim speed at 20mm/s for his prints. He said that using slow speeds for the first layer gave him improved first layer adhesion.
Check out this video from MakeWithTech for more details about first layer settings on Cura.
Edit your Slicer G-Code
Here’s a few steps to follow to edit your slicer G-Code:
- On your Cura software, locate the “Extensions” section on the toolbar at the top and click on it.

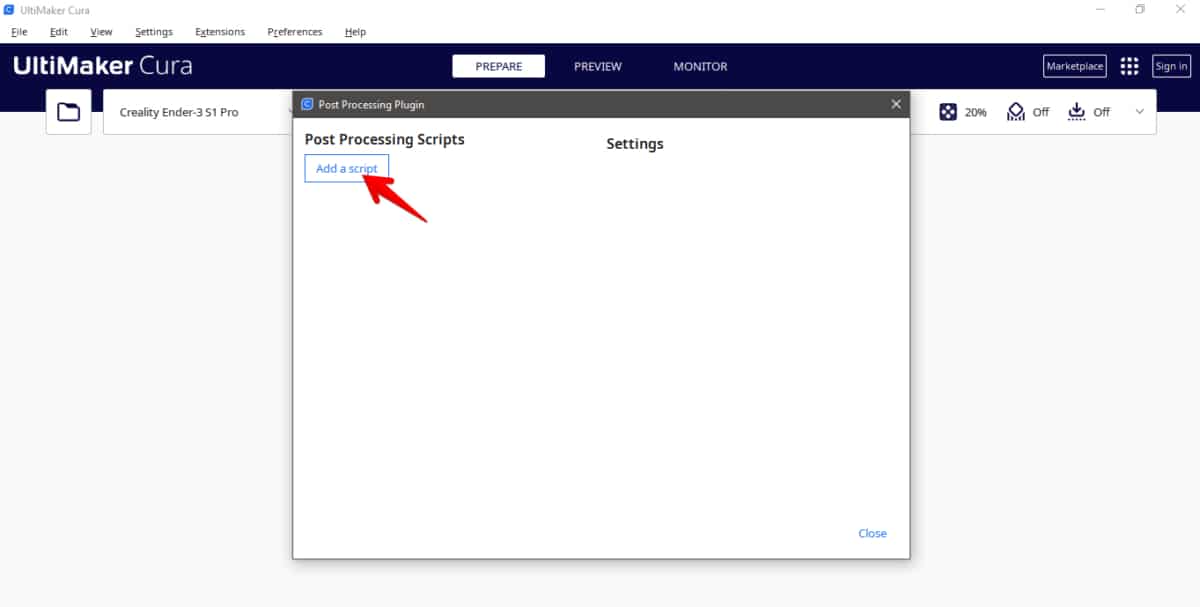
- On the drop-down menu, select “Post-Processing” and then click on “Modify G-code.” A new window should pop up with the option of adding a script.

- Click on “Add a script.”
- From the list of options available, click on the “Pause at Height Option.”

Under the “Pause at ” option, you can either choose “Pause at Height” or “Pause at Layer” on Cura.
The “Pause at Height” allows you to input the height you want the print to stop in mm. Since you only want to print the first layer, you want to set the height of your print to the layer height setting of your slicer.
One user stated that if you want to design an STL file that is only one layer thick, the maximum height of the model must be equal to the layer height settings of your printer.
If you are printing at 0.2mm layer heights, design it so that it is 0.2mm thick and then slice it with Cura.
The “Pause at Layer” pauses the print at a specific layer. Here, you need to input a number that is equal to the layer number you want the print to stop. For example, if you input a “5”, the print will stop after it has completed the fifth layer.
Since we want only the first layer, you only need to input a “1”.
Also, you may need to tweak the values for other settings like Park Print Head (X, Y), Retraction Speed, Standby Temperature, Extrude speed, and so on.
Another user stated that he has been printing the Mandalorian keychains (at 50% scale) to learn how to change filaments. He said that layer 5 is the last layer of the model, so he set a pause at the fifth layer and changed the filament color.
The first layer now printed is now a new color (layer 6), meaning the print pauses after the specified layer.
Check out this video from Technivorous on how to add the “Pause at” G-Code script to your prints.
Level Your Bed
After your model is ready, you need to level your printer’s bed. If your printer has an automatic bed leveling system, you can level your bed with the following steps:
- Clean up any debris from the print bed and nozzle.
- Install your auto-leveling sensor using the bracket and screws, along with the wire.
- Download and install the correct firmware for your auto-leveling sensor
- Configure your offsets by measuring the X, Y & Z distances.
- Start the auto-leveling process on your 3D printer.
- Adjust your Z Offset.
Here’s a video from Ricky Impey on how to automatically level your bed.
If your printer does not have an automatic bed leveling system, here’s how to level your bed manually.
- Preheat the Bed Surface
- Auto Home the Printer
- Disable your Steppers Motors
- Move the print head to the corners and slide the paper underneath.
- Pull the paper with a slight tug till you can feel a slight resistance.
- Run a Test Print
Once you’re done leveling your bed, you can print this Bed Level Test from Thingiverse to confirm if your bed is leveled.
You can check out this video from CHEP for a visual demonstration of how to manually level your bed.
Upload Model to Your Printer
The next step is to upload your model to your printer. You can upload your model to an SD card or flash drive, or you can connect your printer to a computer that has the STL file.
Print your Model
After you have uploaded the model to your computer, you can now print your model. Follow the printer’s instructions to start the print. Monitor the process closely to ensure that only the first layer is being printed.
Also, make sure the nozzle height is adjusted correctly to avoid any collisions with or adhesion problems with the bed.
Before you begin printing, you could also add a little adhesive across the bed, like hairspray or glue stick. This is to enhance bed adhesion for the first layer.
Here’s a video from 3D Jake on how to get the perfect first layer print.
Print Results – One Layer Prints
Mickey Mouse Print
This user made a one layer Mickey Mouse model on the Bambu Lab X1 carbon with Automatic Material System. He said it was able to swap filament automatically during printing. He also tried it on his Ender 3 by changing the filament manually, and it worked.
Although he said it is a bit tedious to do this on the Ender 3 but you save more filament since you waste less filament. This is because you can manually control the purged filament.
Prusa MK4 Test
Another user stated that he couldn’t be bothered to find a single-layer test print that people used to test their auto bed leveling on other machines, then having to rescale them anyway.
He designed this first layer print as a bed leveling test for his Mk3S/MK4 and X1C/P1P and set the layer height to 0.2mm.

Flying Pegasus
Another user printed this Flying Pegasus wings at 0.2mm layer height on a 0.6mm nozzle with his Prusa MK2, using PLA filament.
