Best Orientation of Parts for 3D Printing
With every 3D print, there are several ways you can position a model on your print bed. This is also known as part orientation and there is a way to maximize your benefits by using orientation in a smart way.
This article will explore how to get the best part orientation and just what kind of benefits you can look to gain.
The best orientation of parts for 3D printing are ones which reduce Z height, minimize the presence of overhangs so less support materials are needed, and take into account where structural weakness may arise in the X, Y & Z axis. This results in faster printing times, less material used & stronger parts.
In this article, I will let you know the factors to take into account for the best direction of parts for 3D printing. These will make your 3D models accurate and robust with an excellent surface finish.
Requirements for Best Part Orientation
- First Layer/Foundation
You need to first look at what is required when deciding on your best part orientation. Even though many factors may make sense in a particular orientation, there are things to keep in mind.
First Layer Adhesion
Accounting for the height or support material aren’t the only things you should take into account. Another important consideration is your first layer adhesion. This stems from having a first layer which is large enough to have a strong foundation.
- To have a stable first layer, firstly, we look for large flat surfaces on the model.
- To print files with no distinct flat surface, you can either modify (cutting) the file creating a flat base
- Print using supports and a raft that will hold the print in place.
When the print is tall, and the first layer is fine or covers a minimal area, it is recommended to print with supports and a raft so that prints will be held in place.
Why is Orientation Important to Your 3D Model?
- Print Times
- Amount of Material Used
- Aesthetics/Looks
- Strength & Flexibility
- Part Accuracy
In this vast world of 3D printing, besides different aspects such as what material to use, what resolution to print at and even what infill pattern to use, an important element of modelling on your 3D printer is the orientation of your model.
Compromises usually have to be made when deciding on the best part orientation, so decide this according to the goal of your printed parts.
This section will cover the main factors that you should look into for picking the best orientation for your model.
Effects on Speed & Print Time
3D printers extrude with higher speeds on the X and Y axes, as detailed by default printing speeds (acceleration & jerk) on slicers. The shifts that happen when your printer is moving up the Z axis need to happen slowly because these movements require more precision.
By minimizing the Z-axis or the height of your model, your 3D printer will be able to travel across the bed more efficiently resulting in your model printing much faster.
So, basically the lower your 3D print’s height is, generally the faster it is going to be printed.
The best scenarios for reducing printing times is where your printer reaches its maximum speed, taking into account acceleration and your set printing speed in the slicer.
Also, when you think about just how many layers are being created for your 3D model, you quickly realize there are hundreds or even over one thousand layers being printed. If you have a layer height of 0.1mm and a model height of 180mm, that is 1,800 vertical layers that your 3D printer has to travel.
It makes a significant enough difference when we are talking about large models.
Changing the orientation for lower heights won’t work for all models with height due to other factors, but there are definitely some cases where it can be beneficial to you.
Sometimes a situation where you can decrease printing time might result in a failed print, or poor quality.
This would be an even bigger waste of time, so make sure you’re balancing the orientation of your 3D parts with the chances of success for getting to the end of a print.
Support Material Can Be Minimized
The ideal 3D print is one that doesn’t require supports because not only does it save on material used, but also on printing time.
3D printing is a fairly slow method of manufacturing so our aims are usually to speed it up as much as we can, while having the optimal characteristics of an object.
Depending on the shape of your model, there may be overhangs which require vertical support towers to hold the surface up where the overhangs exists.
By using a certain orientation for your model, you can intelligently minimize support materials by changing the orientation to minimize overhangs. Doing this properly can save you plenty of support material over the years.
The angle where supports start to come in, is above that 45° mark as defaulted in the Cura slicer. In some cases with your models, you can angle your prints below 45° and have all the other sides at a good enough angle to print just fine.
This picture shows a model from Thingiverse called Orientation XYZ. It’s a nice example of using orientation to smartly reduce support material used.
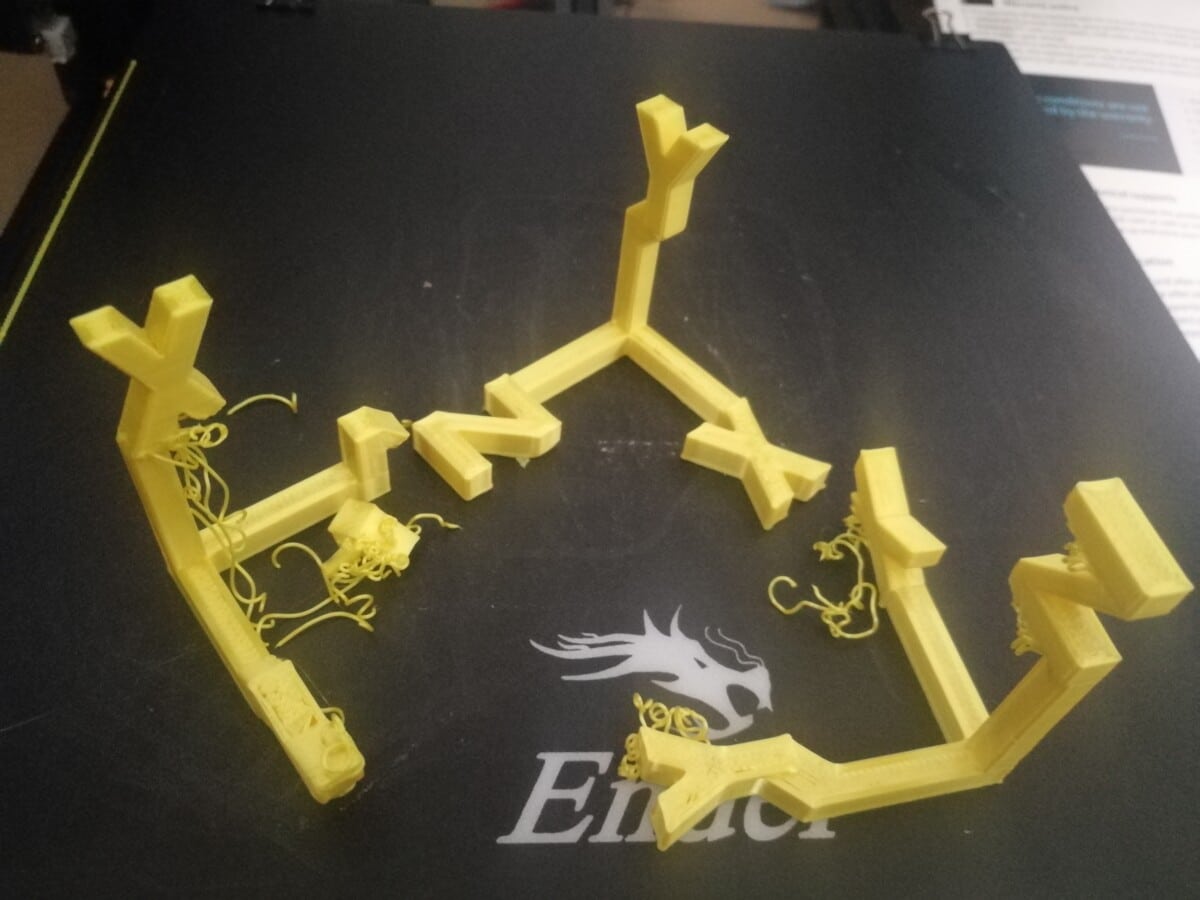
These are all stood up in the same way they were printed and you can see, only one of them came out successfully. You can visualize why it worked so well and the other ones didn’t. It’s because of the way the previous layers are holding up the layers above, without any harsh angles.
Every time a vertical support tower is needed when there is an overhanging without any structure below it, build time slows down.
Build time will speed up when support materials are eliminated by changing the orientation to minimize overhangs, and you will save on support material usage.
It’s also ideal because I’ve had many 3D prints break on me while trying to remove support material so this works out even more in your favor.
If this has also affected you before, I’ve made a sweet article about How to Make 3D Printing Supports Easier to Remove, so check that out if you want.
Surface Quality Improvement
3D printers tend to print most accurately on the X and Y axis. By positioning your path in a certain way, the surfaces go down the X and Y axes and it will create a smoother surface and the best-looking part.
The less layer lines you have, the less ‘gaps’ you have in your model.
This means we can use orientation to make specific surfaces smoother.
You may not have noticed it but depending on which way your model is in relation to the base corner of your print bed, certain surfaces are better quality than others. This is where the best part orientation can make a difference.
The smoothest surface is usually the one that is directly on the print bed, especially on a glass bed.
Using this to your advantage, the side you want to be smooth can be placed in such a way that it’s face down, but only if it’s possible and makes sense.
The top of the print also usually has a pretty smooth print surface due to the tip of the extrusion being smoothed over. You want to try to avoid supports when surface quality is a priority because they tend to leave support marks and require post-processing.
Describing Best Orientation Using A Cylinder
The usual example when talking about surface quality improvements is when talking about a cylinder shape because the example is so clear.
When 3D printing a cylinder, the two main choices are vertically or horizontally. The better orientation would be one that makes the curved side of the cylinder the smoothest.
How do we make this happen?
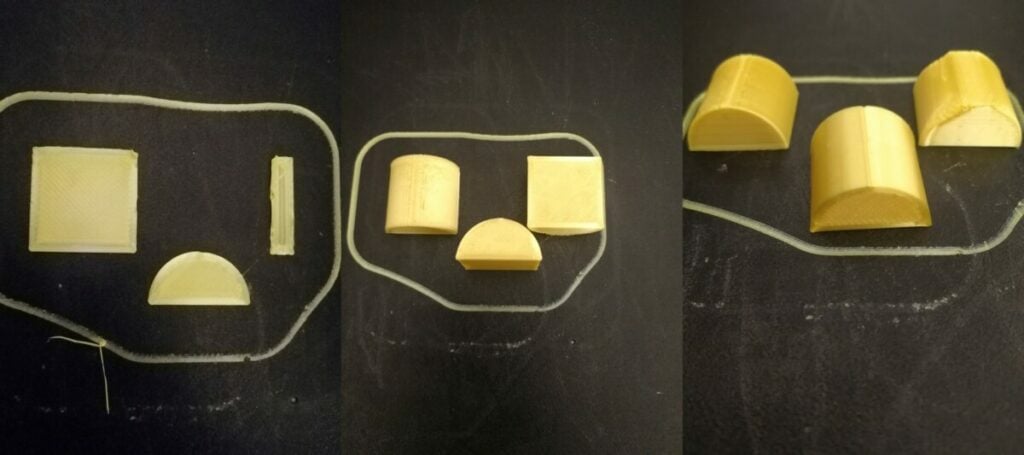
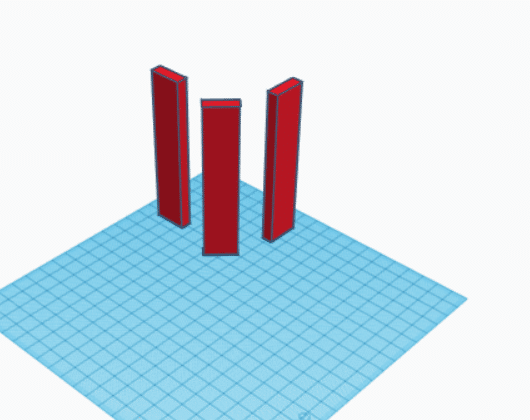
Above, are three different orientations for a cylinder in corresponding order (left, middle, right):
A) The flat side opposite the curve faced down on the bed
B) The side curve faced down on the bed
C) The main curve side faced down
The picture on the right shows the final print. We can see that ‘B’ has the smoothest curved surface which is when the orientation was vertically placed. This is a situation where each previous layer is perfectly supported.
Each layer is creating the circular shape and shifts up one layer on the Z-axis, to create another layer of this shape.
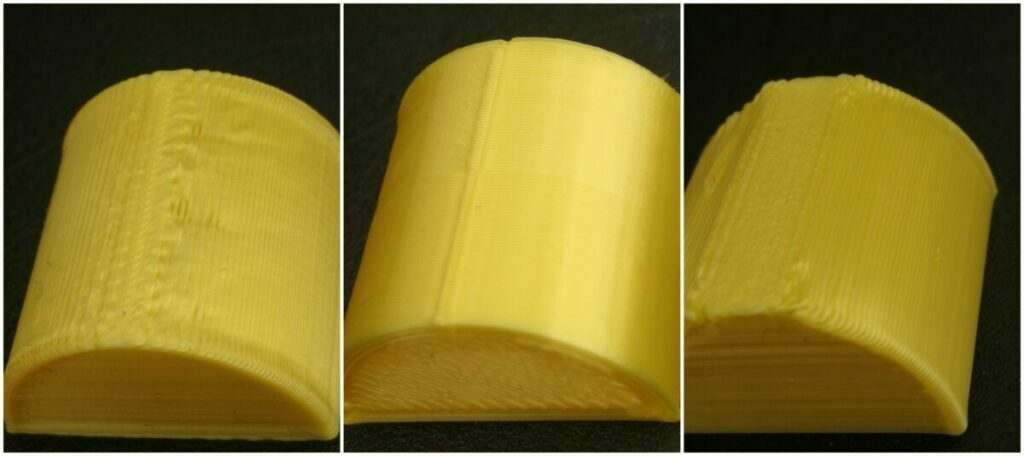
A & C are not as smooth as A, with C being the worst of the three because it had the curved side being build upon a flat bed surface.
The horizontally-laid cylinder started off laying a thin rectangular strip of plastic for the first layer, then built upon that (C).
Then it will slowly be laying plastic slightly wider than the previous layer to create the outer circle shape, but be doing so in rectangles the length of the cylinder. This doesn’t give us the results we desire.
A foundation like this doesn’t allow the cylinder to build smooth, curved surfaces, or be properly supported to make smooth layers.
Depending on the use of your cylinder, B might not always be the preferred option. If this was designed to be some type of sliding mechanism , you wouldn’t want the layer lines to negate smooth movements along the curved surface.
If this was the case, either orientation A or C would be ideal because the layer lines follow the length of the cylinder which makes a smooth guided movement along.
To get better part quality, you would have to use a much lower layer height to smoothen out the micro-steps that give the bad surface finish.
3D Print Orientation Strength
One of the main factors that 3D printing focuses on is the strength of printed parts. If 3D printed parts were weak and didn’t have strength to bear heavy loads, it wouldn’t be as popular as it was today.
This section will look at how you can intelligently have a part orientation which focuses on strength, rather than time, material or surface finish. Your 3D print orientation strength changes depending on how you set things up.
SparxEng found that by orienting parts in a certain manner, parts were substantially stronger regardless of the level of infill that was used. The part orientation that displayed this strength was an object that was printed flat, at a 45° angle front the X-axis.
It was because this angle gave the part multi-directional strength rather than just one directional layers going up and down or side to side across the part.
As we know, 3D prints are built up layer by layer, but we have to account for which way the layers are being built.
When you have a mostly vertical object, you don’t want your directional infill to also be going vertical because it means the part won’t have much horizontal resistance and will be easy to break.
Parts aren’t strong when their layer liens parallel the edges.
Even worse is having a long block and orienting the part vertically. This makes each layer built in the main direction of the Z axis which means your infill is going to be printed with a thinner surface area.
This is called having fewer flex points.
The Z layers can become separation points for a model when building in a layering process. The orientation of the part should be, so the flex happens along the X and Y axes if you are producing parts that require flexural strength.
3D printed objects tend to be strong in the X & Y axis direction, but weak in the Z axis direction.
When you orient a long block horizontally, there is a wider surface area being built upon.
Thinking about how 3D printed objects are layered down, the X and Y axis are extruded in long, continuous strips depending on the model.
On the other hand, when the print head needs to go higher, there is a layer change or shift upwards which means there is a gap between each layer.
It’s similar to having a long, thin stick and trying to break it. You wouldn’t try to break it vertically by pushing it down on itself because that’s where the strength lies. You would rather break it by bending the stick horizontally in the middle.
Part Accuracy
If you are printing a cylinder, vase or circular shape object your orientation has a big impact on just how accurately that part will be 3D printed.
This is all because of the way your printer builds up objects. It’s done layer by layer, which uses the foundation underneath as a supporting structure to carry on. If you have a circular object laid on its side, it will be built up diagonally rather than the required circle. It will just be a series of angled rectangles to build up the sides.
Laying a cylinder or vase at an angle where the Z axis or height is used as the center, your printer will extrude each layer circle after circle, not having trouble with support or directional changes.
The best thing we can do for part orientation is make sure there is some kind of consistency in direction, for better print quality.
When we consider proper part orientation, we need to keep part accuracy into account and whether your part will be adequately supported to have proper precision.
Orientation also impacts on print time. By using the previous example, the build time of horizontal orientation will be less than the time to build the vertical orientation.
The total number of layers is significantly reduced at a 100-micrometer layer height. The horizontal cylinder will be printed with 100 total layers and the vertical with 300 layers.
How to Determine the Best Part Orientation
Now that we have identified what to consider, let’s look through how to put this information together to give us the best part orientation for your prints.
Manually Visualizing the Best Part Orientation
This video on how to orient a 3D print is a great one to watch by Maker’s Muse.
It takes some practice and critical thinking, but just by looking at a part you can pretty quickly decide which orientation is best.
Things can get complex, however, when we are looking at intricate designs so the main thing you’ll want to consider is the first layers and height of the model. Those are pretty good starting points before taking into account the other factors.
You have access to a ‘Preview’ module of your print and its layer lines so make sure to closely examine your layers to see if they are correctly oriented.
Try to prevent overhang by orienting the part in a way that makes it self-supporting and doesn’t extend past the main body.
Software Modules to Help Determine Part Orientation
There are actually software tools that help people determine the best part orientation, but these are usually reserved for very high-end metal 3D printing machines.
According to Digital Engineering 24/7, one such software of the kind is called Sunata, which works with Direct Metal Laser Sintering (DMLS). It automatically decides the best part orientation as well as optimal support structure.
It works by separating the CAD model into segments, then running through around 100 possible part orientations and support structures, before picking the ideal one.
Orientation software are usually designed for metal 3D printing to make a number of critical changes. Warping is prevented by limiting the surface area of each layer so more control can be put onto the build-up of heat.
When you get significant temperature changes between two layers, it can ruin the build quality so these automated tools help prevent such things from happening.
Other Factors That Help Part Orientation
Minimizing Layer Lines for Orientation
The reason to look at layer lines when discussing part orientation is the ability of them to create a smooth looking part. Although a finer layer height does a great job at reducing the visibility of layer lines, there is a better way to do it without adding as much printing time to your model.
What you want to do here is use a part orientation that gives you the most level planes, rather than arching shapes such as cylinders and mounds. The reason this works is that a level plane builds directly on top of each other.
When there are different angles in a part, layer lines are separated which leads to that bumpy look you see in printed models.
An intelligently oriented model can minimize the presence of visible layer lines since they mainly show up in the Z-axis. If the part you want to print would look better with layer lines going in a certain direction, you can easily orient your model to do this.
It’s quite similar to the reduction of support materials section where you want an angle less than 45° but by using a lower layer height. You should think of layer lines as a flight of stairs, the smaller the stairs, the more number of steps you have to take.
But, rather than having stairs which have different levels, the stairs are just stacked on top of each other to create that smoother feel and look you are after.
Splitting Models into Easily Printed Parts
When it comes to large 3D printed models, splitting them is a necessary step since they can’t all fit on the bed in one go.
Rather than just blindly splitting models up, we can plan out and recognize the best way to split them by taking part orientation into account.
There should be a level of consistency in the part orientation so this will take some thinking, but with time you may be able to figure out a great strategy.
Summary
Many a time, there will be one or more orientations which are all appropriate however there will be cases where the most accurate orientation may not fit within your 3D printer’s defined build volume or match your needs.
In some of these cases, we may compromise certain aspects of the print, or perhaps we redesign or edit the file to better suit the printing process. By understanding each constraint and using these tips and tricks, we can prioritize, through taking advantage of orientation, the most critical aspect of our print.