How to Orient Models for Resin 3D Printing
Learning how to orient models for resin 3D printing is a skill that I found a little confusing in my early 3D Printing days. So, I decided to write an article about it to help people in a similar position.
You can tilt and orient models for 3D printing by rotating them in the slicer. There are different angles of orientation for different types of models. For humanoid models, miniatures, and figurines, the optimal orientation angle falls between 10 and 15⁰. For flat surfaces, it is between 30 and 45⁰.
That is the simple answer that should get you started, but more details and tricks are needed to get the optimal orientation for your resin 3D prints. Keep on reading for more information. I have examples further in the article of how you want to actually orient your models.
Why Are Resin Prints Tilted/Angled? (SLA)
Proper print orientation is a huge deal in resin 3D printing. An adequately oriented resin print is far more likely to print successfully and work as intended than one printed flat, without any orientation.
The simple answer to why resin prints are angled is that tilting reduces peel force and reduces layer lines on the model. Although this might increase printing time and the number of supports the model uses, it vastly improves the print’s success rate and surface finish.
To understand this better, let’s take a look at the resin 3D printing process.
The process starts with the build plate submerged in the resin vat above the FEP sheet. Then, depending on the printing technology, a light or laser shines through and cures a layer of the resin on the build plate.
The build plate then moves up, and the process repeats itself. Thus, like that, the 3D model is built up layer by layer.
Now, to understand why prints are angled, let’s go back to the curing stage during the print. When the light shines through the FEP and cures the resin, the cured resin sticks to the FEP sheet.
The build plate must move up and exert a “Peel force” on the model to separate it from the build plate.
For smaller models with a low footprint or cross-sectional area, this isn’t much of an issue. But for prints with broad cross-sectional areas, the peel force needed to separate the layer from the sheet is significant.
In the process of pulling the print away from the FEP sheet, the peel force can deform or even break the just cured layer. This can lead to warping, print holes, or even print failure.
This is why putting supports in the right places is essential for resin printing. It also works well for using the model itself as a support and foundation to build upon.
How Does Tilting Prints Help Reduce the Peel Force?
By tilting the print, you reduce its cross-sectional area. When you reduce its cross-sectional area, you reduce the part of the model in contact with the FEP sheet during curing.
This reduces the peel force between layers. It’s not a magic bullet for solving all print issues, but it does help a whole lot.
Furthermore, tilting or angling a model can also increase its shear and tensile strength in the Z-direction.
Finally, when the model is at an angle to the build plate, you’re also able to place the supports in well-hidden optimal locations for the best surface finish.
How Do You Orient Models for Resin 3D Printing?
Orienting models for resin 3D printing is pretty easy if you know how to do it right. It’s one of those things that become easier the more you do it.
However, before starting, here are some quick tips;
- Always rotate the important features of the model away from the build plate. This makes it easier to hide support marks in post-processing.
- Raise the model above the build plate for more stability and a better bottom finish.
- Use a raft for better print bed adhesion, so there’s less movement during the print.
I’ll explain why some of these factors are important in a bit. For now, let’s see how we can change print orientation in some popular slicers.
How to Orient Models in ChiTuBox
Step 1: Import the model and load it into the slicer
- Click the folder icon on the top toolbar
- Select your STL file from your PC
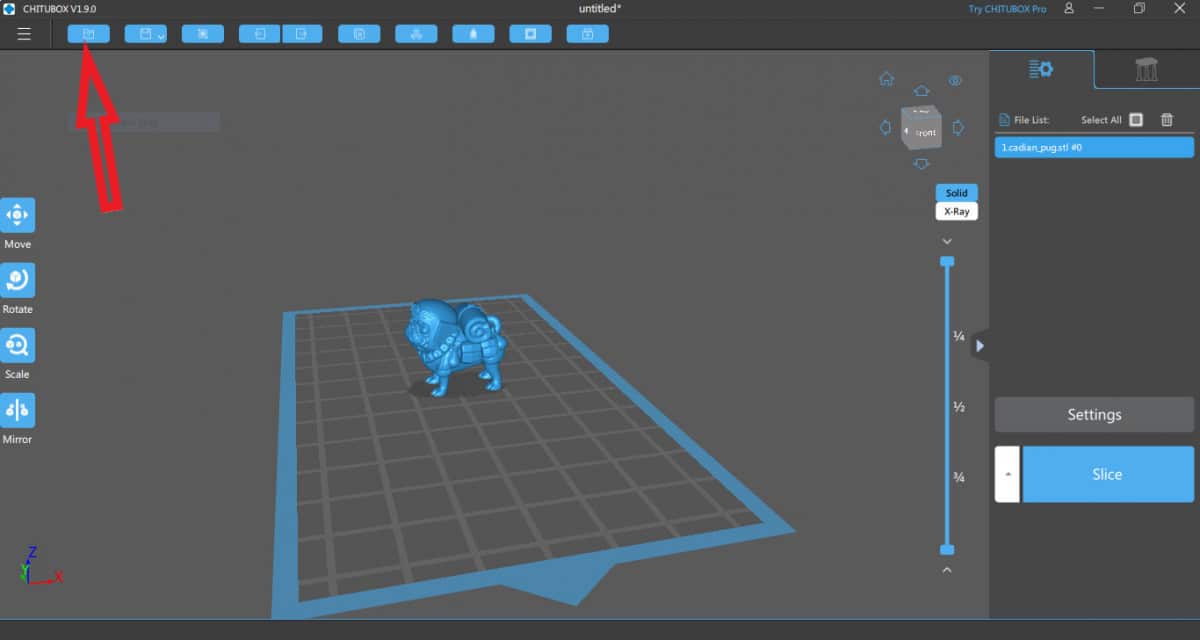
Import the model into ChiTuBox
Step 2: Zoom in on the model
- Use the scroll wheel on the mouse to zoom in and out
Step 3: Activate the orientation settings
- You can do this by either double-clicking on the model or clicking the Rotate button on the left toolbar.
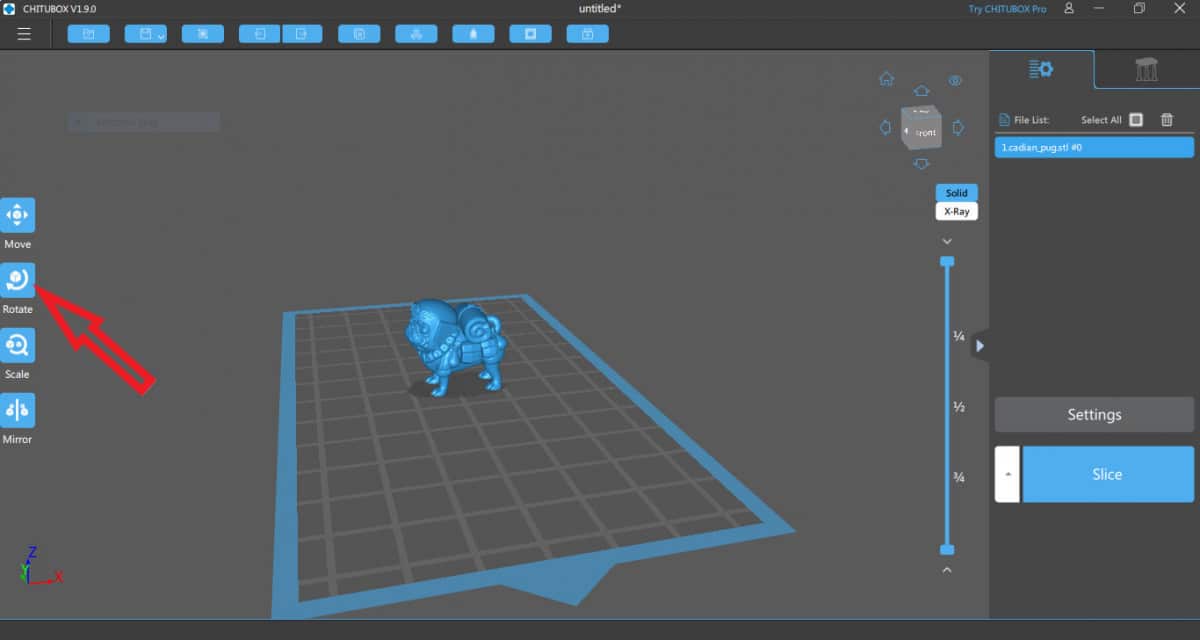
Activate the orientation settings in ChiTuBox
Step 4: Reorient the model
- You can do this in three different ways
- You can use the rotation indicator lines around the model to tilt it around the X, Y, and Z axes.
- You can input the angle(s) you want to tilt the model in the input box that pops up after clicking the Rotate.
- You can gradually increase the model’s orientation using the arrows in the Orientation.
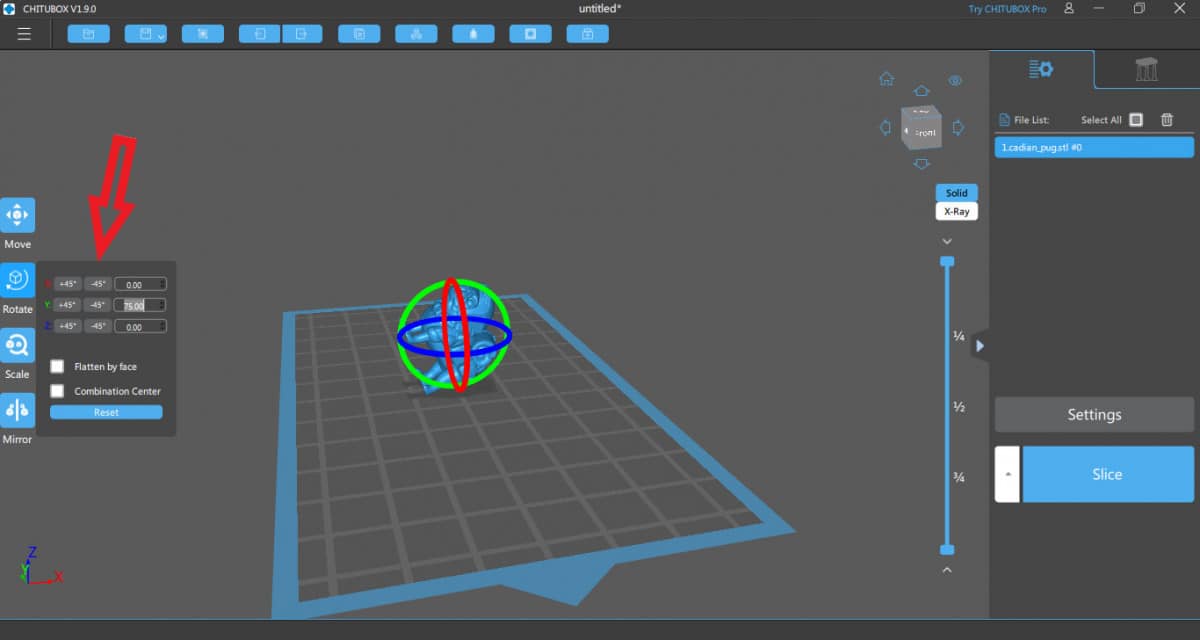
Rotate the part in Chitubox
Step 5: Raise the model off the build plate, and add a raft and supports.
- Go to the support settings at the right toolbar
- To raise the model off the build plate, input a proper Z lift height (5mm is okay).
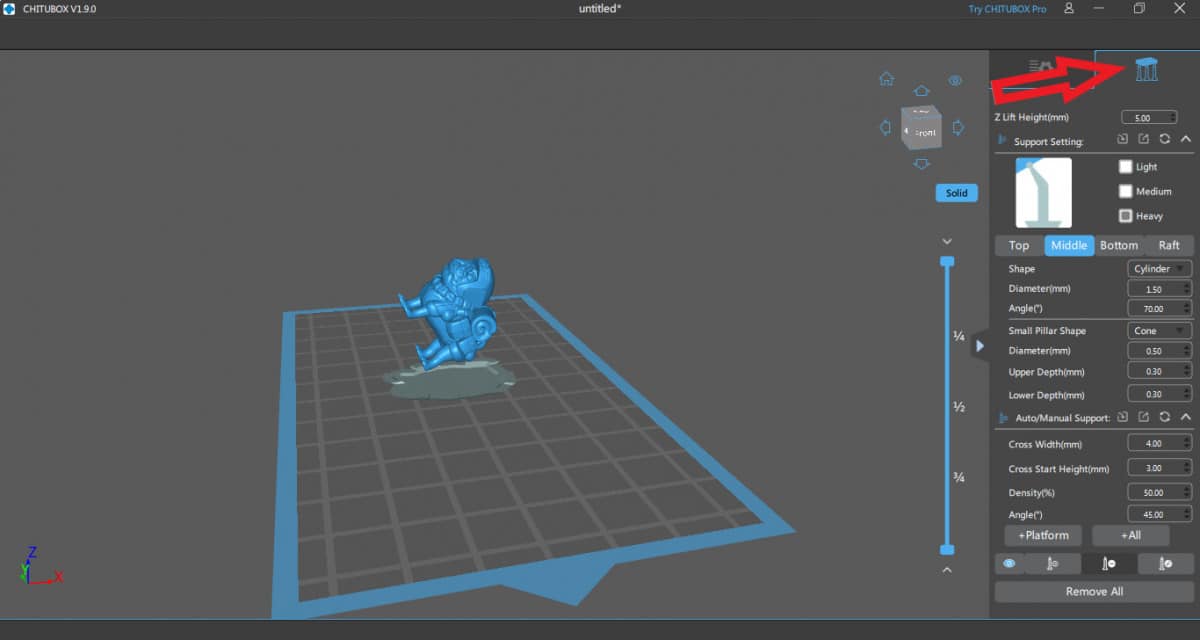
Lift the model off the build plate.
To add supports, you can edit the support and raft settings
- You can also choose the easy way like me and generate supports automatically by clicking the platform button.
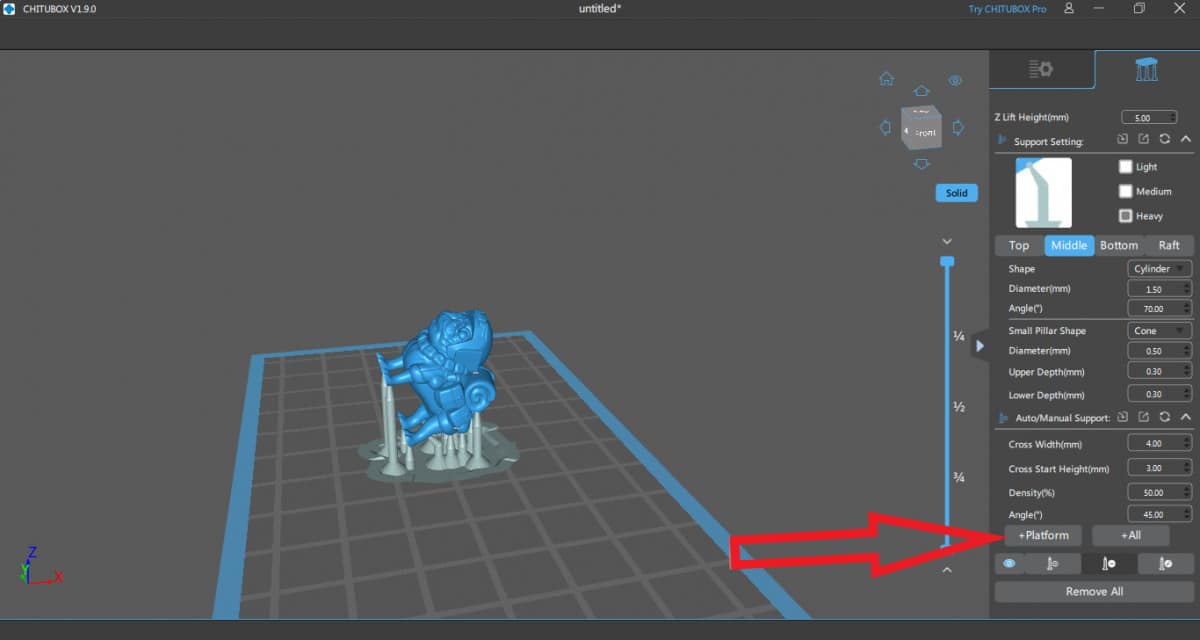
Add supports to the model.
Step 6: Review and save the new model
-
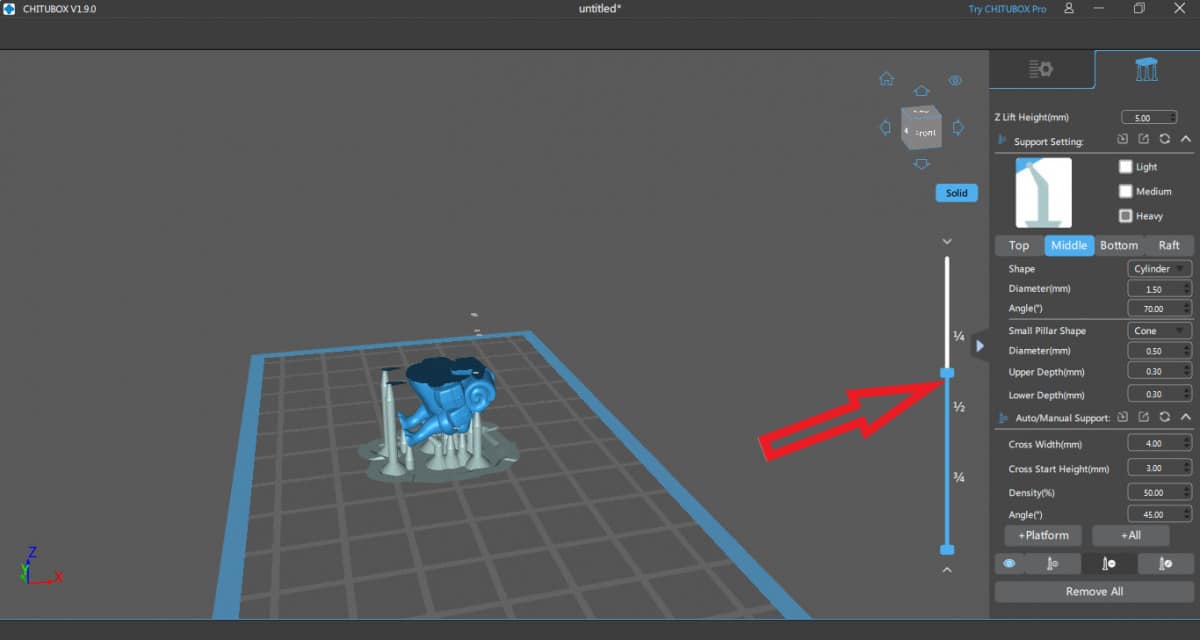
Review the model for Islands
ChiTuBox have a neat guide on part orientation that you may find useful.
How to Orient Models in Lychee Slicer
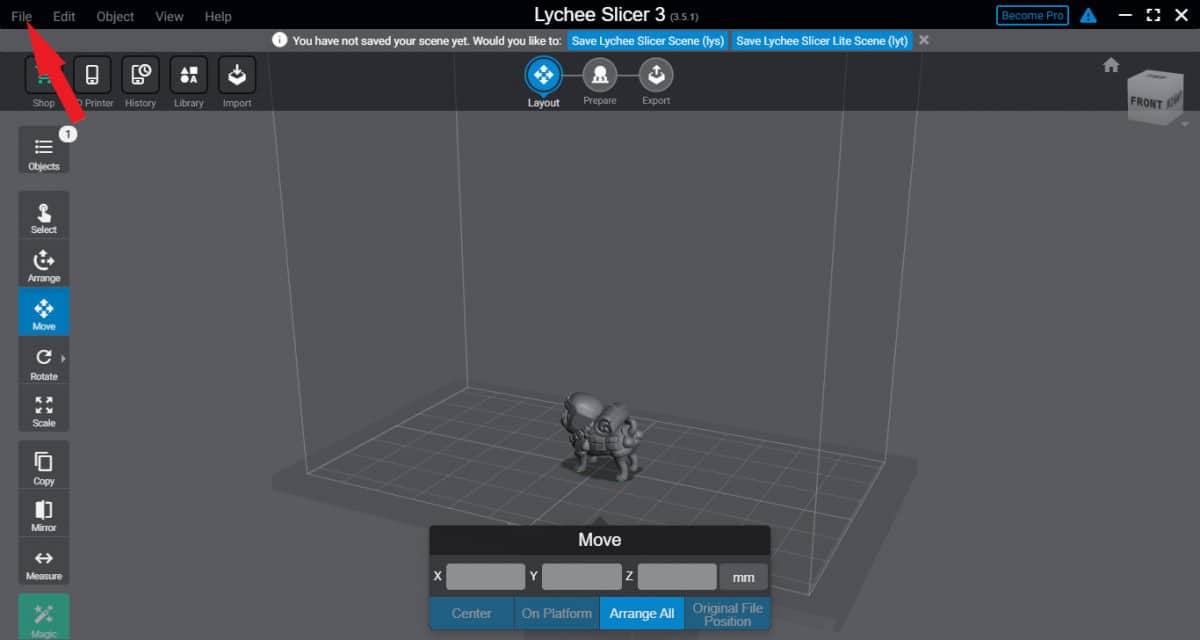
Step 1: Import and load the model into the slicer.
- Click on the “File > Import 3D file” option on the left toolbar.
- Select the model from the menu that pops up.
- You can also drag and drop models into the slicer or use the Ctrl+i shortcut.
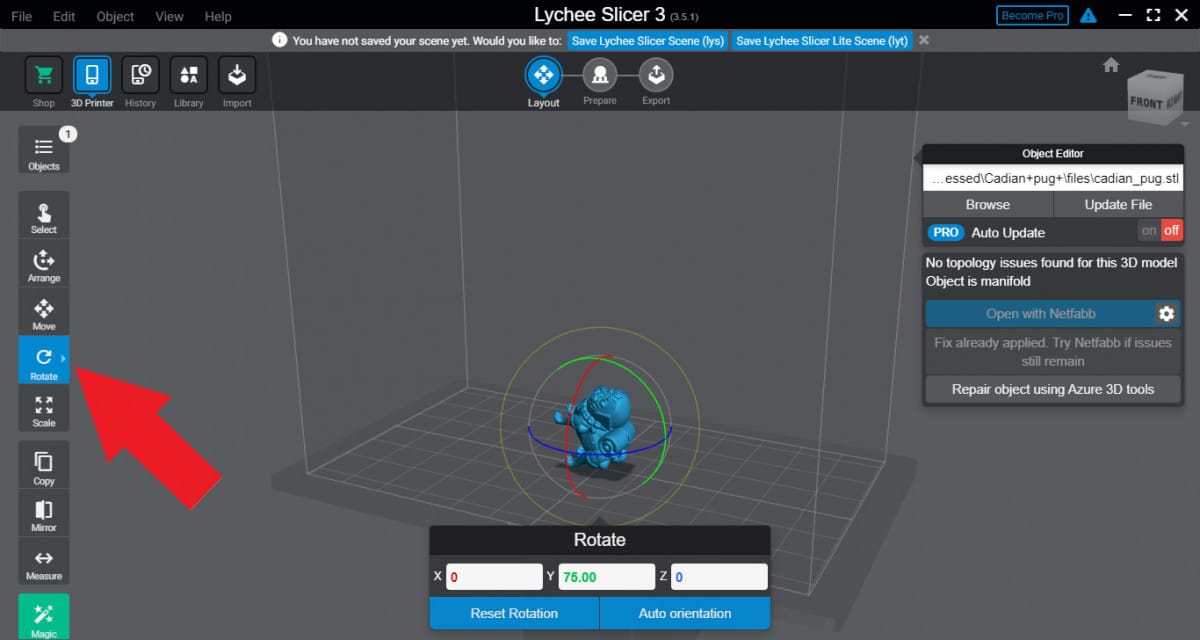
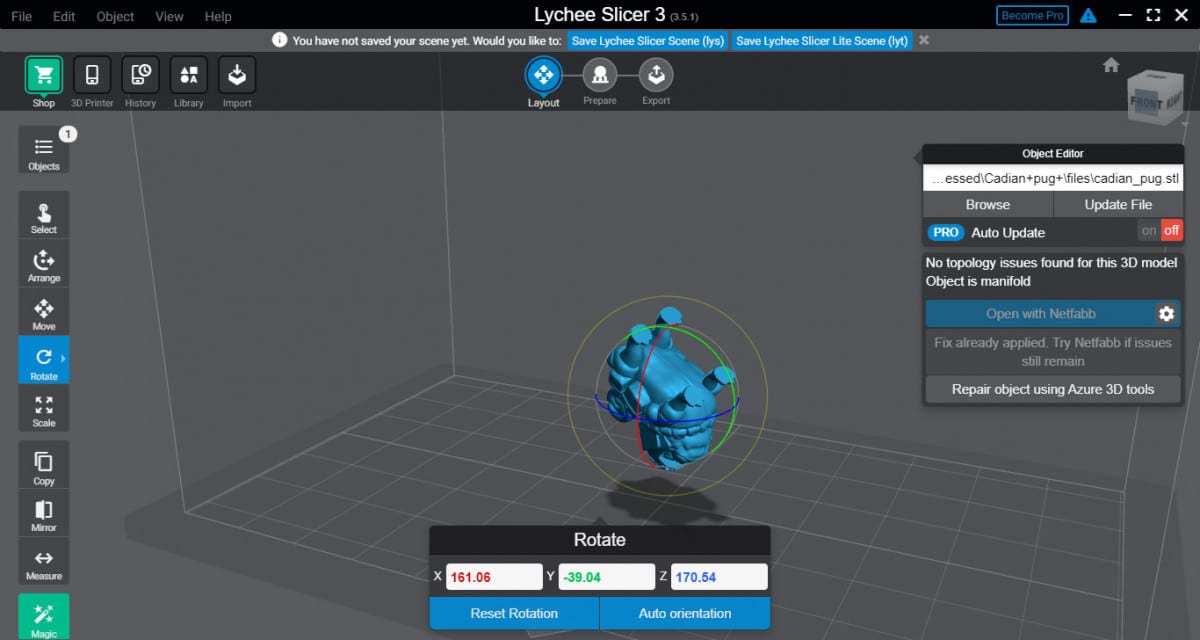
Step 2: Change the model’s orientation
- Click on the model and select the “Rotate” option from the left toolbar.
- You can choose from a wide variety of rotation options, but I generally use the plain “Rotate”.
- Change the model’s orientation by inputting the correct angle or rotating the model with your mouse.
- You can also use the auto-orientation option and shift through a few randomized orientations until a good one comes up.
Step 3: Raise the model, add a raft and supports
- Move from the Layout menu to the Prepare menu.
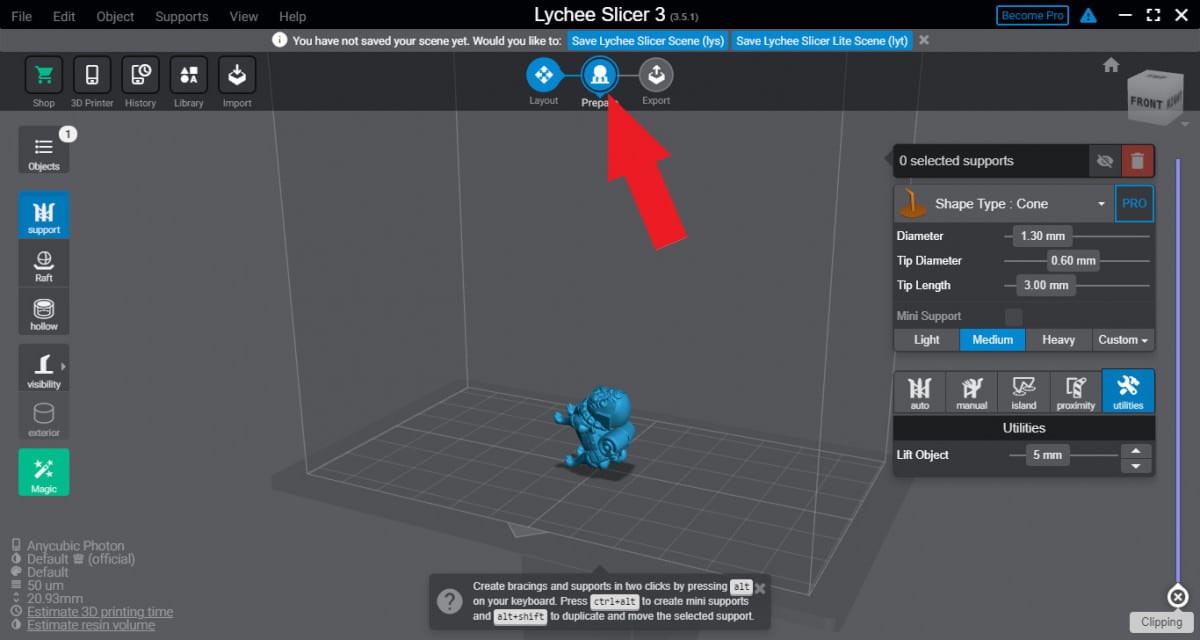
Switch from the layout to the prepare menu. - On the support settings on the right, choose the type of supports you want (auto or manual).
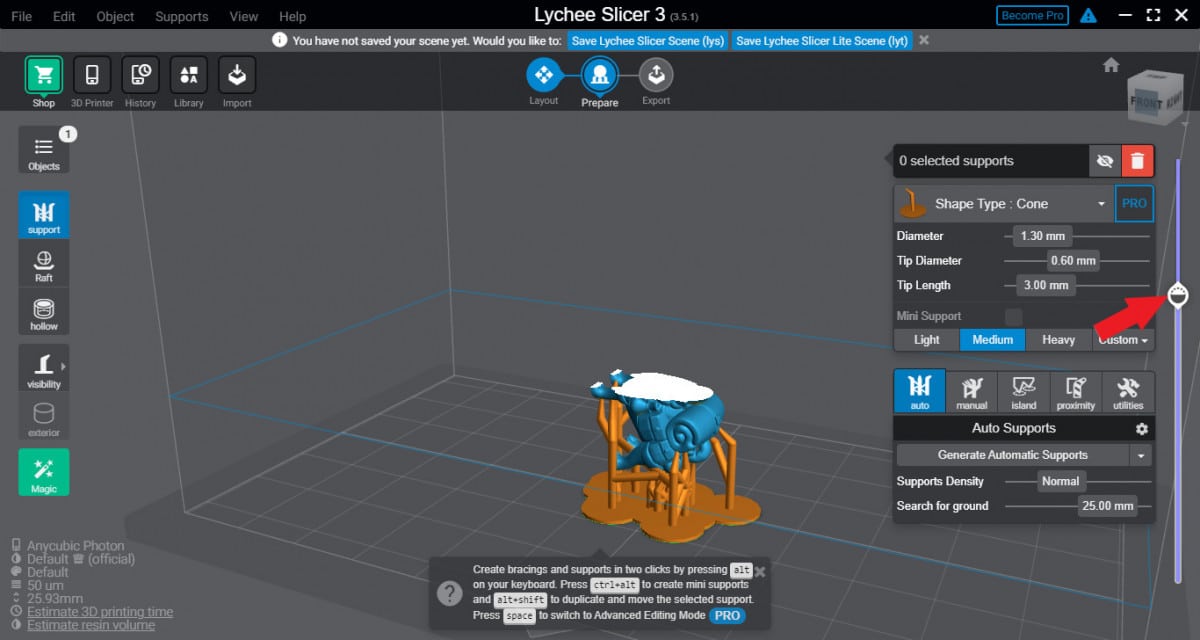
- Raise the model by going to “Utilities > Lift object”, then choose your desired lift value. If you add auto-supports it should automatically lift your model by 5mm.
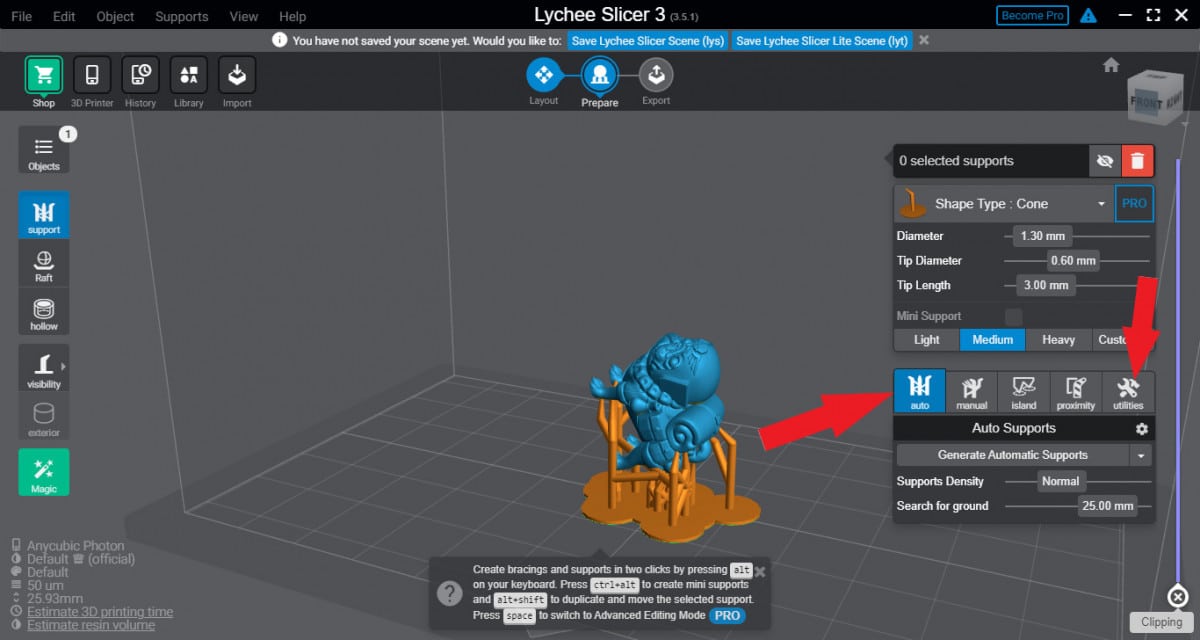
Add supports to the print
Step 4: Review, save and export the model.
How to Orient Models in PrusaSlicer
Step 1: Import and load the model into the slicer.
- On the top toolbar, click on “File > Import > Import STL”. You can also use the Ctrl + I
- Select the file from your PC.
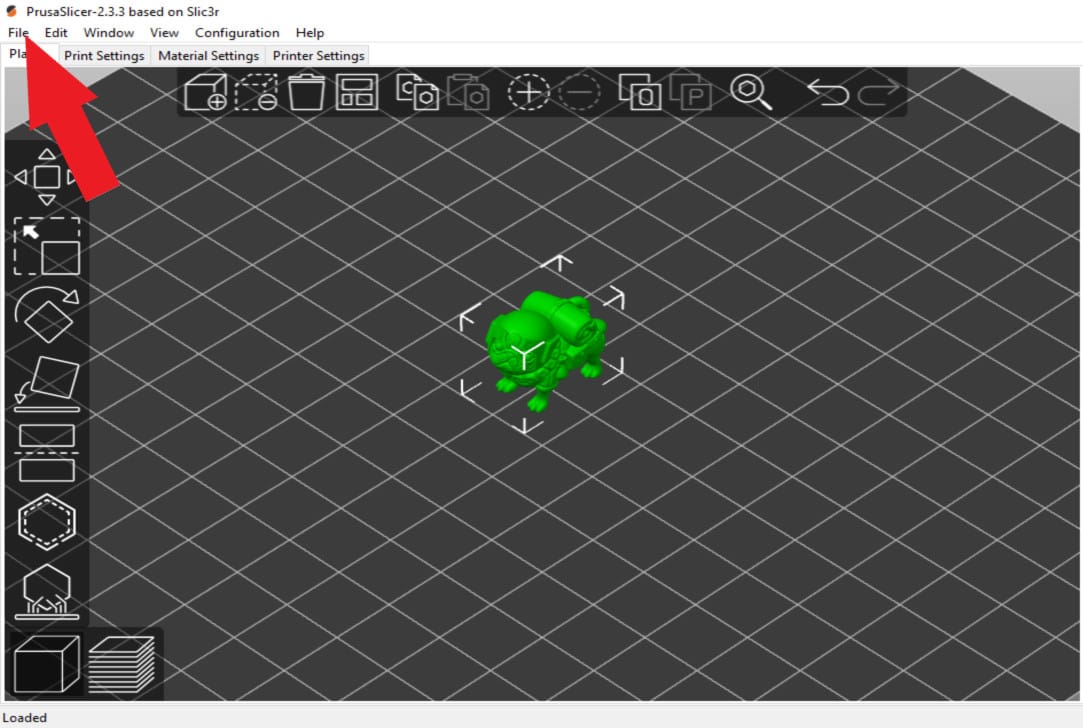
Import the model into the slicer.
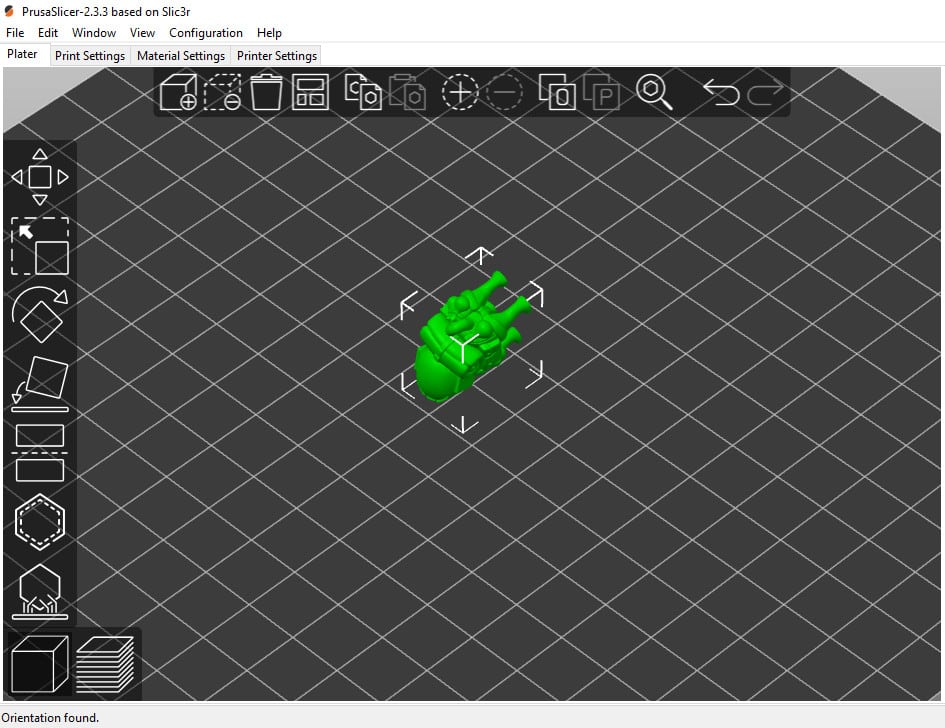
Step 2: Rotate the model.
- Select the model, and click on the “Rotate” icon on the left toolbar.
- You can use the X, Y, and Z orientation lines that appear to rotate the model.
- You can also use the input boxes that appear on the right panel to input your desired angle.
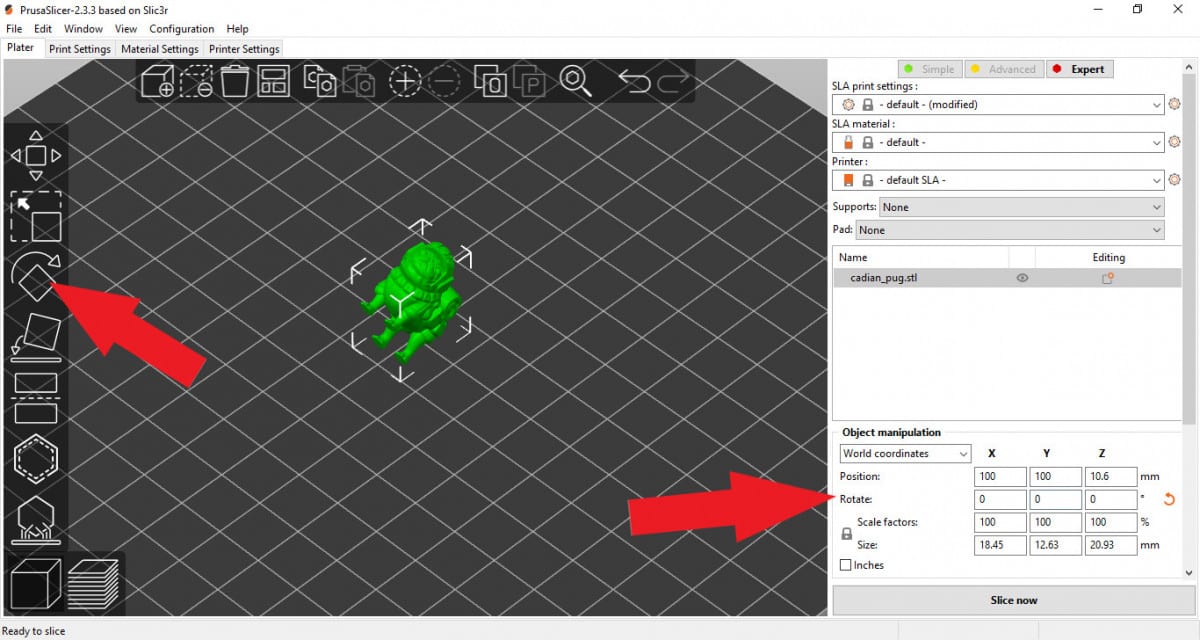
Rotate the model.
Step 3: Add supports and a raft to the model
- On the same panel that pops up when you click the rotate button, click on “Supports”.
- Choose “Supports on build plate only.”
- Click on “Pad”. Select “Below object”.
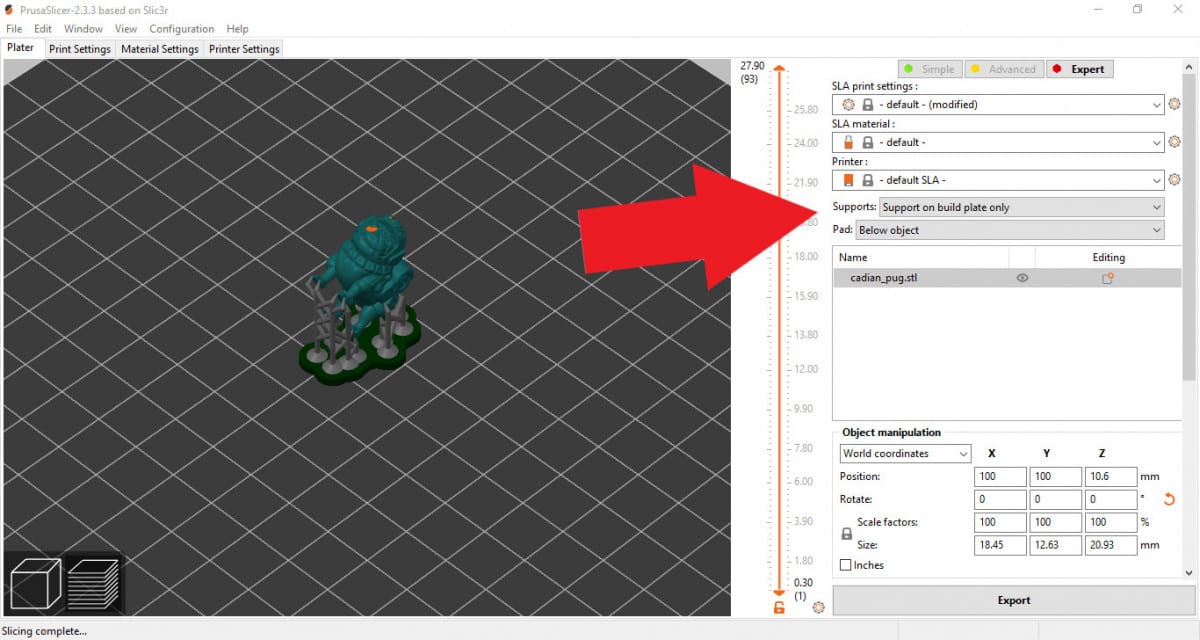
Add supports to the model.
Step 4: Save the model
Now that you know how to orient a model using software let’s discuss how to select the proper orientation.
To properly orient a model for 3D printing, there are many factors you have to consider. Here is a rundown of some of the most important ones.
Factors to Consider When Orienting a Model for Resin 3D Printing
Size & Weight
The model’s size & weight is some of the most important factors that influence print orientation.
If you recall the explanation on the peel force earlier, you’ll know that models with a smaller cross-sectional area experience smaller peel force.
So, when printing tiny or smaller models, tilting or reorienting the print might not be necessary. Models like this can be set to print straight up from the build plate with no issues.
The heavier a model is, the more gravity is working against the model to peel away from the build plate.
I’ve had instances where I was printing a large model on my Anycubic Photon Mono X, and I could see the print start peeling away due to the weight and lack of foundational support. It also could have been due to inadequate bottom layers and bottom layer exposure, so check for that as well.
Model Type & Shape
By model type, I am referring to the body and appearance of the model. For example, models can have long flat surfaces, curved surfaces, or complex, wavy surfaces.
Each of these models has its optimal orientation settings. So, before you select an angle and tilt the print, you have to consider the model’s shape, purpose, and appearance.
Once you take this into account, you can then choose the right orientation direction and angle.
Overhanging Features
When setting an orientation angle, especially on large prints, you must ensure overhanging features are well positioned and supported.
The reason for this is that overhanging features can sometimes extend off the build plate. In some cases, the slicer software can even do a shoddy job when generating and placing supports.
So, you have to consider these features carefully to make sure the 3D model prints successfully.
Usually, you want to minimize overhangs in your orientation process so that overhanging parts are angled at a 45-degree angle or a more vertical angle.
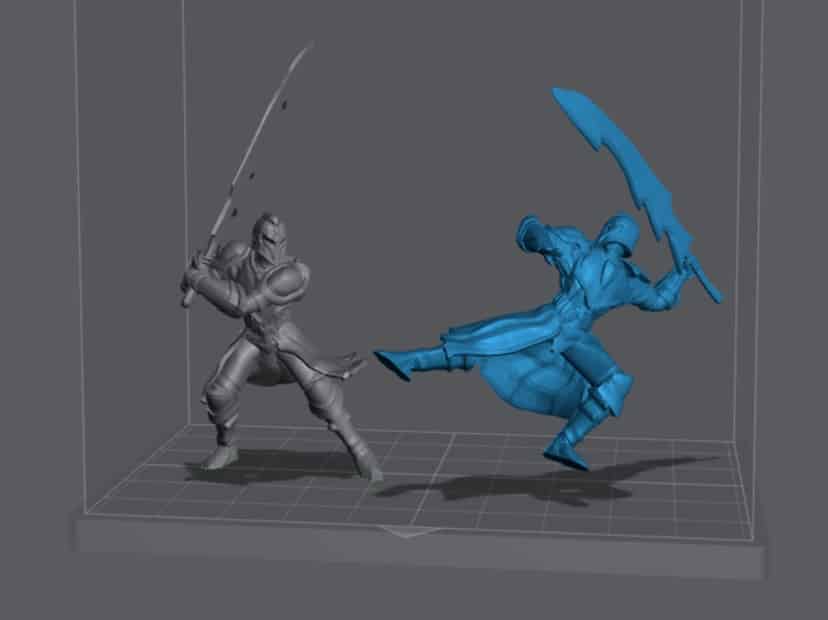
Here’s an example of two knights in Lychee Slicer.
The original model on left has the sword pointing upwards which means that the resin can use it as it’s own support all the way to the tip of the sword.
The original model on the left have the sword points sideways, meaning that it would be printing in mid-air when it gets to that section. You would need to have supports going all the way across the sword for it to have a chance of printing successfully.

Seeing as the sword is such an important feature and we want to minimize any blemishes from support marks, we want to try and orient the model so the sword can support itself.
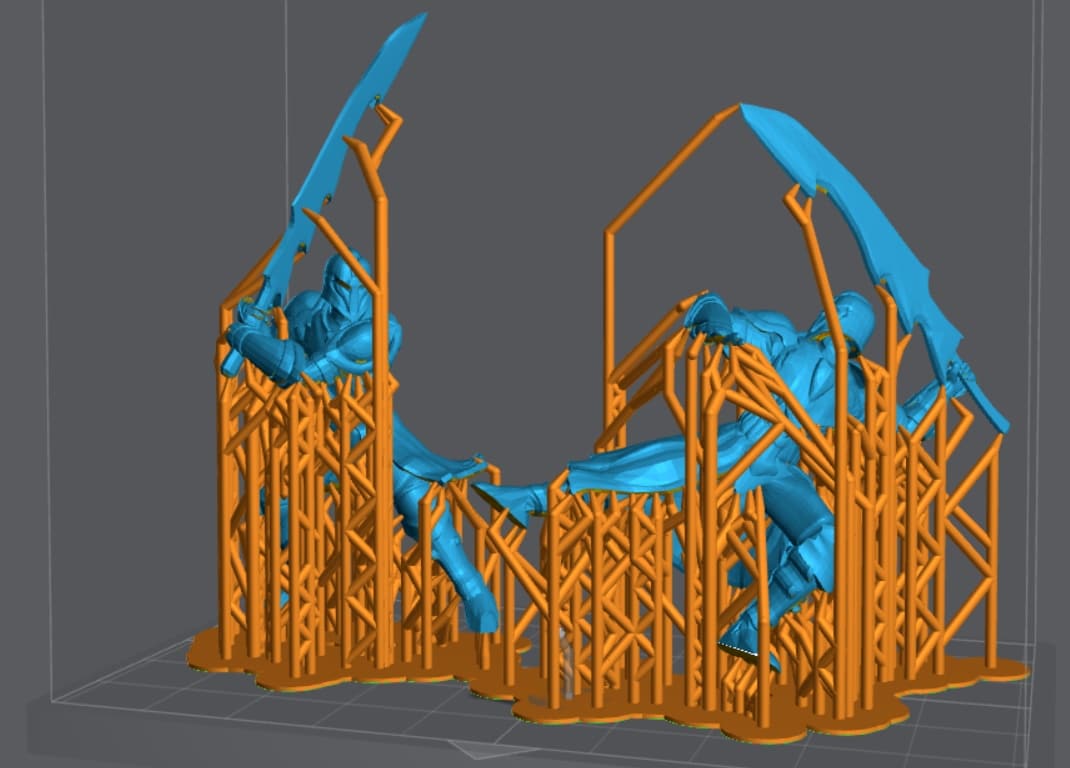
Here’s a better example of a good orientation for this model. Not only is the sword better supported by itself, but the important features of the model facing away from the build plate, so support marks shouldn’t have a significant impact.
Now we can add some simple auto-supports and see how they look. These are medium supports, but we could make them light supports to have fewer marks on certain parts of the model.
You usually need heavy and medium supports where there is a lot of weight that will build up on the model over time such as at the bottom of the print.
Here are the knight models on the build plate.
Here are the finished knight models.

Surface Finish
How you orient your model determines the surface finish of the final part. Using specific orientations may save printing time, but they might not provide the best possible surface finish.
Therefore, to get the best possible surface finish, orient your part correctly. Also, make sure the end-use part or the visible part when the part is in use is facing away from the build plate for the best results.
Think of it in terms of a bust or statue. If you want the best quality, you want the important features built up in the Z-axis or vertically.
You want to avoid orienting a horizontal or flat statue because it would be working mainly with the XY resolution rather than the Z resolution, which is higher in 3D printing.
Supports
Supports also play a significant role in part orientation. Generally, when you tilt parts at an angle, you use more supports than if it’s printing flat directly on the build plate since you wouldn’t need to support what’s on the build plate.
This is the opposite if you raise the print by 5mm above the build plate since the flat surface has more surface area.
However, with skilled support placement, you can reduce and optimize the number of supports needed. Also, make sure you place the supports on non-visible parts of the model for the best final product.
You can identify sections that would normally be support-heavy and orient it to use itself as a support to build upon.
It really is trial and error, along with practice to learn how to get the supports right, but once you learn it, it can actually be a good challenge.
What is the Best Angle for Resin Printing?
The best angle tends to be a tilt of between 10-45 degrees for resin printing. Some models don’t need to be angled if they have low cross-sectional areas. The optimal angle does depend highly on the shape and size of the model.
As I said earlier, there is no perfect formula to determine the optimal angle for resin printing. Finding the perfect angle for your print relies upon a lot of trial and error with several angles.
That being said, 3D print enthusiasts have developed sort of a rule of thumb for angling resin prints. To get proper orientation for resin prints, we divide them into two categories.
- Flat surface prints
- Figurine prints
Let’s look at how to find the optimal angles for both types of prints.
Flat Surface Prints
Prints with large flat or curved surfaces usually benefit the most from tilting. This is because tilting reduces the Z cross-sectional area, reduces layer lines, and perfectly fits the print onto the build plate.
Depending on the printer, the proper orientation angle differs quite a bit. However, most people generally recommend angles between 30⁰ and 45⁰ for the best results.
TrueEliteGeek has come up with a seemingly foolproof mathematical solution. Using this formula, you can get the perfect orientation for flat surfaces on your printer.
The formula is as follows:
Orientation angle(⁰) = arctan (layer height/pixel width)
For example, let’s say you are using the Anycubic Mono Photon X with a layer height of 0.05mm and a pixel with of 51 microns.
Your optimal orientation angle will be:
arctan (0.05 / 0.051) = 44.43⁰ from the horizontal.
Here is how it looks when you input the formula into google.
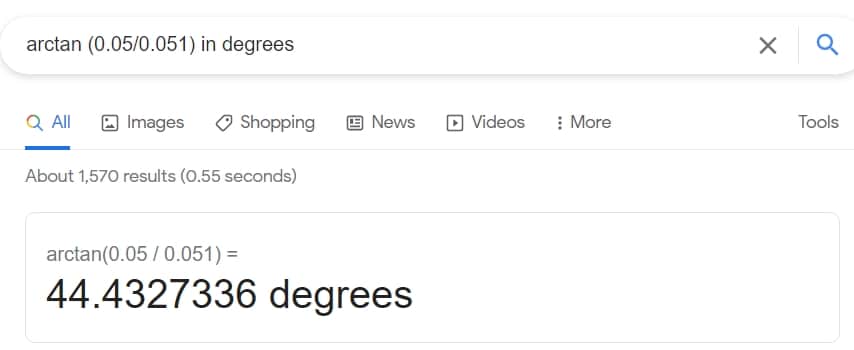
Using this formula, you can get the correct orientation settings for a smooth surface finish on your printer.
Figurine prints
Humanoid prints refer to miniatures, figurines, and all other human-like figures you might want to print. Covered under this description includes action figures, D&D models, etc.
The proper orientation angle for humanoid prints, miniatures, and figurines falls between the 10⁰ to 15⁰ range.
This figure is considerably less than what you have to use for most other 3D models. Let me explain why.
These prints often have complex surfaces and features that need to be rendered in great detail. So, unlike flat surface prints, their surfaces are often ridged and bumpy, leaving no room for layer lines to show.
Therefore, the most important concern when orienting figurines is reducing the Z cross-sectional area while also placing supports in less visible sites.
So, for most figurine models, an angle of 15⁰ from the Y-axis should do the trick.
Can You Resin Print Flat Objects?
Yes, you can resin print flat objects smoothly with little to no print defects. For example, models like name tags or lithophanes can be printed with a resin printer. For larger flat prints extending past the build plate, make sure you have at least 2 drain holes, so the resin can drain out and release pressure.
There are many examples of resin 3D printer users successfully printing flat objects, so it’s definitely possible and should be easier than printing non-flat objects.
You can always use a raft to increase build plate adhesion too.
Does Auto Orientation Work in Slicers? ChiTuBox, Lychee & PrusaSlicer
Auto-orientation works to give you a series of orientations that you can choose between, so it only works well if you know how to choose a good orientation yourself. It provides users with a randomized orientation until you find a good one. PrusaSlicer and Lychee Slicer offer auto-orientation, but ChiTuBox does not.
You have to determine your optimal orientation in both ChiTuBox manually, but this may be updated in the future.
You can use PrusaSlicer’s auto-orientation feature by right-clicking on the model and selecting “Optimize Orientation” from the drop-down menu.
It seems to kind of randomize the orientation so you can choose one that works after a few tries, rather than being some kind of optimized orientation option.
I tried them both and the results were very random and didn’t seem to actively suggest ideal orientations, but after many tries you’ll end up with a good orientation, so it’s something you still have to learn.
Well, that’s all I have for you on orienting resin prints!
I hope this article serves as a good guide for you all looking to determine your ideal resin printing angle.
Good luck and happy printing!