3D Printer Feed Rate Vs Flow Rate – Same or Different?
There are two settings in 3D printing called the Feed Rate and the Flow Rate that people wonder whether they are the same or different. This article will go through and answer this question.
Keep on reading for more information about Feed Rate and Flow Rate.
Feed Rate Vs Flow Rate in 3D Printing
Feed Rate and Flow Rate are two very different things in 3D printing. The Feed Rate refers to the speed at which the axes move, including the extruder, while the Flow Rate refers to the volume of filament that is fed to the nozzle in a set timeframe. Flow Rate is also referred to as the Extrusion Multiplier.
There are a few similarities for Feed Rate and Flow Rate such as:
- Both values are expressed in percentages
- Both of their defaults are 100%
- Both of them can be adjusted either in your slicer, in your G-code or directly on the printer screen (a sort of on-the-go override adjustment to address immediate issues you notice while printing)
Let’s go into more detail about what each of the two settings does and whether they affect each other.
Feed Rate
Feed Rate is a multiplier value that adjusts the print speed, usually expressed in percentages.
Basically, changing the Feed Rate means changing the speed related values you set into your slicing software because the feed rate affects the movement of the printing stepper motors.
A Feed Rate of 100% means that all the speed values you set in the slicer will remain the same throughout the entire print. If you change the Feed Rate to 200%, for example, the printer will increase the initial speed values and print twice as fast.
You can change the Feed Rate directly on the printer. For example, for most Creality printers, you just need to turn the knob to increase or decrease the 100% value.
This user made a video showing how increasing the Feed Rate on a Creality printer increases the overall speed of the print without affecting the quality of the print.
There are other ways to change the feed rate, as well, and ways to do so depend on the slicer you are using.
For Cura, you have the option of a Minimum Feed Rate under the Printer Settings section, where you can set a minimum Feed Rate speed value in mm/s.
You’ll need to install a plugin called Printer Settings in the Cura Marketplace to get these options, then restart Cura.
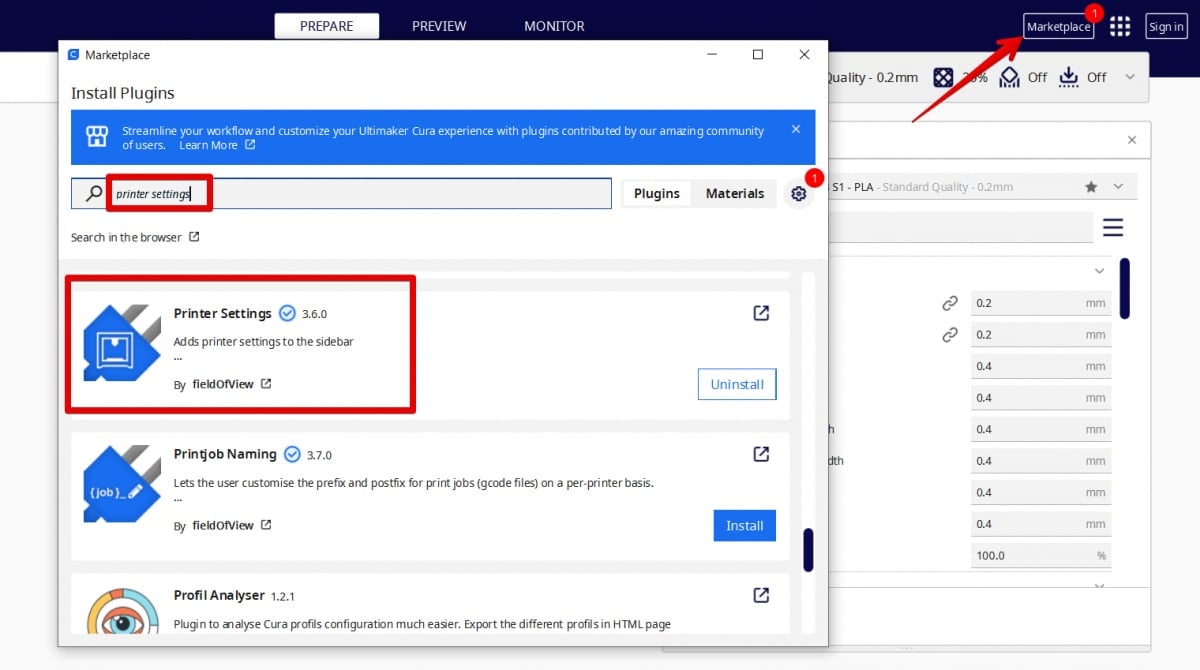
Here is the setting in Cura. You can either search for “feed” or adjust your settings view to see the setting.

There are also ways of changing the Feed Rate percentage throughout the print without having to do it manually on the printer screen, by changing the G-code of a Cura plugin using the “Change at Z” script.
This method can also help if you need different Feed Rates at different heights in your print.
OctoPrint, on the other hand, has settings that directly allow you to change the Feed Rate and Flow Rate. You can adjust the values by moving the Feed Rate and Flow Rate sliders under the Control tab of the interface, as can be seen in the video below.
For Repetier Host, you can adjust the Travel and Z-Axis Feed Rates under the Printer tab in the Printer Settings window, as mm/min values, and you can adjust the Feed Rate percentage under the Manual Control tab, on the right side of the interface.
Have a look at this video that explains the Repetier Host interface in more detail.
Flow Rate
Flow Rate refers to the amount of material extruded by the nozzle and is expressed in percentages.
Flow Rate is influenced by the capacity of the extruder motor, which means that it depends on how fast the motor can actually move to push the filament through the nozzle to meet the desired Flow Rate, as well as how fast the filament melts in the hotend.
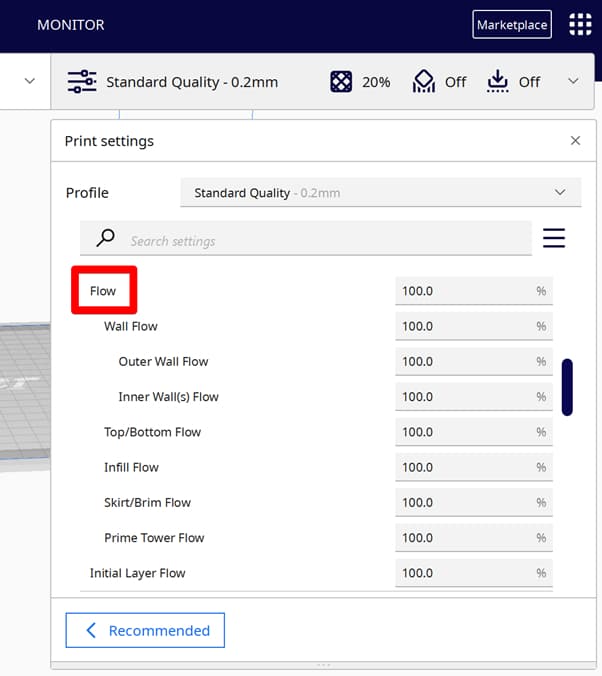
In Cura, you can find the Flow Rate parameters under the material section of the settings. There are a number of different sub settings you can adjust as well.
You can also change the default Flow Rate value in the G-code of Cura, similar to the way to change the Feed Rate.
Since Flow Rate affects the extrusion quantity, it also affects other settings, such as layer thickness and line width. The primary use of Flow rate is to compensate for under-extrusion or over-extrusion caused either by an issue with the printer or different properties of the material you are using.
The default Flow Rate value at 100% is calculated so that the amount of material extruded fills the line width, height and length perfectly, but sometimes this may not be the case, depending on the printer or material you use, and you might need to re-calibrate these settings.
Besides changing Flow Rate in your slicer or your G-code, you can also change it on the go on your printer LCD screen, similarly to how you can change Feed Rate. Here is a video showing how to do it for a Creality printer.
https://www.youtube.com/watch?v=Ktc_2m846aY
If you would like to learn how to calibrate Feed Rate and Flow Rate, have a look at this video.
Print Speed Vs Flow Rate
Print Speed adjusts the speed at which the model is printed, whereas Flow Rate determines the amount of material that is extruded through the nozzle.
If you increase the Print Speed, your slicer will automatically recalculate the Flow Rate accordingly, to fill the line width, length and height according to your new speed. Of course, you can recalibrate the Flow Rate if you see over-extrusion or under-extrusion in your print.
Changing the Flow Rate does not affect the Print Speed, it only affects how much material is extruded.
Print Speed Vs Feed Rate
Print Speed is the setting that determines the overall speed of the print, and it affects all its sub-settings, such as Infill or Wall Speed, whereas Feed Rate is a multiplier that affects all speed values: not only Print Speed, but also Travel Speed.
Basically, Print Speed impacts how fast the printhead moves while it prints. Travel Speed impacts how fast the printhead moves while it travels (and no extrusion takes place).
Feed Rate changes all the speed-related values you set in your slicer to make the printhead move faster or slower by a percentage of these initial values, both while it prints and while it travels.
Users generally use the Feed Rate on-the-go override setting on the LCD display of the printer if they notice their print moves too slow or too fast.