6 Ways How to Resin Print Flat Surfaces and Directly on the Build Plate
Sometimes printing flat surfaces directly on the build plate may be preferred over using supports or angling your print. However, if not done correctly, it can lead to print failures. I have researched and written some of the best practices in this article.
To resin print flat surfaces and directly on the build plate, use a magnetic flex build plate, reduce the Bottom Exposure time, and hollow your model to reduce suction. You should also use the tolerance compensation setting and add a raft or sacrificial base to your model.
This is just an overview of what you need to do. I will provide more details in the article, so continue reading to learn more.
How to Resin Print Flat Surfaces and Directly on the Build Plate
Resin printing flat surfaces directly on the build plate eliminates the need for extensive support structures. This can have many potential benefits, including reduced print warping, improved print surface finish, and reduced printing time.
However, the printing process can be a disaster if you don’t go about it correctly. Here is how to resin print flat surfaces and directly on the build plate.
- Change the Z Lift Height to 0
- Reduce the Bottom Exposure time
- Use a magnetic flex build plate
- Add a raft or sacrificial base to your model
- Hollow the model and add holes to reduce suction
- Adjust the Bottom Tolerance Compensation setting
1. Change the Z Lift Height to 0
The first thing you should do when printing flat surfaces and directly on the build plate is to change the Z Lift Height to 0 in your slicer software. This will help you print objects with the right dimensions. Here is how you can do it in ChiTuBox.
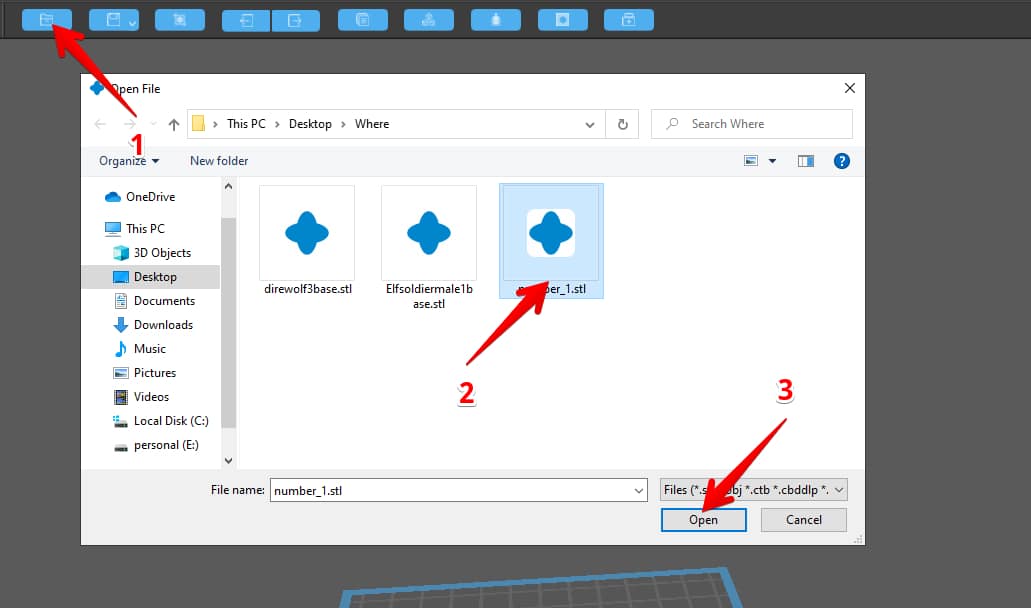
Import the model you want to print into Chitubox from the folder you stored on your computer. You can do this by clicking the folder icon on the far left side of your screen, choosing the file, and clicking open.
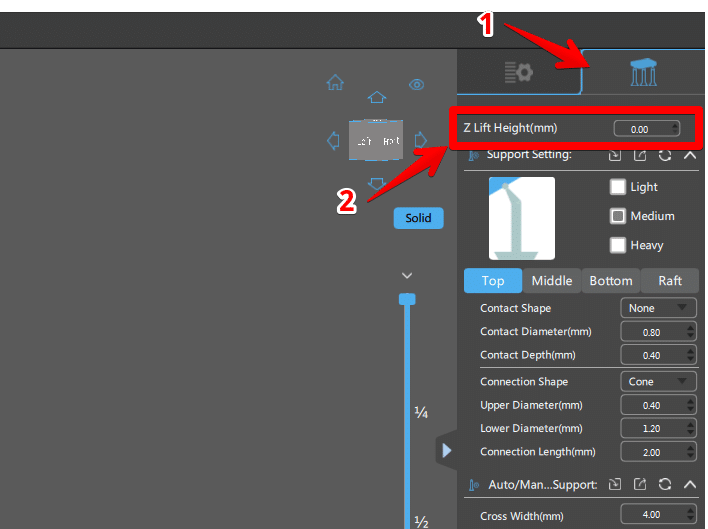
Click the Support Settings tab on the right side of your screen, find the Z Lift Height setting, and change it to 0 if it wasn’t that by default.
One user said that when you want to print flat on the bed, you have to set the object’s Z Lift Height to 0 in the support settings. This would enable you to print just fine.
Another user said that if you want perfect dimensions while printing directly on the build plate, you’ll need to tram/level your build plate.
His technique involved lowering the build plate a further 1mm, setting the Z to 0, tightening the build plate and running a 1mm calibration print.
This gave him a known starting point so he could measure his calibration print and adjust the Z height up or down as needed to zero it out and counter the error.
He added that you needed to add a crazy amount of light off time to prevent the Z-axis flex from skewing your results.
A user said that when printing flat on the bed, his raft would not stay on the base itself in ChiTuBox, and there was a pretty big gap between them. He was advised to change the “Z-Lift Height” to 0 on the Support Setting.
2. Reduce the Bottom Exposure Time
Another thing you should do is reduce the Bottom Exposure time in your slicer to control the curing process more accurately. This will help to ensure that only the intended part cures and the first layers retain their shape and dimension.
When the Bottom Exposure time is too high, the UV light might end up curing the resin that is squeezed out from the first few layers of a print (the burn-in layers), causing what is known as the “elephant foot” effect.
This is where the base of the print is larger than intended because partially cured resin bleeds from the edges and spreads slightly before completely curing.
I would recommend you to half the bottom exposure time as a test to see if the model sticks well on the build plate without coming off. If this works, you can keep it there. But if it doesn’t, gradually raise it up by 10-20% until it sticks well.
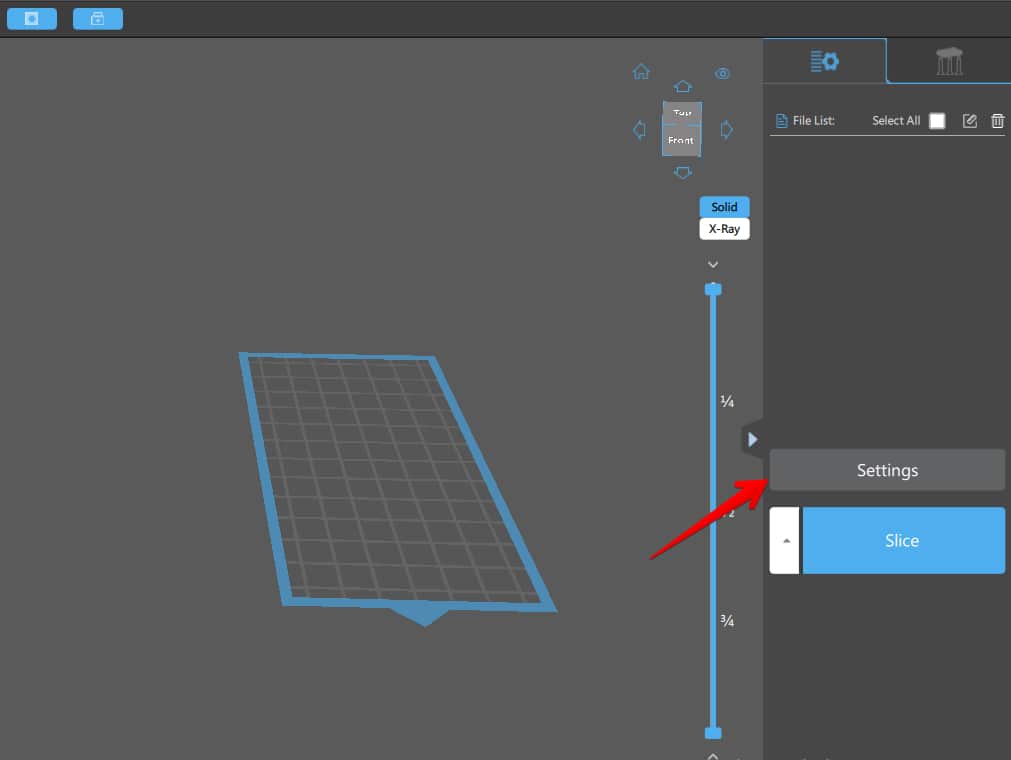
To reduce the Bottom Exposure time in ChiTuBox, click the Settings button directly above the Slice button on the right side of your screen.
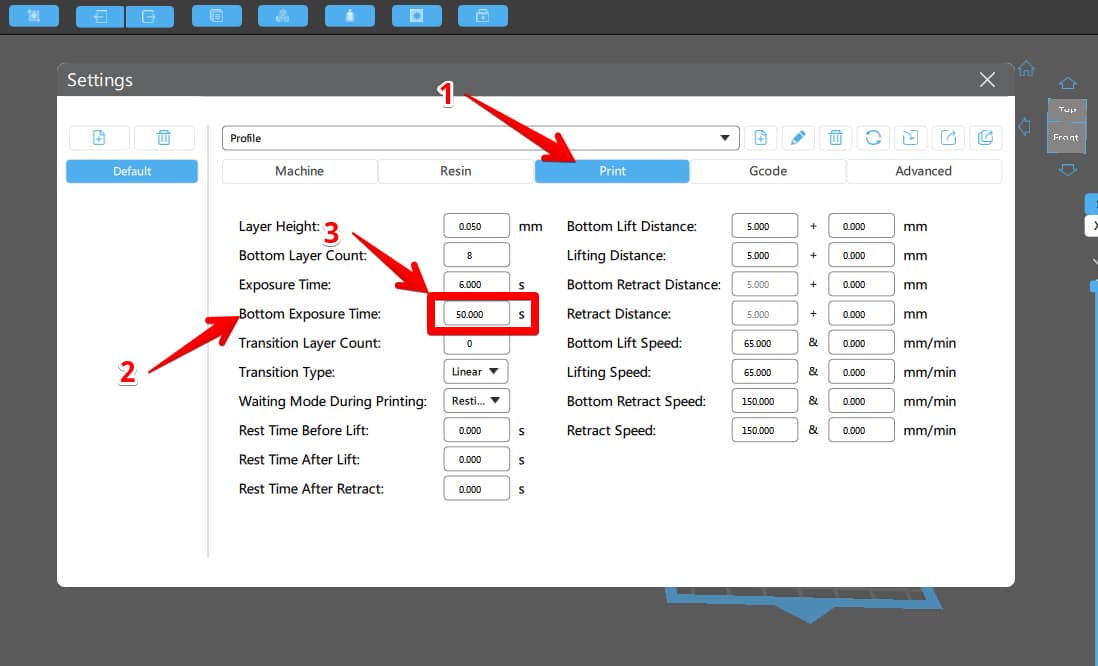
Select Print and locate the Bottom Exposure Time setting from the window that pops up. Input a value that is half the default value (50 seconds). Your settings will be saved automatically when you close this window.
One user said his prints stuck so strongly on the bed that he damaged them when trying to remove them and wanted to know how to prevent this. He was using Elegoo Clear Blue Resin with a Bottom Exposure time of 60 seconds.
Another user recommended a 45 seconds Bottom Exposure on 0.025mm layer thickness and 50 seconds for 0.05mm thickness. This would enable the prints to adhere well to the build plate but come off easily with a scraper.
You can use the Double-Edged Plastic Razor, which can be found easily on Amazon.

- A safe plastic razor blade is the ideal tool to scrape unwanted materials anywhere. It is a plastic razor blade, but sharp enough to remove stubborn residue. The plastic design prevents sharp blades from being damaged. Steel razor blades can easily scratch deep into auto paint, window tints or other surfaces, but plastic razor blades can do the same job without scratching or shaving. This great gadget makes your cleaning easy.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
3. Use a Magnetic Flex Build Plate for Easy Part Removal
A practice that is fairly common in 3D printing circles is using a magnetic flex build plate when resin printing flat surfaces and directly on the build plate. The printed object can sometimes break or bend when you try to remove it from a standard rigid build plate.
However, a magnetic flex build plate can stretch and bend freely, making removing a printed part from the build plate easier without damaging it. This will help you achieve visually stunning flat surface resin prints.
Magnetic flex build plates are also designed to be reusable and easy to clean. This is important because a clean build plate is key to getting your prints to stick to the bed.
One user recommended using a Wham Bam magnetic build plate when you’re printing straight on the build plate.
Another user wanted to know if printing flat on the bed was possible. In response, someone advised them to get a magnetic build plate to make it easier to remove the object.
Check out the BIQU Magnetic Steel Flex Plate on Amazon that would work great for printing flat surfaces directly on the bed.

- 【Applicable 3d printer model】The size of resin spring steel plate is 196X126mm. Suitable for any resin 3D printer with a printing platform size of 196X126mm, such as: Elegoo Saturn resin 3D Printer!
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
One user said he could hardly believe how quickly he could remove his prints from the base with this product and that it was a must-have for any resin printer. He added that he had been scraping the base for so long, but everything just popped off in seconds after getting this product.
Another newbie user said that this flex plate was super easy to install and start using. It was very convenient and made getting prints off so easy with a simple flex, and they came loose immediately.
A user said that this plate has many positives, including an extremely strong magnet which makes it hard for the plate to slip off, no issues with print adhesion, and the plate flexes and retains flatness well.
The only con was that the glue dissolved with IPA. So, if you clean your plate with IPA, it will start eating the glue at the edges of the magnet and eventually droop, even on small prints. This could cause print failures or cause the magnet to fully disconnect mid-print.
4. Add a Raft, Sacrificial Base or Something Similar
Adding a raft to your model can act as a sacrificial base when resin printing flat surfaces and directly on the build plate. Flat surfaces could easily get damaged when you try to remove them from the build plate, especially when they’re strongly stuck.
However, adding a raft, sacrificial base, or something similar with edges slightly slanted inwards towards the bottom of the print can act as a cushion. You can easily trim and sand this part after printing. This will reduce the chances of you damaging the print when removing it from the build plate.
You can easily add the raft in slicing software such as ChiTuBox. 3DPrintingPro explains perfectly how you can add rafts in ChiTuBox to help you print perfect bases in the video below.
One user said that to print bases flat on the build plate successfully; you needed to ensure that the base had no overhangs. He added that you needed to set up your raft to be 93% of the model. The raft removes the elephant’s foot so you can print the base flawlessly.
Another user said that when he printed house bases flat on the build plate, he designed them with a small bevel on the bottom, which worked like a raft but was already integrated into the base. This enabled his prints to come out perfectly every time.
5. Hollow the Model and Add Holes to it to Reduce Suction
To resin print flat surfaces directly on the build plate, you should first strategically introduce holes or vents within the model. Flat surfaces create strong suction forces between the build plate and the object during printing.
These forces make the object stick to the build plate, making it difficult to remove. If you forcefully detach the object from the build plate, you might damage or bend the object and, in other cases, destroy the build plate.
Hollowing the model and poking holes in it helps reduce these suction forces, making removing parts from the build platform easier. These holes on the flat surface also allow the uncured resin to escape during printing.
You can later fill the holes with resin and cure them using UV light to restore the object to its original form.
Adding holes to a model in ChiTuBox is very simple. Just import the model into ChiTuBox from the folder you stored on your computer. You can do this by clicking the folder icon on the far left side of your screen, choosing the file, and clicking open.
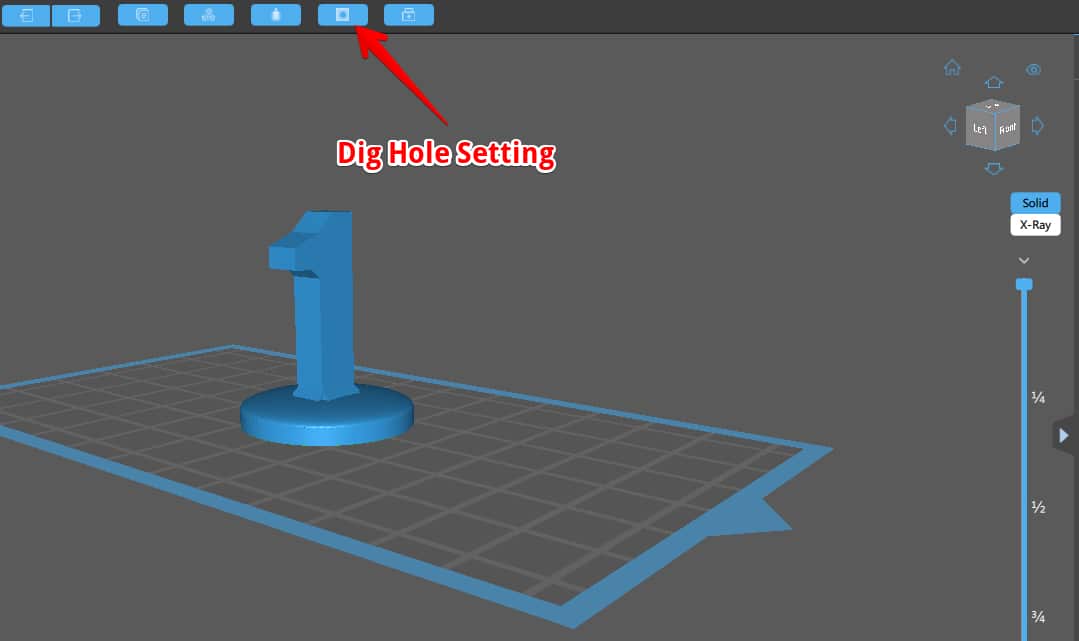
Once your model is on the build plate, click the “Dig Hole” button, the second farthest from the right on the toolbar at the top of the page.
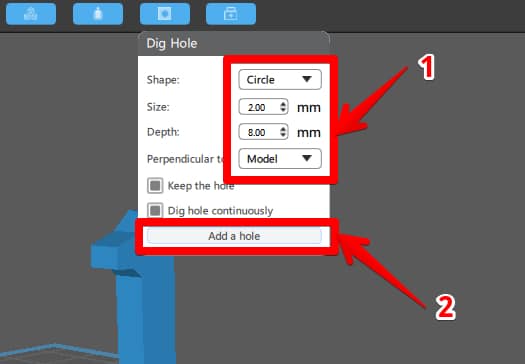
Next, specify the shape, dimensions, and orientation of the hole you want to dig, and then click “Add a hole”.
Press ESC to exit that menu. After that, direct the cursor to where you want to place the hole on your model and left-click to create the hole.
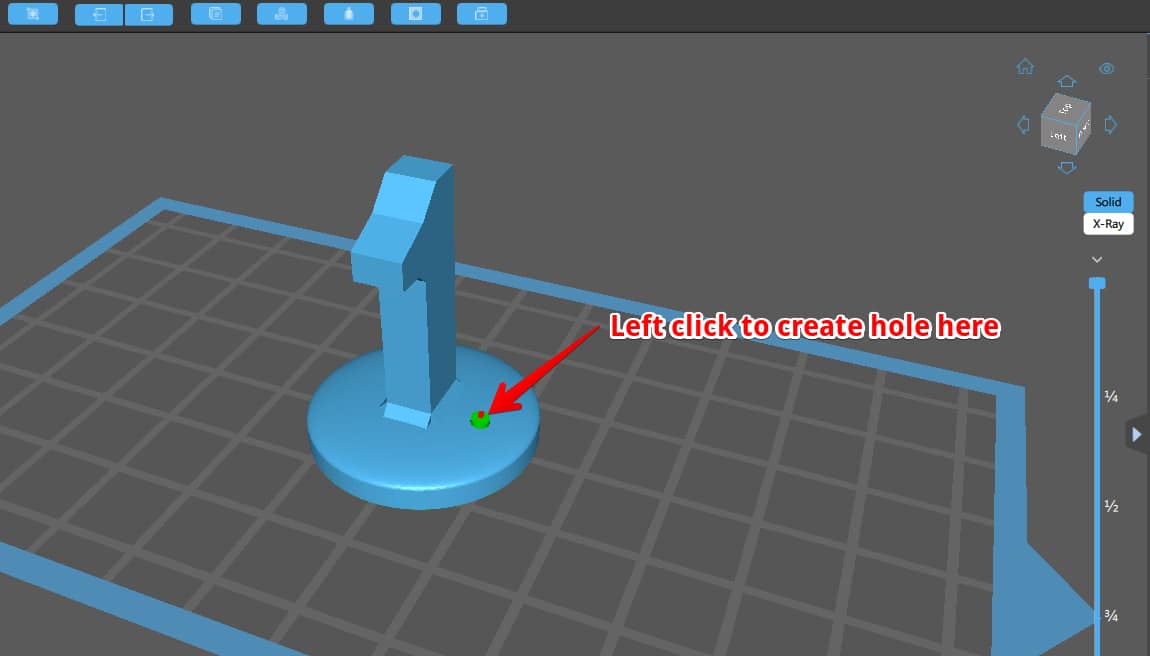
Once the hole is created, you can tilt the model on the build plate to view it and even create other holes with the same procedure.

Here is a video explaining how to hollow out your 3D model and add escape holes in ChiTuBox.
One user said it was possible to print flat to the bed. However, you would need to find a way to relieve the pressure while printing.
When printing a cup, for instance, he said that you would need to put a hole near the bottom to allow resin pressure to be equalized as the bed raises and lowers between the layers.
He added that the hole could be filled using resin and a UV light torch and sanded after printing. The holes in the lower part would also be sufficient to stop the part from separating from the bed.
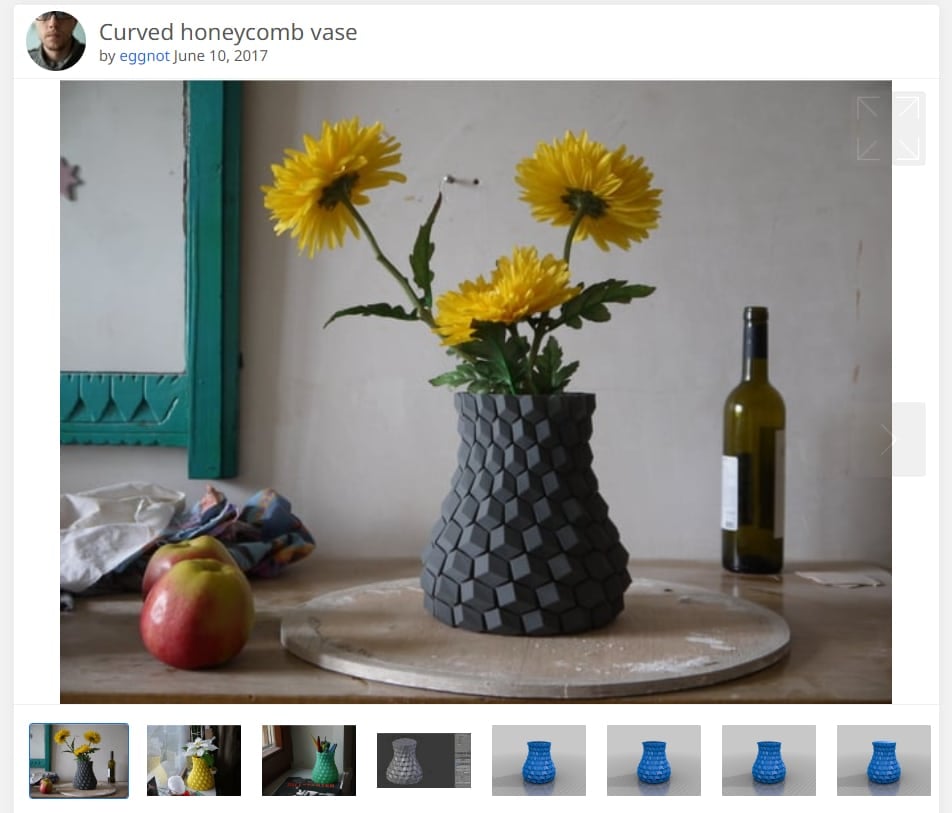
Another user said that you could print flat on the build plate but needed to poke a hole near it to release pressure, then fill it later. He printed this Curved Honeycomb Vase flat against the plate, which worked great.
6. Adjust the Bottom Tolerance Compensation in ChiTuBox
Adjusting the Bottom Tolerance Compensation setting in ChiTuBox or any similar 3D printing software can be beneficial when resin printing flat surfaces directly on the build plate. This setting allows you to change the size of the 3D model before printing slightly.
If you input a positive bottom tolerance compensation value, the model will enlarge when you print it to compensate for shrinkage that occurs when the resin cures.
Inputting a negative value, on the other hand, forces the object to shrink, thus reversing the effect of the elephant’s foot and restoring the object to its original dimensions.
To adjust the Bottom Tolerance Compensation setting in ChiTuBox, click the Settings button as shown in the previous section.
From the window that pops up, select Advanced and find the Bottom Tolerance Compensation setting.
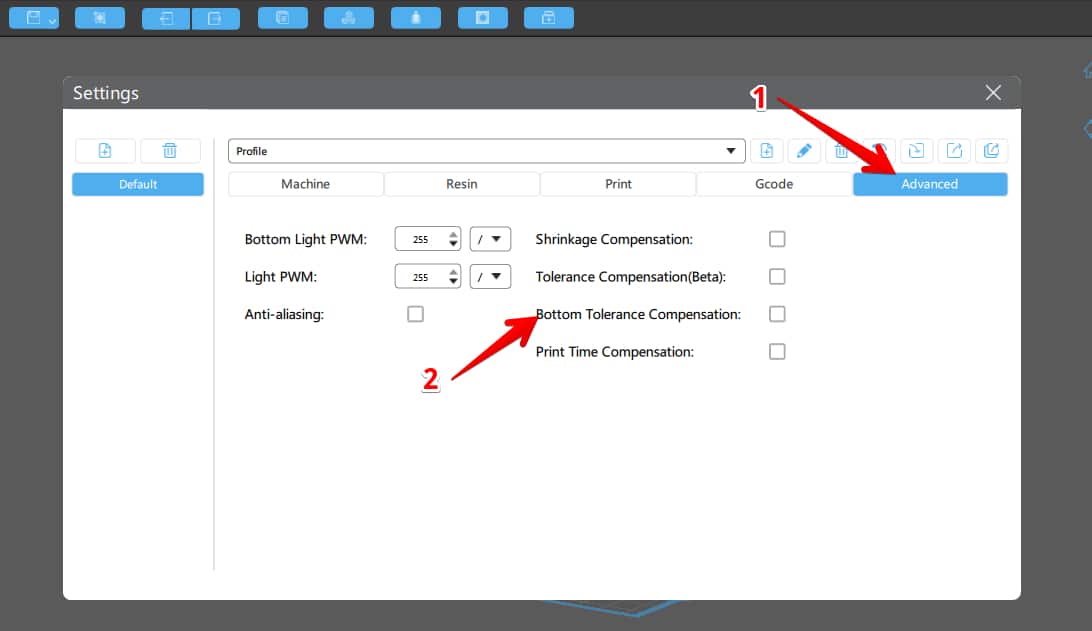
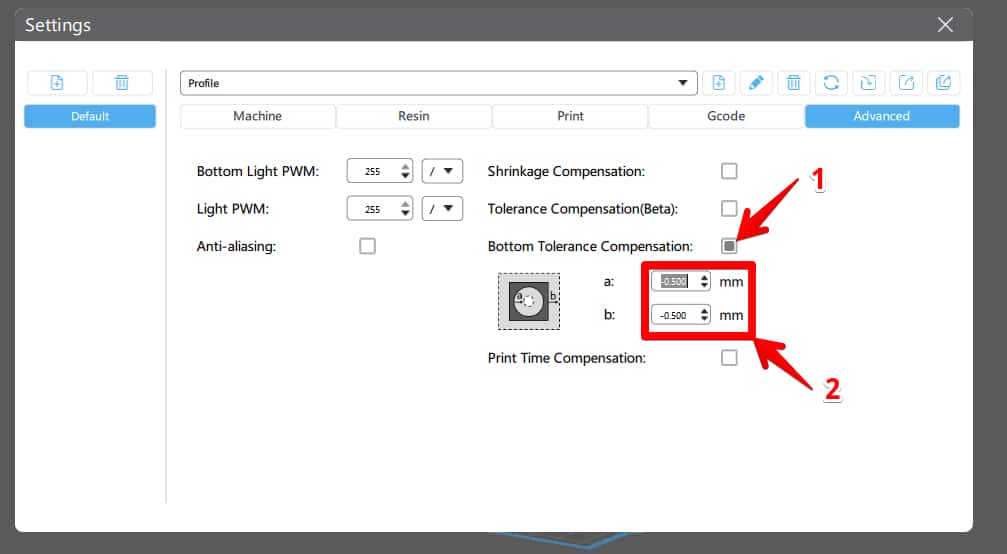
Check the box beside it, and input a negative value for the a and b parameters. After that, close the window, and your settings will be saved automatically.
One user said that when printing flat on the bed, especially with box-like shapes. You needed to add rest times and bottom tolerance compensation to remove detail loss and blooming.
Another user said that to counter the elephant’s foot when printing flat on the build plate, you needed to account for it in your slicer settings.
For Chitubox, go to settings > advanced > bottom tolerance compensation. Next, measure the elephant’s foot, then set it to reduce the bottom layers by that amount.