Cura Settings Ultimate Guide – Settings Explained & How to Use
Cura has plenty of settings that contribute to creating some great 3D prints with filament 3D printers, but a lot of them can be confusing. There are pretty good explanations on Cura, but I thought I’d put together this article to explain how you can use these settings.
So, let’s look at some of the top print settings in Cura.
You are welcome to use the Table of Contents to look for specific settings.
Quality
Quality settings control the resolution of the print’s features. They are a series of settings that you can use to fine-tune your print’s quality through Layer Heights and Line Widths.
Let’s look at them.
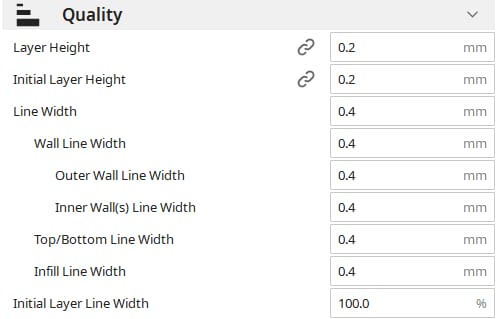
Layer Height
The Layer Height controls the height or thickness of the print’s layer. It heavily influences the final quality and printing time of the print.
A thinner Layer Height offers you more detail and a better finish on your print, but it increases the printing time. On the other hand, a thicker Layer Height increases the print’s strength (up to a point) and reduces printing time.
Cura provides several profiles with various Layer Heights, offering varying levels of details. They include the Standard, Low and Dynamic, and Super Quality profiles. Here’s a quick cheat sheet:
- Super Quality (0.12mm): Smaller Layer Height that results in higher quality prints but increases the printing time.
- Dynamic Quality (0.16mm): A balance between super & standard quality, giving good quality but not at too much expense of printing time.
- Standard Quality (0.2mm): Default value that offers a balance between quality and speed.
- Low Quality (0.28mm): Larger Layer Height that results in increased strength and faster 3D printing time, but rougher print quality
Initial Layer Height
The Initial Layer Height is simply the height of your print’s first layer. 3D models usually require a thick first layer for a better “squish” or first layer adhesion.
The default Initial Layer Height in Cura’s Standard profile is 0.2mm.
Most people recommend using a value of 0.3mm or x1.5 of the layer height for the best first layer adhesion. The increased layer thickness results in the printer over-extruding material over the surface.
This leads to the layer being pushed properly into the print bed, resulting in a mirror-like bottom finish and strong adhesion.
However, if your first layer is too thick, it can cause a print defect known as elephant’s foot. This causes the first layer to sag more, resulting in a bulging look at the bottom of a 3D model.
Line Width
The Line Width is the horizontal width of the layers lines the 3D printer lays down. The optimal Line Width of your printer depends on your nozzle’s diameter.
Although the nozzle’s diameter sets the baseline for the Line Width, you can vary the line width to extrude more or less material. If you want thinner lines, the printer will extrude less, and if you want wider lines, it’ll extrude more.
The default line width is the nozzle’s diameter (usually 0.4mm). However, when modifying this value, be careful to keep it within 60-150% of the nozzle diameter as a general rule.
This will help you avoid under and over extrusion. Also, don’t forget to adjust your flow rate when you change the Line Width, so your extruder can keep up accordingly.
Wall Line Width
The Wall Line Width is simply the line width for the walls for the print. Cura provides the setting for modifying the Wall Line Width separately because changing it can provide several benefits.
The default value in the standard Cura profile is 0.4mm.
Reducing the Outer Wall’s Width slightly can result in a better-quality print and increase the wall’s strength. This is because the nozzle opening and the adjacent inner wall will overlap, causing the outer wall to fuse better to the inner walls.
Conversely, increasing the Wall’s Line Width can reduce the printing time required for the walls.
You can also adjust the width of the inner and outer walls separately in the sub-settings.
Top/Bottom Line Width
The Top/Bottom Line width is the width of the lines on the print’s top and bottom surfaces-the skin. The default value for the line width is the nozzle size (0.4mm for most).
If you increase this value, you can reduce printing time by making the lines thicker. However, increasing it excessively can result in flow rate fluctuations which result in rough surfaces and print holes.
For better top and bottom surfaces, you can use a smaller line width at the cost of a higher printing time.
Infill Line Width
The Infill Line Width controls the width of the print’s infill. For print infill lines, speed is usually a priority.
So, increasing this value from its default 0.4mm value can result in faster printing times and a stronger print. However, be careful to keep it within an acceptable range (150%) to avoid flow rate fluctuations.
Initial Layer Line Width
The Initial Layer Line Width setting prints the first layer lines as a fixed percentage of the Layer Line Width. For example, you can set the layer lines in the first layer to be half (50%) or twice as wide (200%) as the rest of the layer lines.
The default Initial Layer Line Width in Cura is 100%.
Increasing this value helps the first layer spread out over a larger area resulting in a higher build plate adhesion.
Walls
Wall settings are parameters you can use to optimize the printing of your print’s outer shell(s). Some of the most important ones include.
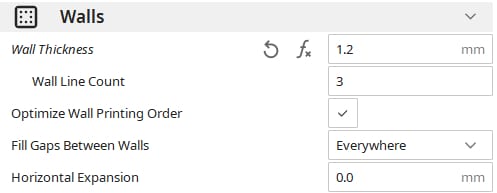
Wall Thickness
The Wall Thickness is simply the thickness your model’s walls, made up of one outer wall and one or more inner walls. This value includes both the thickness of the outer and the inner walls combined.
The Wall Thickness should always be a multiple of the Wall Line Width – Cura rounds it up anyway. So, by increasing or decreasing this value in multiples of the Wall Line Width, you can add or remove more inner walls from your print.
For a nozzle size of 0.4mm, the default Wall Thickness is 0.8mm. This means the wall has one inner wall and one outer wall.
By increasing the wall’s thickness (number of inner walls), you:
- Improve the print’s strength and waterproofing properties.
- Reduce the visibility of the inner infill on the print’s surface.
- It also improves and holds up the model’s overhangs better.
However, adding more walls can result in higher material usage and printing times.
Wall Line Count
The Wall Line Count is the number of inner and outer walls in the print’s shell. You can easily calculate it by dividing the print’s Wall Thickness with the Wall Line Width.
The default line count in Cura is 2, one inner and one outer wall. Increasing this number increases the number of inner walls, which improves the print’s strength and waterproofing ability.
Optimize Wall Printing Order
The Optimize Wall Printing Order setting helps figure out the best order to 3D print your walls. This helps in reducing the number of travel moves and retractions.
Cura has this setting switched on by default.
In most cases, enabling the setting produces better results, but it can cause dimensional accuracy problems with some parts. This is due to the walls not solidifying fast enough before the next wall is 3D printed.
Fill Gaps Between Walls
The Fill Gaps Between Walls adds material to gaps between printed walls that are too thin to fit or adhere together. This is because gaps between the walls can compromise the structural strength of the print.
The default value for this is Everywhere, which fills all the gaps in the print.
By filling these gaps, the print becomes stronger and more rigid. Cura fills these gaps after the walls are done printing. So, it might require some extra moves.
Horizontal Expansion
The Horizontal Expansion setting can either widen or slim down the entire model, depending on the set value. It helps compensate for dimensional inaccuracies in the print by slightly changing its size.
The default value in the setting is 0mm, which turns the setting off.
If you replace this with a positive value, the print will be enlarged slightly. However, its internal features like holes and pockets will shrink.
Conversely, if you replace it with a negative value, the print will shrink while its internal component will grow wider.
Top/Bottom
The Top/Bottom settings control how the printer prints the highest and lowest layers (skin). Here’s how you can use them.
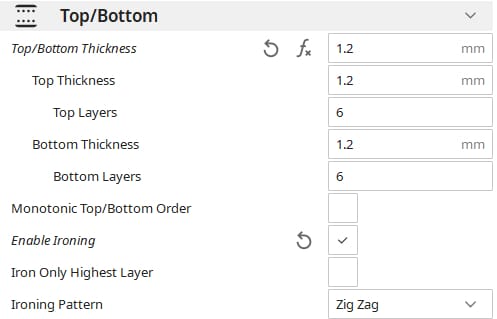
Top/Bottom Thickness
The Top/Bottom thickness controls the thickness of the skin on the top and bottom of your prints. The default value is usually a multiple of the Layer Height.
For a 0.2mm Layer Height, the default Top/Bottom thickness is 0.8mm, which is 4 layers.
If you set it to a value that isn’t a multiple of the layer height, the slicer automatically rounds it up to the nearest layer height multiple. You can set different values for the top and bottom thicknesses.
Increasing the Top/Bottom thickness will increase the printing time and use more material. However, it does have some notable advantages:
- Makes the print stronger and more solid.
- Increases the print’s waterproofing properties.
- Results in better quality, smoother surface on the print’s top skin.
Top Thickness
The Top Thickness refers to the thickness of the print’s solid top skin (printed with 100% infill). You can use this setting to set it to a different value from the Bottom Thickness.
The default thickness here is 0.8mm.
Top Layers
The Top Layers specifies the number of top layers that are printed. You can use this setting in place of the Top Thickness.
The default number of layers here is 4. It multiplies the value you set by the Layer Height to get the Top Thickness.
Bottom Thickness
The Bottom Thickness is a setting you can use to configure the thickness of the print’s bottom separate from the Top Thickness. The default Bottom Thickness here is also 0.8mm.
Increasing this value can increase print time and materials used. However, it also results in a stronger, waterproof print and closes the gaps and holes on the print’s bottom.
Bottom Layers
Bottom Layers let you specify the number of solid layers you want to be printed at the bottom of the print. Like the Top Layers, it multiplies the layer width to give the final Bottom Thickness.
Monotonic Top/Bottom Order
The Monotonic Top/Bottom Order setting ensures that the lines on the top and bottom are always printed in a specific order to achieve uniform overlap. It prints all the lines starting from the bottom-right corner to ensure they overlap in the same direction.
The Monotonic Top/Bottom Order is switched off by default.
This setting will slightly increase your printing time when you enable it, but the final finish is worth it. Also, combining it with settings like Combing Mode makes for smoother skin.
Note: Don’t pair it with Ironing, as Ironing removes any visual effects or overlap from the setting.
Enable Ironing
Ironing is a finishing process you can use for a smoother top surface on your print. When you enable it, the printer passes the hot nozzle over the top surface after printing to melt it while the nozzle’s surface smoothens it.
Ironing also fills gaps and uneven parts in the top surface. However, this comes with an increase in the printing time.
Ironing can leave undesirable patterns depending on the geometry of your 3D model, mostly with curved top surfaces, or top surfaces with a lot of detail.
Ironing is switched off by default in Cura. When you turn it on, you have some settings you can use to mitigate its disadvantages.
They include:
Iron Only Highest Layer
The Iron Only Highest Layer restricts Ironing to only the topmost surfaces of the print. It is usually switched off by default, so you’ll have to enable it.
Ironing Pattern
The Ironing Pattern controls the path the printhead takes while ironing. Cura offers two Ironing patterns; Zig-Zag and Concentric.
The Zig-Zag is the default pattern. It is the most reliable option, but it can result in borders on some surfaces.
The Concentric Pattern solves this by moving from the outside to the inside in a circular pattern. However, if the inner circles are too small, they risk being melted by the heat of the hotend. So, it’s best restricted to long and thin parts.
Infill
The Infill section controls how the printer prints the model’s internal structure. Here are some of the settings under it.
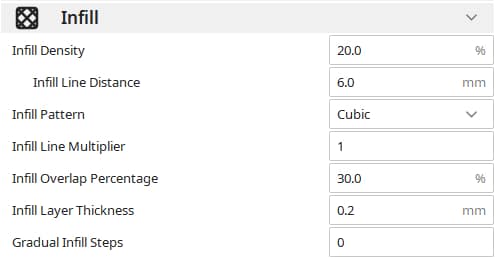
Infill Density
The Infill Density controls how solid or hollow the model is. It is a percentage of how much of the print’s internal structure is occupied by solid infill.
For example, an infill density of 0% means the inner structure is totally hollow, while 100% indicates the model is totally solid.
The default value infill density in Cura is 20%, which is suitable for aesthetic models. However, if the model will be used for functional applications, it’s a good idea to increase that number to about 50-80%.
However, this rule is not set in stone. Some infill patterns can still perform well at lower infill percentages.
For example, the Gyroid Pattern can still work fairly well with a low infill of 5-10%. On the other hand, a Cubic Pattern would struggle at that low percentage.
Increasing the Infill Density makes the model stronger, more rigid and gives it a better top skin. It will also improve the print’s waterproofing properties and reduce pillowing on the surface.
However, the downside is that the model takes longer to print and becomes heavier.
Infill Line Distance
The Infill Line Distance is another method of setting your level of infill within your 3D model. Rather than use Infill Density, you can specify the distance between adjacent infill lines.
The default Infill Line Distance is 6.0mm in Cura.
Increasing the Infill Line Distance will translate to a less dense level of infill, while decreasing it will create a more solid level of infill.
If you want a stronger 3D print, you can choose to decrease the Infill Line Distance. I’d recommend checking your 3D print in the “Preview” section of Cura to see if the level of infill is at your desired level.
It also has the added benefit of improving your top layers since they have a denser foundation to print on.
Infill Pattern
The Infill Pattern specifies the pattern in which the printer builds the Infill structure. The default pattern in Cura is the Cubic Pattern, which creates several cubes stacked and tilted in a 3D pattern.
Cura offers several other infill patterns, with each pattern offering unique benefits.
Some of them include:
- Grid: Very strong in the vertical direction and produces good top surfaces.
- Lines: Weak in both the vertical and horizontal directions.
- Triangles: Resistant to shear and strong in the vertical direction. However, it is prone to pillowing and other top surface defects due to long bridging distances.
- Cubic: Decently strong in all directions. Resistant to surface defects like pillowing.
- Zigzag: Weak in both horizontal and vertical directions. Produces a great top surface.
- Gyroid: Resistant to shear while being strong in all directions. It takes a lot of slicing time while producing large G-Code files.
Infill Line Multiplier
The Infill Line Multiplier is a setting which allows you to place additional infill lines next to each other. It effectively increases the level of infill you set, but in a unique manner.
Rather than placing the infill lines evenly, this setting will add lines to the existing infill based on what value you set. For example, if you set the Infill Line Multiplier to 3, it will print two additional lines directly next to the original line.
The default Infill Line Multiplier in Cura is 1.
Using this setting can be beneficial to the print’s stability and rigidity. However, it makes for poor surface quality as the infill lines shine through the skin.
Infill Overlap Percentage
The Infill Overlap Percentage control’s how much the infill overlaps with the print’s walls. It is set as a percentage of the infill’s line width.
The greater the percentage, the more significant the infill overlap. It’s advisable to leave the rate around 10-40%, so the overlap stops at the inner walls.
A high infill overlap helps the infill adhere to the print’s wall better. However, you risk the infill pattern showing through the print resulting in an undesirable surface pattern.
Infill Layer Thickness
The Infill Layer Thickness provides a method for setting the layer height of the infill separate from that of the print. Since the infill isn’t visible, the surface quality isn’t critical.
So, using this setting, you can increase the layer height of the infill so it gets printed faster. The infill layer height must be a multiple of the normal layer height. If not, it will be rounded to the next layer height by Cura.
The default Infill Layer Thickness is the same as your Layer Height.
Note: When increasing this value, be careful not to use too high a number when increasing the layer height. This can cause flow rate issues when the printer switches from printing normal walls to the infill.
Gradual Infill Steps
The Gradual Infill Steps is a setting you can use to save material when printing by reducing the infill density at the lower layers. It starts the infill at a lower percentage at the bottom, then gradually increases it as the print goes up.
For example, if it is set to 3, and the Infill Density is set to, let’s say, 40%. The infill density will be 5% at the bottom. As the print goes up, the density will increase to 10% and 20% at equal intervals, till it finally reaches 40% at the top.
The default value for infill steps is 0. You can increase it from 0 to activate the setting.
It helps reduce the amount of material the print uses and the time it takes to complete printing without significantly reducing the surface quality.
Also, this feature is particularly helpful when the infill is solely in place for supporting the top surface and not for any structural reasons.
Material
The Material section provides settings you can use in controlling the temperature during different phases of the print. Here are some of the settings.
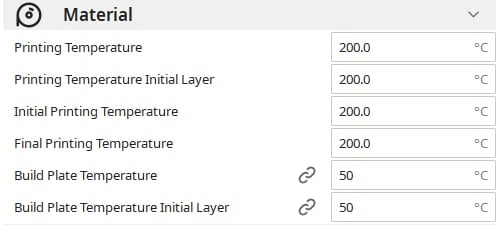
Printing Temperature
The Printing Temperature is simply the temperature at which your nozzle will be set to during the printing process. It’s one of the most important settings for your 3D printer due to the effect it has on the flow of material for your model.
Optimizing your Printing Temperature can solve many printing issues and produce better quality prints, while having a bad Printing Temperature can cause many print imperfections and failures.
Filament manufacturers usually provide a temperature range for printing which you should use as a starting point, before you get the optimal temperature.
In situations where you are printing at high speeds, larger layer heights, or wider lines, using a higher printing temperature is recommended to keep up with the level of material flow needed. You also don’t want to set it too high because it can lead to issues like over-extrusion, stringing, nozzle clogs, and sagging.
Conversely, you want to use a lower temperature when using lower speeds, or finer layer heights so the extruded material has enough time to cool and set.
Do keep in mind that a low Printing Temperature can lead to under-extrusion, or weaker 3D prints.
The default Printing Temperature in Cura depends on what material you are using, and provides a general temperature to get things started.
Here are some of the default temperatures:
• PLA: 200°C
• PETG: 240°C
• ABS: 240°C
Some types of PLA can range anywhere from 180-220°C for the optimal temperature, so keep that in mind when inputting your settings.
Printing Temperature Initial Layer
The Printing Temperature Initial Layer is a setting that allows you to adjust the printing temperature of the first layer, different from the printing temperature of the rest of the print.
It’s very useful for improving the adhesion of your model to the print bed for a more solid foundation. People will generally use a temperature around 5-10°C than the Printing Temperature for ideal results.
It works by making the material more melted and able to adhere better to the printing surface. If you are having bed adhesion issues, this is one strategy to fix it.
Initial Printing Temperature
The Initial Printing Temperature is a setting that provides a stand-by temperature for 3D printers with multiple nozzles and dual extruders.
While one nozzle is printing at the standard temperature, the non-active nozzles will slightly cool down to the Initial Printing Temperature to reduce oozing while the nozzle is standing by.
The stand-by nozzle will then heat up to standard printing temperature once beginning to actively print. Then, the nozzle that finished its portion will cool down to the Initial Printing Temperature.
The default setting in Cura is the same as the Printing Temperature.
Final Printing Temperature
The Final Printing Temperature is a setting that provides a temperature that an active nozzle will cool down to just before switching to a stand-by nozzle, for 3D printers with multiple nozzle and dual extruders.
It basically starts cooling down so that the point where the extruder switch actually happens is what the printing temperature will be at. After that, it will cool down to the Initial Printing Temperature that you set.
The default setting in Cura is the same as the Printing Temperature.
Build Plate Temperature
The Build Plate Temperature specifies the temperature you want to heat the print bed to. A heated print bed helps keep the material in a softer state while printing.
This setting helps the print adhere better to the build plate and controls shrinkage during printing. However, if the temperature is too high, the first layer will not solidify properly, and it’ll be very fluid.
This will make it sag, resulting in an elephant’s foot defect. Also, due to the temperature difference between the part of the print on the bed and the print’s upper region, warping can ensue.
As usual, the default build plate temperature varies according to material and the printing profile. The common ones include:
- PLA: 50°C
- ABS: 80°C
- PETG: 70°C
Filament manufacturers sometimes provide the Build Plate Temperature Range.
Build Plate Temperature Initial Layer
The Build Plate Temperature Initial Layer sets a different build plate temperature for printing the first layer. It helps reduce the cooling of the first layer so it doesn’t shrink and warp after being printed.
Once your 3D printer extrudes the first layer of your model at the different bed temperature, it will then set the temperature back to your standard Build Plate Temperature. You want to avoid setting it too high so you can avoid print imperfections like Elephant’s Foot
The default Build Plate Temperature Initial Layer Setting equals the Build Plate Temperature setting. For the best results, it’s recommended to do your own testing and try to raise the temperature in 5°C increments until you get your desired outcome.
Speed
The Speed section offers different options that you can use to adjust and optimize how fast various sections are printed.

Print Speed
The Print Speed controls the overall speed at which the nozzle moves while printing the model. Although you can set different rates for some parts of the print, the print speed still serves as the baseline.
The default Print Speed for the standard profile on Cura is 50mm/s. If you increase the speed, you can reduce the printing time of your model.
However, you must keep in mind that increasing the speed comes with additional vibrations. These vibrations can reduce the surface quality of the print.
Furthermore, you have to increase the printing temperature to produce more material flow. This increases the risk of nozzle clogs and over-extrusion.
Also, if a print has many fine features, the printhead will repeatedly start and stop instead of printing continuously. Here, increasing the print speed will not have any significant effect.
On the other hand, a lower print speed results in a higher printing time but a better surface finish.
Infill Speed
The Infill Speed is the speed at which the printer prints the infill. Since the Infill isn’t visible most of the time, you can skip past the quality and print it quickly to reduce printing time.
The default Infill Speed on Cura’s Standard profile is 50mm/s.
Setting this value too high can have some consequences, though. It can cause the infill to be visible through the wall as the nozzle will collide with the walls when printing.
Also, if the speed difference between the infill and other sections are too high, it can cause flow rate issues. The printer will have trouble stepping down the flow rate when printing the other parts, causing over-extrusion.
Wall Speed
The Wall Speed is the speed at which the inner and outer walls will be printed. You can use this setting to set a lower print speed for the wall to ensure a high-quality shell.
The default Wall Speed is lower than the Print Speed at 25mm/s. It is set by default to be half of the Print Speed. So, if you have a Print Speed of 100mm/s, the default Wall Speed will be 50mm/s.
When the wall prints slowly, the printer produces fewer vibrations, which reduces defects like ringing in the print. Also, it gives features like overhangs the chance to cool and set properly.
However, printing slow comes with an increase in printing time. Also, if there is a significant difference between the Wall Speeds and Infill speeds, the printer will have trouble switching flow rates.
This is because the printer takes a while to get to the optimal flow rate required for a particular speed.
Outer Wall Speed
The Outer Wall Speed is a setting you can use to set the speed of the Outer Wall separately from the Wall Speed. The Outer Wall Speed is the most visible part of the print, so it must be of the best quality.
The default value of the Outer Wall Speed in the standard profile is 25mm/s. It is also set to be half of the Print Speed.
A low value helps ensure the walls print slowly and come out with a high-quality surface. However, if this value is too low, you run the risk of over-extrusion because the printer will have to extrude more slowly to match the speed.
Inner Wall Speed
The Inner Wall Speed is a setting you can use to configure the speed of the Inner Wall separate from the Wall Speed. The inner walls aren’t as visible as the outer walls, so their quality isn’t of great importance.
However, since they are printed next to the outer walls, they control the placement of the outer walls. So, they have to be printed reasonably slowly to be dimensionally accurate.
The default Inner Wall Speed is also 25 mm/s. It is set to be half of the Print Speed set.
You can increase this value a bit to have a balance between print quality and time for the Inner Walls.
Top/Bottom Speed
The Top/Bottom Speed sets a different speed for printing your model’s top and bottom sides. In some cases, using a lower speed for your top and Bottom sides is helpful for excellent print quality.
For example, if you have overhangs or fine details on these sides, you’ll want to print them slowly. Conversely, if you don’t have much detail on the top and bottom layers of your model, it’s a good idea to increase the Top/Bottom Speed since these generally have longer lines.
The default value for this setting in Cura is 25mm/s.
It’s also half of the Print Speed set in the slicer. If you set a Print Speed of 70mm/s, the Top/Bottom Speed will be 35mm/s.
A lower value like this helps improve the quality of the overhang and the top surface. However, this only works if the overhang isn’t too steep.
Also, using a lower Top/Bottom speed can result in a significant increase in print time.
Support Speed
The Support Speed sets the speed at which the printer creates support structures. Since they’re going to be removed at the end of the print, they do not need to be high quality or very accurate.
Hence, you can use a relatively high speed when printing them. The default speed for printing supports in Cura is 50mm/s.
Note: If the speed is too high, it can cause over-extrusion and under-extrusion when switching between the supports and the print. This happens due to the significant difference in flow rates between both sections.
Travel Speed
The Travel Speed controls the printhead’s speed when it isn’t extruding material. For example, if the printer is done printing one section and wants to move to another, it moves at the Travel Speed.
The default Travel Speed in Cura is 150mm/s. It remains at 150mm/s until the Print Speed reaches 60mm/s.
After this, it increases by 2.5mm/s for every 1mm/s of Print Speed you add, until the Print Speed reaches 100mm/s, for a 250mm/s Travel Speed.
The main advantage of using a high Travel Speed is that it can reduce printing time slightly and limit oozing over printed parts. However, if the speed is too high, it can lead to vibrations that introduce print defects like ringing and layer shifts into your prints.
Furthermore, the print head can knock your print off the plate while moving at high speeds.
Initial Layer Speed
The Initial Layer Speed is the speed at which the first layer is printed. Proper build plate adhesion is essential for any print, so this layer needs to be printed slowly for the best result.
The default Initial Layer Speed in Cura is 20mm/s. The Print Speed you set will have no effect on this value, it will stay at 20mm/s for optimal layer adhesion.
The lower speed means the extruded material remains under the hot temperature for longer, making it flow out better on the build plate. This has the result of increasing the contact area of the filament to the surface, leading to better adhesion.
Skirt/Brim Speed
The Skirt/Brim Speed sets the speed at which the printer prints skirts and brims. They need to be printed slower than other parts of the print to stick better to the build plate.
The default Skirt/Brim speed is 20mm/s. Although the slow speed increases the printing time, the excellent build plate adhesion makes it worth it.
Rafts are in a similar category to Skirts & Brims but it has its own group of settings where you can control the Raft Print Speed.
Enable Acceleration Control
Acceleration Control is a setting that allows you to enable and adjust the level of Acceleration through Cura rather than letting your 3D printer do it automatically.
It determines how fast the print head should accelerate to change speeds.
The Enable Print acceleration setting is off by default. When you switch it on, it reveals a list of specific acceleration settings for different features. The default value for Print Acceleration and the other types is 500mm/s².
Increasing it beyond the set value can cause unwanted vibrations in your printer. This can result in print defects like ringing and layer shifts.
You can change the acceleration value for some features. Here are some examples:
- Infill Acceleration: You can use high acceleration because the print quality isn’t vital.
- Wall Acceleration: A lower acceleration works best to avoid poor print quality and vibrations.
- Top/Bottom Acceleration: Higher acceleration speeds up support printing time. However, be careful not to leave it too high to avoid knocking prints over.
- Travel Acceleration: Travel Acceleration can be raised to save printing time.
- Initial Layer Acceleration: It’s best to keep the acceleration low when printing the first layer to avoid vibrations.
Enable Jerk Control
The Jerk Control setting controls the printer’s speed as it goes through a corner in the print. It controls the print velocity as it comes to a stop before changing direction in the corner.
The setting is turned off by default in Cura. You get some sub-menus to change the Jerk speed for various features when you enable it.
The default Jerk Speed is 8.0m/s for all features. If you increase it, the printer will slow down less when entering corners, resulting in faster prints.
Also, the slower the Jerk Speed, the more chance a blob has to form on the print as the print head lingers. However, increasing this value can result in more vibrations, resulting in dimensionally inaccurate prints.
If the value is too high, it can also cause loss of steps in the motors, causing a layer shift. Here are some of the sub-menus you can tweak under the Enable Jerk Control setting.
- Infill Jerk: A higher value saves time but can result in the infill pattern showing through the print. Conversely, a lower value can lead to a stronger infill bond between the infill and walls.
- Wall Jerk: A lower Jerk value helps reduce the defect causing vibrations. However, it can also result in rounded corners and edges on the print.
- Top/Bottom Jerk: Increasing the Jerk for the Top and Bottom sides can result in more consistent lines on the skin. However, excessive Jerk can cause vibrations and layer shifts.
- Travel Jerk: Setting the Jerk high during travel motions can help save printing time. Just don’t set it too high to avoid your motors skipping.
- Initial Layer Jerk: Keeping the Jerk lower while printing the first layer helps reduce vibration and also makes the corners stick better to the build plate.
Travel
The Travel Section of the print settings controls the motion of the printhead and the filament while printing. Let’s check them out.

Enable Retraction
The Retraction setting retracts the filament out of the nozzle while approaching the end of the extrusion path. The printer does this to avoid material oozing out of the nozzle when the printhead is travelling.
Cura has the Enable Retraction setting on by default. This helps avoid stringing and oozing in prints. It also reduces the surface defects like blobs.
However, if the printer retracts the filament too far back into the nozzle, it can cause flow issues when printing resumes. Too much retraction can also wear down the filament and lead to grinding.
Note: Retracting flexible filaments can be tough and time-consuming due to their stretchy nature. In this case, Retraction might not work as well.
Retract at Layer Change
The Retract at Layer Change setting retracts the filament when the printer moves to print the next layer. By retracting the filament, the printer reduces the number of blobs forming on the surface, which can lead to a Z seam.
The Retract as Layer Change is left off by default. If you turn it on, ensure that the Retraction Distance isn’t too high.
If it’s too high, the filament will take too long to retract and ooze over your print, making retraction null and void.
Retraction Distance
The Retraction Distance controls how far the printer pulls the filament into the nozzle during retraction. The optimal retraction distance depends on your printer is a Direct Drive or Bowden tube setup.
The default Retraction Distance on Cura is 5.0mm. There are two main types of extrusion systems in filament 3D printers, either a Bowden Extruder or Direct Drive Extruder.
A Bowden Extruder usually has a larger Retraction Distance of around 5mm, while a Direct Drive Extruder has a smaller Retraction Distance of around 1-2mm.
The shorter Retraction Distance of Direct Drive Extruders make it ideal for 3D printing flexible filaments.
A higher Retraction Distance pulls the material farther into the nozzle. This reduces the pressure in the nozzle leading to less material oozing out of the nozzle.
A higher Retraction Distance takes more time and can wear down and deform the filament. However, it is ideal for long travel distances to ensure no filament is left in the nozzle for oozing.
Retraction Speed
The Retraction Speed determines how fast the material is pulled back into the nozzle during retraction. The higher the Retraction Speed, the shorter the retraction time, which reduces the chances of stringing and blobs.
However, if the speed is too high, it can result in the extruder gears grinding and deforming the filament. The default Retraction Speed in Cura is 45mm/s.
There are two sub-settings you can use to modify this speed further:
- Retraction Retract Speed: This setting only controls the speed at which the printer pulls the filament back into the nozzle.
- Retraction Prime Speed: It controls the speed at which the nozzle pushes the filament back into the nozzle after retraction.
You generally want to set the Retraction Speed as high as you can without having the feeder grind the filament.
For a Bowden Extruder, 45mm/s should work fine. However, for a Direct Drive Extruder, it’s usually recommended to lower this to around 35mm/s.
Combing Mode
Combing Mode is a setting that controls the pathway the nozzle takes based on the walls of the model. The main purpose of Combing is to reduce the movements going through the walls since they can produce print imperfections.
There are multiple options, so you can adjust the travel moves to either be as fast as possible, or to reduce the most print imperfections.
You can keep defects like blobs, stringing, and surface burns inside the print by avoiding the walls. You also reduce the number of times the printer retracts the filament.
The default Combing Mode in Cura is Not in Skin. Here is a description of it and the other modes.
- Off: It disables Combing, and the printhead uses the shortest possible distance to get to the endpoint regardless of the walls.
- All: The printhead will avoid hitting both the inner and outer walls while travelling.
- Not on Outer Surface: In this mode, in addition to the inner and outer walls, the nozzle avoids the highest and lowest layers of skin. This reduces scars on the outer surface.
- Not in Skin: The Not in Skin mode avoids crossing the Top/Bottom layers while printing. This is somewhat overkill as scars on the lower layers might not be visible on the outside.
- Within Infill: The Within Infill only allows combing through the Infill. It avoids the inner walls, outer walls and the skin.
Combing is a great feature, but you should know that it increases travel moves which increases print times.
Avoid Printing Parts When Traveling
The Avoid Printed Parts When Travelling setting controls the nozzle’s motion, so it doesn’t collide with printed objects on the build plate when travelling. It takes detours around the object’s print walls to avoid hitting it.
The setting is switched on by default in Cura. However, to use it, you have to be using Combing Mode.
Using this setting improves the wall’s outer surface quality as the nozzle doesn’t hit or cross over them. However, it does increase the travel distance, which in turn increases printing time slightly.
Furthermore, the filament doesn’t retract while travelling. This can cause serious oozing problems with some filaments.
So, this setting is best left off when using filaments prone to oozing.
Travel Avoid Distance
The Travel Avoid Distance setting allows you to set the amount of clearance between other objects to avoid collision during printing. To use it, you need to turn on the Avoid Printed Parts When Travelling setting.
The default Avoid Distance on Cura is 0.625mm. To be clear, this is the distance between the objects’ wall and the travel centerline.
A larger value will reduce the chances of the nozzle hitting these objects while travelling. However, this will increase the length of the travel moves, resulting in increased printing time and oozing.
Z Hop When Retracted
The Z Hop When Retracted setting lifts the printhead above the print at the beginning of a travel move. This creates a bit of clearance between the nozzle and the print to ensure they don’t hit each other.
The setting is turned off by default in Cura. If you decide to turn it on, you can specify the move’s height using the Z Hop height setting.
The default Z hop Height is 0.2mm.
The Z Hop When Retracted setting does quite a bit for surface quality as the nozzle doesn’t collide with the print. Also, it reduces the chances of the nozzle oozing onto printed areas.
However, for prints with lots of travel moves, it can increase the printing time slightly. Also, enabling this setting automatically turns Combing Mode off.
Cooling
The Cooling section controls the fan and other settings necessary for cooling the model during printing.
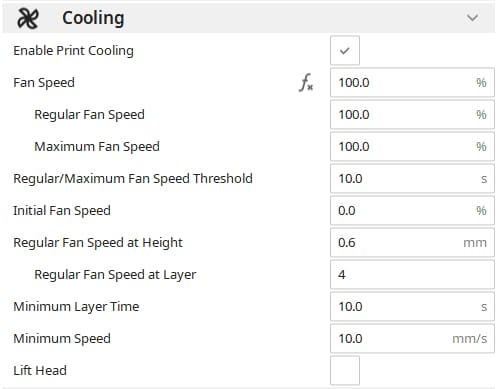
Enable Print Cooling
The Enable Cooling setting is responsible for turning the printers’ fans on and off during printing. The fans cool down the freshly laid filament to help it solidify and set faster.
The Enable Print Cooling setting is always turned on by default on Cura. However, this might not be the best for all materials.
Materials like PLA with a low glass transition temperature need lots of cooling when printing to avoid sagging, especially on overhangs. However, when printing materials like ABS or Nylon, it’s best to disable the Print Cooling or go with minimal cooling.
If you don’t, the final print will come out extremely brittle, and you might have flow problems while printing.
Fan Speed
The Fan Speed is the rate at which the cooling fans spin while printing. It is defined in Cura as a percentage of the maximum speed of the cooling fan, so the speed in RPMs can differ from fan to fan.
The default Fan Speed in Cura depends on the material you select. Some speeds for popular materials include:
- PLA: 100%
- ABS: 0%
- PETG: 50%
A higher fan speed works for materials with a low glass transition temperature like PLA. It helps reduce oozing and produces better overhangs.
Materials like this can afford to cool quickly because the nozzle’s temp keeps them above their glass transition range. However, for materials with high glass transition temps like PETG and ABS, you should keep the fan’s speed low.
While using these materials, a high fan speed can reduce the print’s strength, increase warping and make it brittle.
Regular Fan Speed
The Regular Fan Speed is the speed at which the fan will spin, unless the layer is very small. If the time taken to print a layer stays above a particular value, the Fan Speed is the Regular Fan Speed.
However, if the time to print the layer drops below that time, the Fan Speed increases to the Maximum Fan Speed.
The higher speed helps the smaller layer cool faster and helps produce better features like overhangs, etc.
The default Regular Fan Speed in Cura is the same as the Fan Speed, which depends on the material chosen (100% for PLA).
Maximum Fan Speed
The Maximum Fan Speed is the speed at which the fan spins while printing small layers in the model. It is the Fan Speed the printer uses when the layer printing time is at or below the Minimum Layer Time.
The high Fan Speed helps cool down the layer as fast as possible before the printer prints the next layer on top of it, since that next layer would happen quite quickly.
The default Maximum Fan Speed is the same as the Fan Speed.
Note: The Maximum Fan Speed isn’t reached immediately if the printing time goes below the Regular /Maximum Fan Threshold. The Fan Speed increases incrementally with the time taken to print the layer.
It reaches the Maximum Fan Speed when it gets to the Minimum Layer Time.
Regular/Maximum Fan Speed Threshold
The Regular/Maximum Fan Speed Threshold is a setting that allows you to set the number of seconds that a printed layer should be before it starts increasing the fans to the Maximum Fan Speed, based on the Minimum Layer Time setting.
If you reduce this threshold, your fans should spin at the regular speed more often, while if you increase the threshold, your fans will spin at greater speeds more often.
It is the shortest layer time that can be printed with the Regular Fan Speed.
Any layer that takes a shorter time to print than this value will be printed with a Fan Speed higher than the Regular Speed.
The default Regular/ Maximum Fan Speed Threshold is 10 seconds.
You should keep a bit of a gap between the Regular/ Maximum Fan Speed Threshold and the Minimum Layer time. If they are too close, it can result in the fan stopping abruptly when the layer printing time goes below the set threshold.
This leads to print defects like banding.
Initial Fan Speed
The Initial Fan Speed is the rate at which the fan spins when printing the first few print layers. The Fan is switched off for most materials during this period.
The low fan speed enables the material to stay warmer for longer and squish into the print bed resulting in better build plate adhesion.
The default Initial Fan Speed in Cura for some popular materials include:
- PLA: 0%
- ABS: 0%
- PETG: 0%
Regular Fan Speed at Height
The Regular Fan Speed at Height specifies the model height in mm at which the printer starts transitioning from the Initial Fan Speed to the Regular Fan Speed.
The default Regular Fan Speed at Height is 0.6mm.
Using a lower fan speed for the first few layers helps with build plate adhesion and reduces the chances of warping. This setting gradually increases the Fan Speed because too sharp of a change can cause banding on the print’s surface.
Regular Fan Speed at Layer
The Regular Fan Speed at Layer sets the layer at which the printer increases the Fan Speed from the Initial Fan Speed to the Regular Fan Speed.
It is just like the Regular Fan Speed at Height, except this setting uses layer numbers instead of layer height. You can use it to specify the layer number you want to print at the Initial Fan Speed, overriding the Regular Fan Speed at Height setting.
The default Regular Fan Speed at Layer is 4.
Minimum Layer Time
The Minimum Layer Time is the shortest time the 3D printer can take to print a layer before moving to the next one. Once set, the printer cannot print layers faster than the time you put in.
This setting helps ensure the previous layer has time to solidify before another one is printed on top of it. So, even if the printer can print the layer in a shorter time than the Minimum Layer, it slows down to print it in the Minimum Layer Time.
Also, if the layer is too small and the nozzle can’t slow down further, you can set it to wait and lift at the end of the layer until the Minimum Layer Time is complete.
This has a disadvantage though. If the layer is very small, then the heat of the nozzle waiting next to it can melt it.
The default Minimum Layer Time is 10 seconds.
A higher Minimum Layer Time gives the print enough time to set and cool, reducing sagging. However, if it’s set too high, the nozzle will slow down often, resulting in flow-related defects like oozing and blobs.
Minimum Speed
The Minimum Speed is the slowest speed the nozzle is allowed to print a layer to achieve the Minimum Layer Time. To explain this, the nozzle slows down if the layer is too small to reach the Minimum Layer Time.
However, no matter how slow the nozzle gets, it must not go below the Minimum Speed. If the printer takes less time, then the nozzle waits at the end of the layer until the Minimum Layer time is complete.
The default Minimum Speed on Cura is 10mm/s.
A lower Minimum Speed helps the print cool and solidify faster since the fan has more time to cool it. However, the nozzle will dwell over the print longer and cause a messy surface and print sagging, though you can choose to use the Lift Head setting below.
Lift Head
The Lift Head setting moves the print head away from the print at the end of a layer if the Minimum Layer Time hasn’t been reached, rather than staying on the model. Once the Minimum Layer Time is reached, it will then start printing the next layer.
The Lift Head setting moves the nozzle up from the print by 3mm during this period.
It is left off by default in Cura.
The setting helps avoid the nozzle dwelling over the printed layers. However, it can also result in stringing and blobs as the nozzle moves up and away without retraction.
Support
Support structures hold up overhanging features while printing to prevent them from falling over. The supports section controls how the slicer generates and places these supports.
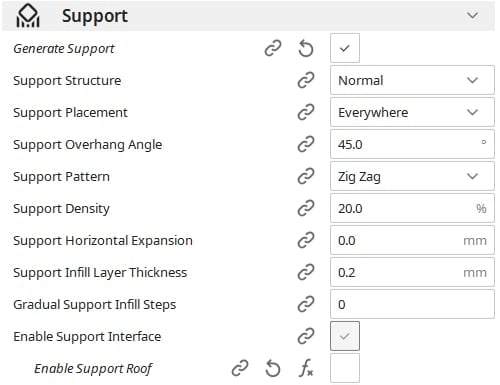
Generate Support
The Generate Support setting turns on the supports feature for the model about to be printed. The setting automatically detects areas in the print that need supports and generates the supports.
The Generate Support Setting is usually turned off by default in Cura.
Enabling it increases the amount of material and time the model requires for printing. However, supports are necessary when printing overhanging parts.
You can reduce the number of supports you need in your print by following some simple tips:
- When designing a model, avoid using overhangs if you can.
- If the overhangs are supported on both sides, you can use the bridge settings to print them instead of supports.
- You can add a chamfer on the bottom of small overhanging ledges to support them.
- By orienting flat surfaces directly on the build plate, you can reduce the number of supports the model uses.
Support Structure
The Supports Structure setting lets you choose the type of supports you want to generate for your model. Cura provides two kinds of supports you can use in generating supports: Tree and Normal.
The default Support Structure is Normal.
Let’s look at both supports.
Normal Supports
Normal Supports come up to support the overhanging feature from a part directly under it or the build plate. It is the default Support structure since it’s very easy to position and use.
Normal supports are very quick to process during slicing and easy to customize. Also, since they cover a large surface area, they don’t have to be very accurate, making them pretty forgiving for other imperfections you might experience.
However, they take quite a long time to print, and they use a lot of material. Also, they can leave significant scars on large surface areas while removing them.
Tree Supports
Tree Supports come in the form of a central trunk on the build plate with branches going out to support overhanging parts of the print. Thanks to this main trunk, supports do not need to drop directly down to the build plate or other surfaces.
All supports can avoid obstacles and grow right from the central trunk. You can also use the Tree Support Branch Angle setting to limit how the branches extend.
This setting specifies the angle at which the branches will branch out to support overhangs. This helps in avoiding steeper branches that will require support themselves.
Tree supports use less material and are much easier to remove than normal supports. Also, their small contact areas do not leave significant marks on the print’s surface.
However, they take a considerable time to slice and generate in Cura. Also, they’re not suitable for use with flat, sloped overhanging surfaces.
Finally, due to the variations in flow rate when printing the tree supports, you can’t use them when printing a material that’s difficult to extrude.
Support Placement
The Support Placement option lets you select the surfaces on which the slicer can generate the supports. There are two main settings: Everywhere and Build Plate Only.
The default setting here is Everywhere.
Choosing Everywhere lets supports rest on the model’s surfaces and the build plate. This helps support overhanging parts that aren’t directly above the build plate.
However, this leads to support marks on the model’s surface where the supports rest on.
Choosing Only on Build Plate restricts the supports to being created only on the build plate. So, if the overhanging part isn’t directly over the build plate, it won’t be supported at all.
In this case, you can try using conical supports with a negative support angle (Found in the Experimental section) or, even better, use Tree Supports.
Support Overhang Angle
The Support Overhang Angle specifies the minimum overhang angle on the print that gets supported. It dictates the amount of support the printer generates on the model.
The default Support Overhang Angle is 45°.
A smaller value increases the support the printer will provide to steep overhangs. This makes sure that the material doesn’t sag during printing.
However, a smaller angle can also result in the printer supporting overhang angles that don’t need support. It also adds to the printing time and results in additional material usage.
You can use this Overhang Test Model from Thingiverse to test out your printer’s overhang capabilities before you set the angle.
To view what parts of your model will be supported, you can simply look for the areas shaded in red. When you increase the Support Overhang Angle, or the angle that should have supports, you can see less red areas.
Support Pattern
The Support Pattern is the type of pattern used in constructing the infill of the supports. Supports aren’t hollow, and the type of infill pattern you use influences how strong they are and their ease of removal.
Here are some of the Support Patterns Cura offers.
Lines
- Produces the best overhang quality
- Easy to remove
- Prone to toppling over
Grid
- Very strong and rigid, which makes it hard to remove
- Provides average overhang quality.
Triangle
- Provides bad overhang quality.
- Very rigid, which makes it hard to remove
Concentric
- Flexes easily, which makes it easy to remove
- Provides good overhang quality only if the overhang is oriented perpendicularly to the direction of the support’s lines.
Zig Zag
- Decently strong yet quite easy to remove
- Provides excellent support for overhanging parts
- Geometry makes it easy to print in a single line, reducing retraction and travel moves.
Gyroid
- Provides great overhang support in all directions
- Makes fairly sturdy supports
The default Support Pattern selected in Cura is Zig Zag.
Different Support Patterns will be affected by Support Density in different ways, so a 10% Support Density with Grid will be different from the Gyroid pattern.
Support Density
The Support Density controls how much material will be created inside your supports. A high percentage density produces dense support lines closer to each other.
Conversely, a lower density percentage puts the lines farther away from each other.
The default Support Density on Cura is 20%.
A higher density provides more robust supports and a bigger surface area for the overhanging parts to rest on. However, it takes more material, and the print takes longer to complete.
It also makes the supports harder to remove after printing.
Support Horizontal Expansion
The Support Horizontal Expansion increases the width of the support’s lines. The supports expand horizontally in every direction by the value you set.
The default Support Horizontal Expansion in Cura is 0mm.
Increasing this value will provide a greater support surface area for small overhangs to rest on. It also ensures all supports have a minimum area which is necessary for printing hard to extrude materials.
However, increasing it can also result in more material usage and longer printing times. Setting a negative value can reduce the support’s width and even erase it altogether.
Support Infill Layer Thickness
The Support Infill Layer Thickness is the layer height the printer uses when printing the supports. Since the supports must be removed after printing, you can use a large Support Infill Layer Thickness for faster printing.
The default Support Layer Infill Thickness in Cura is 0.2mm. It is always a multiple of the regular layer height and will be rounded to the closest multiple when adjusted.
Increasing the Support Infill Layer Thickness saves time, but if you increase it too much, it can cause flow issues. As the printer switches between printing the supports and the walls, the changing flow rates can drive over and under-extrusion.
Note: The printer only uses this value for the main body of the supports. It doesn’t use them for the roof and the floor.
Gradual Support Infill Steps
The Gradual Support Infill Steps setting reduces the density of the supports in the lower layers to save material.
For example, if you set the Gradual Infill Support Steps to 2 and the Infill Density to 30%. It will create levels of Infill Density through the print, having 15% in the middle, and 7.5% at the bottom, where it’s usually less needed.
The default Cura value for Gradual Infill Steps is 0.
Using the Gradual Infill Steps can help save material and reduce the model’s printing time. However, it can also result in weaker supports and, in some cases, floating supports (supports without a base).
You can strengthen the Supports by adding walls to them using the Support Wall Line setting. At least one line gives the support a base to use.
Enable Support Interface
The Enable Support Interface creates a structure between the support and the model. This helps create a better support interface between the print and the supports.
The Enable Support Interface setting is turned on by default in Cura.
It helps create a better overhang quality thanks to the extra surface area it provides when enabled. However, removing the support will be tougher when you use this setting.
To make the supports easier to remove, you can try printing them with a material that’s easier to remove if you have a dual-extruder printer.
Enable Support Roof
The Enable Support Roof generates a structure between the roof of the support and where the model rests on it. The Support Roof provides better support for the overhangs since it’s denser, which means less distance to bridge.
However, it fuses better to the model than regular supports making it harder to remove.
The Enable Support Roof Setting is turned on by default.
Enable Support Floor
The Enable Support Floor creates a structure between the support’s floor and where it rests on the model. This helps provide a better foundation for the support and reduce the marks left when the support is removed.
The Enable Support Floor Setting is turned on by default.
You should note that the Enable Support Floor only generates the interface in places where the support touches the model. It doesn’t generate it where the support touches the build plate.
Build Plate Adhesion
The Build Plate Adhesion setting helps determine how well the first layer of the print sticks to the build plate. It provides options to increase the model’s adhesion and stability on the build plate.
We have three options under the Build Plate Adhesion Type: Skirt, Brim, and Raft. The default option in Cura is Skirt.
Skirt
A Skirt is a single line of extruded filament around your 3D print. Although it doesn’t do much for print adhesion or stability, it does help prime the nozzle’s flow before printing starts so any stuck material doesn’t become a part of your model.
It also helps you check whether your print bed is correctly levelled.

Skirt Line Count
The Skirt Line count sets the number of lines or contours in the Skirt. A high Skirt Line Count helps makes sure the material is flowing properly before printing starts, especially in smaller models.
The default Skirt Line Count is 3.
Alternatively, using the Skirt/Brim Minimum length, you can specify the exact length of material you want to prime the nozzle with.
Brim
A Brim is a flat, single layer of material printed and attached to the base edges of your model. It provides a bigger bottom surface area for the print and helps keep the model’s edges attached to the print bed.
A brim helps significantly with build plate adhesion, especially around the model’s bottom edges. It keeps the edges down when they shrink after cooling to reduce warping to the model itself.

Brim Width
The Brim Width specifies the distance at which the brim extends out from the model’s edges. The default Brim Width on Cura is 8mm.
A wider Brim Width produces greater stability and build plate adhesion. However, it reduces the area available for printing other objects on the build plate and also consumes more material.
Brim Line Count
The Brim Line Count specifies how many lines your Brim will extrude around your model.
The default Brim Line Count is 20.
Note: This setting will override the Brim Width if used.
For larger models, having a higher Brim Line Count will reduce your effective build plate area.
Brim Only on Outside
The Brim Only on Outside setting ensures that brims are only printed on the object’s outer edges. For example, if the model has an internal hole, a brim will be printed on the hole’s edges if this setting is off.
These internal brims add little to the model’s build plate adhesion and strength. However, if this setting is on, the slicer will ignore internal features and put the Brim only on the outer edges.
The Brim Only on Outside is switched on by default.
So, the Brim Only on Outside helps save printing time, post-processing time, and material.
Note: Cura will not be able to remove the brim if there is another object inside the hole or internal feature. It only works if the hole is empty.
Raft
A Raft is a thick plate of material added between the model and the build plate. It consists of three sections, a base, a middle, and a top.
The printer prints the raft first, then prints the model on top of the Raft structure.
The Raft helps increase the surface area of the print’s bottom, so it sticks better. It also serves as a ‘sacrificial’ first layer to help shield the model from first layer and build plate adhesion issues.
Here are some of the key Raft settings.
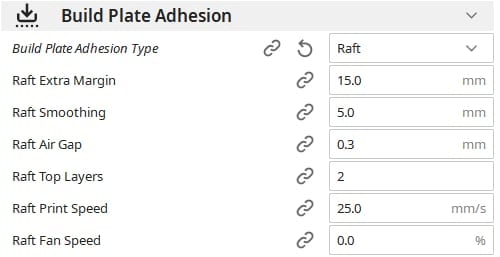
Raft Extra Margin
The Raft Extra Margin sets the size of the raft by specifying its width from the edge of the model. For example, if the Extra margin is set to 20mm, the model will have a distance of 20mm from the raft’s edge.
The default Raft Extra Margin in Cura is 15mm.
A higher Raft Extra margin produces a bigger raft, increasing its contact area on the build plate. It also helps reduce warping and makes post-processing much easier.
However, a bigger raft uses more material and adds to the printing time. It also takes up valuable space on the build plate.
Raft Smoothing
Raft Smoothing is a setting that smooths out the inside corners of your raft, when there are multiple rafts from other models connecting to each other. Basically, intersecting rafts will be measured through the radius of the arc.
Separate Raft pieces will be better connected by increasing this setting, making them stiffer.
Cura will close any internal holes with a radius smaller than the Raft Smoothing radius on the raft.
The default Raft Smoothing radius in Cura is 5mm.
Closing the holes and smoothing the corners helps make the rafts stronger, stiffer and less resistant to warping.
On the other hand, Raft Smoothing increases material usage and printing time.
Raft Air Gap
The Raft Air Gap leaves space between the model and the Raft so that they can be separated easily after printing. It ensures the object doesn’t fuse with the raft.
The default Raft Air Gap is 3mm.
Using a higher Raft Air Gap leaves a weaker connection between the Raft and the print, making it easier to separate them. However, this comes with an increased possibility that your raft can separate during the print or the model be knocked down.
So, it’s best to keep this value low and do some testing.
Raft Top Layers
The Raft Top Layers specifies the number of layers in the top section of the raft. These layers are usually very dense to provide better support for the print.
The default amount of Raft Top Layers on Cura is 2.
A higher number of Top Layers helps provide a better surface for the print to rest on. This is because the top layer bridges over the rough middle layer, resulting in a poor bottom finish.
So, the more layers over the middle layer, the better. However, this comes with a significant increase in printing time.
Raft Print Speed
The Raft Print Speed determines the overall speed at which your 3D printer creates the Raft. The Raft Print Speed is usually kept low for the best results.
The default Raft Print Speed is 25mm/s.
A slow print speed makes sure the material cools slowly and stays hot longer. This relieves internal stresses, reduces warping, and increases the Raft’s contact area with the bed.
This results in a stronger, stiffer raft with good build plate adhesion.
You can customize the print speed for different sections of the Raft. You can set a different Raft Top Speed, Raft Middle Print Speed and Raft Base Print Speed.
Raft Fan Speed
The Raft Fan Speed sets the rate at which the cooling fans spins when printing the Raft. Depending on the material, using the cooling fans can have several effects.
For example, when using a material like PLA, a cooling fan leads to a smoother top Raft surface, resulting in a better bottom finish. However, in materials like ABS, it can cause warping and poor build plate adhesion.
So, in light of these factors, the default Fan Speed varies across different materials. However, in most, the default setting is usually 0%.
Special Modes
Special modes settings are helpful features that you can use in changing or optimizing how your model is printed. Here are some of them.

Print Sequence
The Print Sequence setting specifies the order in which multiple objects placed on the build plate are printed. It sets how the printer builds up the layers of these objects on a single extrusion printer.
Here are the options available.
All At Once
The All at Once option prints all the objects directly up from the build plate at once.
For example, let’s say there are three objects on the plate, it will print the first layer of each object, then continue to print the second layer of each object.
It then repeats the entire process for subsequent layers until all the objects are complete.
Printing models in an All at Once configuration gives the layers more time to cool, leading to better quality. It also saves printing time by enabling you to make good use of your entire build volume.
The default Print Sequence setting is All at Once.
One at a Time
In this mode, if there are multiple objects on the build plate, the printer completes one object before moving to the next. It doesn’t start printing another object while one is still incomplete.
The One at a Time option helps serve as insurance against print failure since any model completed before failure is still fine. It also reduces the number of stringing and surface defects caused by the printhead moving back and forth between objects.
However, to use this setting, you have to follow some rules.
- You have to space the prints properly on the build plate to avoid the printhead knocking them over.
- To avoid knocking prints over, you can’t print any object taller than your printer’s gantry height, though you can edit this in ‘Machine Settings’. The gantry height is the distance between the nozzle’s tip and the top rail of the printhead’s carriage system.
- The printer prints objects in the order of closeness. This means after the printer is done printing an object, it moves on to the one closest to it.
Surface Mode
The Surface Mode prints an open volume shell of the model when enabled. This setting prints the X and Y axis walls without any top and bottom layers, infill or supports.
Typically, Cura tries to close loops or walls in the print when slicing. The slicer discards any surface that cannot be closed.
However, the surface mode leaves the X and Y axis walls open without closing them.
Other than normal, Surface Mode provides two ways to print models.
Surface
The Surface option prints the X and Y walls without closing them. It doesn’t print any top, bottom, infill or Z-axis skin.
Both
The Both option prints all the walls in the print, but it includes the extra surfaces that the slicer would’ve discarded if the surface mode wasn’t on. So, it prints all the X, Y, and Z surfaces and prints the loose unclosed surfaces as single walls.
Note: Using this setting affects the dimensional accuracy of the print. The print will be smaller than the original size.
Spiralize Outer Contour
The Spiralize Outer Contour setting, also known as ‘vase mode’ prints models as hollow prints with a single wall and bottom. It prints the entire model in one single go without stopping the nozzle to move from one layer to the next.
It gradually moves the printhead up in a spiral as it prints the model. This way, the printhead doesn’t have to stop and form a Z-Seam while changing layers.
The Spiralize Outer Contour prints models rapidly with excellent surface qualities. However, the models aren’t usually very strong and watertight due to the presence of only one print wall.
Also, it doesn’t work well with models that have overhangs and horizontal surfaces. In fact, the only horizontal surface you can print with the Spiralize Outer Contour Setting is the bottom layer.
Additionally, it doesn’t work with prints that have many details on layers.
Arc Welder
The Arc Welder setting simply converts multiple G0 & G1 arc segments into G2 & G3 arc movements.
The nature of G0 & G1 movements are straight lines, so any curves would be several straight lines which takes up unnecessary memory (creates smaller G-Code files) and can cause minor defects.
Your 3D printers firmware should convert some of those movements into arcs automatically. With Arc Welder enabled, it can reduce the stuttering movement that you may have experienced in 3D prints with many arcs.
To use Arc Welder though, you need to download the Cura plugin from the Cura Marketplace. You can also add it via Cura sign in on the Ultimaker website.
So, there you have it! This article covers all the essential settings you’ll need to configure your machine to print high-quality models.
You’ll become more proficient once you start using these settings consistently. Good Luck!