12 Ways How to Improve Surface Finish in 3D Prints
Achieving a smooth and flawless surface finish on 3D prints can be a bit challenging. As many people experience issues with this, I decided to write an article detailing how to improve the surface quality of your 3D prints.
To improve surface finish in 3D prints, you can increase travel speed or enable ironing in Cura. You can also achieve this through post-processing techniques of sanding, and acetone vapor smoothing. Apart from this, maintaining hardware can also help, such as tightening printer belts or replacing the nozzle.
This is the basic answer but there’s more detail to it. So keep reading to get the full answers.
How to Improve Surface Finish in 3D Prints
Here’s how to improve surface finish in 3D prints:
- Sanding & Polishing
- Apply Primer & Fill Gaps/Seams
- Painting
- Adjust Slicer Settings
- Epoxy Coating
- Acetone Vapor Smoothing
- Replace the Nozzle
- Tighten Hotend Assembly & Belts
- Print Model Face Down
- Fix Vibrations around the 3D Printer
- Try Printing with Matte Filament
- Metal Plating
1. Sanding & Polishing
Sanding and Polishing is probably the most common post-processing technique to improve your 3D prints’ surface finish.
Rubbing the 3D model with sandpaper can reduce the surface roughness, sharp edges, and visible layer lines, leading to a smoother and even finish.
Polishing can be done using high enough sandpaper grits, as well as compounds or pastes to remove the imperfections, scratches, and marks left behind.
One user said that sanding is great for smoothing the print surface but should be done with care, patience, and precision.
You need sandpapers of different grits that do not tear when sanding. An option that many users find great in improving surface finish is the YXYL 120 to 5,000 Assorted Grit Sandpaper Sheets from Amazon.
- Meets All Your Needs: 48 pcs sand paper kit, 16 grits sandpaper assortment, including 3 sheets of each grit: 120, 150, 180, 220, 240, 320, 400, 600, 800, 1000, 1200, 1500, 2000, 2500, 3000, 5000 grit sanding paper
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Many users claim that they are happy with how well it works and consider the pack worth it at an affordable price.
One user recommended having the right tools and skills to sand/polish so that you don’t affect dimensional accuracy.
One popular polishing product that has delivered great results for plastic pieces is this Flitz Multi-Purpose Polish & Cleaner from Amazon. One user said it’s the best polish they have ever used and finds that it works on pretty much everything.

- Multi-Purpose Cleaner: Has the industrial strength cleaning power to protect and polish metal plastic fiberglass aluminum and chrome - Gentle enough to use in kitchen bathroom and even on jewelry
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Here is a video of sanding as well as filling and priming a 3D printed Viking Mandalorian Helmet.
2. Apply Primer & Fill Gaps/Seams
One good way to cover imperfections or rough surfaces is to apply a thin layer of primer on your 3D prints or fill gaps. It will cover irregular patterns, layer lines, and surface defects in models, resulting in a smoother finish and clear surface.
Simply apply 1-3 coats of primer, giving a 10-minute break between coats. Sand in between if there are any imperfections and re-apply the primer where needed.
One user recommended using the Rust-Oleum 260510 Automotive 2-in-1 Filler & Sandable Primer from Amazon as it works great to improve surface quality.

- Filler and sandable primer is suitable for use on wood, metal and fiberglass surfaces
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
The filler was excellent for hiding lines between layers on his 3D printed helmets. It saves time as you can apply this primer first and then sand where needed.
One user also said that printing at a fine layer height and then applying automotive filler primer combined with sanding can help achieve a high-quality surface finish.
Here is a video on how to smooth out 3D print lines using a sandable filler/primer spray paint.
3. Painting
Another good post-processing technique is painting, as it can cover the imperfections left behind after sanding, filling, and priming while giving a visually appealing finish. You can use painting techniques such as:
- Brush Painting
- Spray Painting
- Airbrushing
Many users recommend sanding and priming the print first and then applying multiple coats of paint for better results. Adding a clear coat of paint at the end will protect the finish for a long time.
You need something that sticks well to the print surface and gives a smooth glossy finish. Some of the best options from Amazon include:

- The pigments used for airbrush colors are ground to the finest possible consistency
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Many users say that the Vallejo air paints work wonderfully in improving surface finish by turning plastic prints into metallic look-alike items even in terms of shine and smoothness.
Talking about the Rust-Oleum spray paint, one user said that it worked great on black PLA. It has a strong smell but the colors, surface finish, and adhesion are worth the patience.
Another user finds it excellent to finish 3D models as it provides a uniform finish, dries quickly, and sprays evenly. Just ensure proper distance and use it in a well-ventilated area.
Here is a detailed video on sanding, priming, and painting a 3D model.
4. Adjust Slicer Settings
Here is how to improve surface finish in 3D prints by adjusting slicer settings:
- Monotonic Top/Bottom Ordering & Ironing
- Utilize the Cooling Fan
- Decrease Top Line Width
- Set Optimal Layer Height
- Disable Z-Hop When Retracted Setting
- Increase Travel Speed
- Reduce Outer Wall Speed & Outer Wall Acceleration
Monotonic Top/Bottom Order & Ironing
One good way to improve surface finish in 3D prints is by using the “Monotonic Top/Bottom Order” and “Ironing” under the “Top/Bottom” settings in Cura.
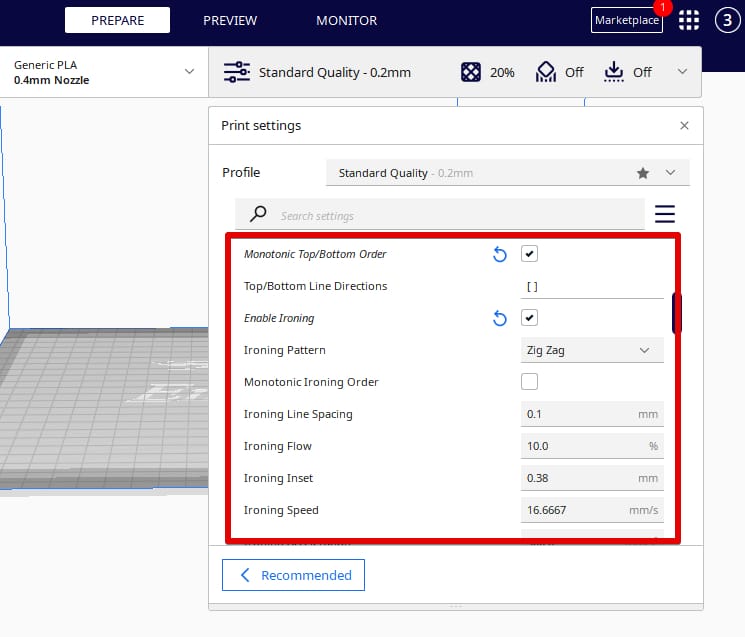
Enabling “Monotonic Top/Bottom Order” ensures continuous and smooth printing of each layer in one direction without stopping in between. This reduces the joints and other visible imperfections.
Enabling “Ironing” smoothens/irons the top/outer layer of the model by extruding a little amount of filament through the hot nozzle.
One user recommended using a flat-tip nozzle for ironing. Adjust the heatbreak position to have enough gap from the model to use a V6-style nozzle on Ender 3.
The user also recommended setting the extrusion width equal to your nozzle size, i.e., 0.4mm.
Another user shared the images of his 3D print (without any post-processing) after only using Monotonic Top/Bottom Order & Ironing settings in Cura.
Utilize the Cooling Fan
One of the best ways to improve surface finish in 3D prints is to correctly utilize the cooling fan and its settings. The model will have better outer surface quality if the layers are cooling down properly.

Since cooling requirements differ for 3D printing materials, first find the best suitable settings for PLA, ABS, PETG, or whatever material you are using.
For PLA, printing with the cooling fan speed at 100% will give a better surface finish. The material will cool quickly and prevent overhanging, dripping, sagging, or deformation.
Since filaments like ABS and PETG require a minimum to no cooling, turning the fan OFF or setting the speed at 20-30% would bring out a smoother finish.
Many users suggested using a fan duct that can equally blow air to all parts of your print. You can design one by yourself or download the Fan Duct or the complete HeroMe Cooling Fan System by Andrew Soderberg from Thingiverse.
Check out the video below for easy installation and assembly of the duct system.
Decrease Top Line Width
One way suggested by users is reducing the “Top/Bottom Line Width” under the “Quality” settings in Cura. Doing so can minimize visible layer lines, increase detail resolution, enhance print accuracy, and improve the surface finish/smoothness.

However, it’s recommended to test print a small model to find the settings that work for you depending on your 3D printer’s capabilities and model design.
Set Optimal Layer Height
One setting that can improve the surface finish in 3D prints is “Layer Height” under the “Quality” settings in Cura. Setting an optimal layer height will ensure smooth layers without gaps, irregularities, or overlapping.

This creates a consistent, uniform, and smooth surface finish. Smaller layer height enhances the details and precision which also contributes to overall surface quality.
The exact layer height that works for your model can vary depending on the model’s shape and filament being used.
One user said that finding the optimal layer height (typically 0.08-0.12mm) for your 3D printer can help achieve good surface quality.
Another user talks about improving the surface finish using the “Variable Layer Height” feature in PrusaSlicer. This feature allows you to set varying layer heights for different parts/areas of your 3D print.
The user printed a 50mm diameter “Lego” on his Ender 3 Pro using PLA. The settings with a 0.4mm nozzle are:
- Layer Height of Top Layers: 0.08mm
- Layer Height for the Rest of the Print: 0.15mm
- Line Width: 0.42mm
I have found a pretty good way to improve top surface quality by using the variable layer height feature in PrusaSlicer
byu/Ellie_Who_Makes in3Dprinting
In Cura, enabling “Adaptive Layers” under the “Experimental” settings can help smoothen the surface finish. It can automatically adjusts the layer’s height based on the design of the model.

Disable Z-Hop When Retracted Setting
Another good trick to enhance your 3D print surface is to uncheck the “Z-Hop When Retracted” under the “Travel” settings. This works even better if you are working on inexpensive/regular machines like Ender 3.
This can greatly improve the surface finish by reducing the stringing and oozing during printing.

If the Z-Hop is ON, the build plate lowers a bit down to give extra space for the nozzle to move to the next location without hitting printed parts. This can extrude extra filament leading to issues like roughness, blobs, zits, or imperfections.
By turning OFF the Z-Hop, the printhead will directly move between locations without lifting or giving extra time for the filament to extrude.
This can significantly improve the surface finish. However, your printhead may sometimes collide with the previously printed parts if your model has overhangs or complex geometries.
One user said that using the Z-Hop while enabling the “Z-Hop Only Over Printed Parts” under the “Travel” settings can also enhance the surface finish.
Here is a video on different techniques and settings in Cura to improve surface finish.
https://www.youtube.com/watch?v=eHn5IJeLCoQ
Increase Travel Speed
Increasing the “Travel Speed” under the “Speed” settings in Cura can improve the surface finish because the print head will move a bit faster when it’s not printing between different printing points.

This minimizes the time spent by the printhead after extruding the filament in one place. This prevents sagging, dropping, oozing, and other such irregularities in printed layers.
One user said it increases stringing if you decrease your Travel Speed.
Also, keep “Travel Acceleration”, “Travel Jerk”, and “Retractions” settings in check because values too high can cause motor skips or frame rattling.

One user said that the settings on his Ender 3 are:
- “Travel Speed”: 150-200mm/s
- “Travel Acceleration”: 1500mm/s
- “Travel Jerk”: 20mm/s
The settings that worked for one type of CoreXY 3D printer to get a good surface finish are:
- “Travel Speed”: 150-200mm/s
- “Travel Acceleration”: 2500mm/s
- “Travel Jerk”: 25mm/s
The ability of a 3D printer to handle travel speed with corresponding acceleration and jerk is mainly dependent on its build quality. For example, CoreXY 3D printers can handle faster acceleration as compared to Cartesian, while the Delta 3D printers are even better.
So, tweak and find the best suitable speed for your specific printing material and 3D printer that gives you a high-quality surface finish.
Reduce Outer Wall Speed & Outer Wall Acceleration
One way to improve your 3D print surface quality is to reduce the “Outer Wall Speed” and “Outer Wall Acceleration” under the “Speed” settings in Cura. It is the speed at which the printer prints the outermost layers/shell of the 3D print.

Printing it slowly can help improve the surface finish by giving more time for the filament to cool before the next layer is printed. This reduces the ghosting effect (slightly fainting wavy patterns or layers/lines repeating themselves on your 3D prints) and smoothens the surface finish by consistent printing and clear bonding of layers.
However, it is crucial to find optimal settings for your specific 3D printer and filaments because printing too slowly can increase print time while affecting strength as well.
For example, the “Outer Wall Speed” at 30mm/s and “Outer Wall Acceleration” at 500mm/s on Ender 3 (with a 0.4mm nozzle and 0.2mm layer height) give a smooth finish. You can reduce it until it works for you.
5. Epoxy Coating
Another technique that can be applied to some 3D prints is adding a thin layer of epoxy using a spray gun, brushes, or simply dipping. When applied properly, epoxy resin can fill all gaps, seams, and cracks, while creating a thin seal. This gives a polished and shiny finish to the model.
Since epoxy contains chemicals, it is better to be cautious while handling and using the product. Reading the manufacturer’s instructions, proper ventilation, and testing on the small part before dipping the whole 3D print are recommended.
XTC-3D – High-Performance 3D Print Coating is a great option from Amazon. One user found it great for a 3D printed helmet as it mixes well, applies smoothly, sands easily, and has minimum odor.

Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Another user said that coating prints with XTC-3D, sanding, and then spray paint is enough to get excellent surface quality. Wearing gloves and protective eyewear is recommended and ensure it doesn’t get on clothes as it is very sticky.
Check out the video of smoothing the surface of a 3D print using XTC-3D Print Coating.
Another good option from Amazon is the MAX Crystal Clear Epoxy Resin Coating for 3D Printed Parts. It is coating/casting epoxy resin with qualities like impact resistance, waterproofing, minimum toxicity, and smooth finishing.
One user said they used this to coat their PLA 3D prints to protect it from moisture. Another user said it was great for making their 3D prints watertight and food safe.
6. Acetone Vapor Smoothing
Though the technique only works for ABS/ASA 3D prints, Acetone Vapor Smoothing can help achieve a smooth and glossy surface finish. The whole process is to expose the 3D prints to acetone vapor which removes layer lines by melting, fusing, and smoothening the outer shell filament.
This fills the pores/cracks and clears the imperfections resulting in a smooth and polished look.
One user said that he considers acetone vapor smoothing the easiest method to improve surface finish in 3D prints. However, it should be done while wearing protective gloves and glasses.
Another user stated that this method works well for ABS because it dissolves easily with acetone. This gives a smooth surface finish to your models, making them look like injection-molded items.
Check out the video below of improving surface finish using acetone vapor smoothing.
7. Replace the Nozzle
One way to improve surface quality is to replace the worn-out nozzle with a fresh one. Replacing the nozzle can provide a consistent flow of material and a smooth finish.
Over time, the nozzle can wear out due to abrasive filaments, high temperatures, dirt, or objects colliding with it. This can create imperfections as the filaments may not come out as straight and smooth as needed for high surface quality.
Whether you are going for hardened steel or brass, it is recommended to only buy nozzles from authorized or reputable manufacturers.
Some good options recommended by users include:
- Creality Official MK8 Ender 3 Nozzles
- Creality 3D Hardened Steel MK8 Nozzle
- LUTER Extruder 3D Printer Nozzles
Some users also suggest the E3D Hardened Steel Nozzle due to its tough, durable, and wear-resistant characteristics.
It is efficient in handling abrasive filament materials like Nylon for a long time. This ensures consistent and precise filament extrusion leading to 3D models with better surface finish.
Check out the video below on how to replace the nozzle on your 3D printer.
8. Tighten Hotend Assembly & Belts
Another good method to improve surface finish is to ensure the hotend harness, assembly, and belts are properly tightened. Tightening loose parts reduces vibration and wobbling while keeping the printhead position at accurate points.
This ensures consistent and smooth extrusion of filament and accurate/controlled movement of each part which ultimately improves the surface finish of the model.
You can easily check the tension by pulling/pushing the belt with a finger and then releasing it. If the belt is tight, it will feel like a strong rubber; Otherwise, it needs tension.
To tighten the hotend assembly:
- Turn OFF the 3D printer and unplug the cord.
- Wait for the hotend to cool down completely.
- Hold the heater block in place with one wrench.
- Tighten the nozzle using another wrench.
- Check and ensure that all screws on the heater block are tightened.
Avoid tightening them too much as it can damage the nozzle, threads, or other delicate parts.
Though the 3D printer machine design can vary, the process to tighten the hotend assembly and the belts would mostly be the same.
Here is a short video on how you can manually tighten your 3D printer belt.
Some 3D printers have XY-axis tensioner wheels that you can use instead.
9. Print Model Face Down
Another way suggested by users is printing the model face down. It can improve surface finish by reducing support marks, minimizing layer lines, and enhancing print quality. When the model is face down, the smooth surface of the bed gives a nice finish to the 3D printed part.
However, this method may not work for all 3D prints because of their design, support structures, and other related factors.
Many users stated that printing a model face down on a glass or powder-coated smooth bed helps create a nice and shiny look.
The user also recommended adjusting the nozzle height and ensuring a suitable gap from the bed. It prevents scratching and prints a polished, 3D model.
One user recommended using textured spring steel build sheets and the POJECITY 3D Printer Textured PEI Spring Steel Sheet is a good option from Amazon.

- Size: Magnetic plate 235mmx235mm/9.2x9.2 inch for Ender 3, Ender 3 Pro, Ender 3 v2, Ender 3 S1, Longer LK4, LK4 Pro, and most other 235mm 3D printers.Note: it is single side, one side is textured,there is a logo on the palte,please be care.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
how would you guys improve the surface quality? especially the scars and blobs. settings in the comments
byu/TRXDiego450_ inFixMyPrint
10. Fix Vibrations around the 3D Printer
Another way to improve surface finish in 3D prints is to fix vibrations around the 3D printer. This will reduce layer shifting, minimize the ghosting effect, prevent nozzle wobbling, and improve the sticking/bonding between layers.
A stable printer will ensure precise and accurate 3D printing ultimately resulting in 3D prints with high-quality, smooth, and flawless surface finish.
You can reduce vibrations in the following ways:
- Place your 3D printer on a stable, sturdy, and level surface.
- Ensure accurate settings calibrations.
- Decrease Printing Speed, Acceleration, and Jerk in Cura.
- Ensure all screws, bolts, belts, and fittings are tightened.
- Replace the stepper motor, fan mounts, or bearings if faulty or damaged.
Some small upgrades to fix vibrations include:
- Anti-Vibration Pads from Amazon
- CR-10 Vibration Dampers from Thingiverse
- Anti-Vibration Feet from MyMiniFactory
- Vibration Damper from Thingiverse
- ProtoBuilds Steel and Rubber Stepper Motor Vibration Damper from Amazon
- Dampening Feet from Thingiverse
One user stated that installing rubber pads, foam, or printing vibration-absorbing feet for your 3D printer can significantly improve the surface finish.
Another user recommended upgrading the ball rail guides, ball screw drives, and having a more solid frame to reduce vibration. Though these upgrades are beneficial, they can be quite expensive.
Here is a video on how to reduce ghosting mainly caused because of vibrations.
https://www.youtube.com/watch?v=c5MSns79z58
11. Try Printing with Matte Filament
Another way suggested by users is printing models with matte filament. This can significantly improve the surface finish of 3D prints by diffusing light, reducing reflection, hiding small flaws, and adding an attractive look to the model.
Matte is a type of filament that creates a matte finish on a 3D print with a low glossy yet attractive look. Its main characteristic is to hide the visible layers, lines, and flaws, giving a good surface finish.
Though this is a good technique, it may not enhance the surface finish as much as other methods such as sanding, polishing, or coating.
The OVERTURE PLA Matte Filament from Amazon is very popular among 3D printer users.

- 【High-Grade Matte PLA】This newly launched filaments can output prints with shine-free color and frosted texture, which make it perfect for creation needing low-key, rich and enigmatic appearance;Grid layout on the surface for easy resizing
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
After using black, white, yellow, and blue, one user said that it is great for giving prints a seamless surface finish by reducing glossiness.
One user recommended Overture’s Matte PLA for its improved aesthetics and good surface finish, though it is a bit brittle. Overture eco-PLA is also great in matte black however the Glossy Black PLA may require paint for better appearance.
12. Metal Plating (Electroplating)
Though it is a bit difficult to do, metal plating is another technique that can improve the surface of a 3D print. The process involves coating the models with a thin layer of conductive material or metal, mainly including:
- Platinum
- Tin
- Silver
- Chrome
- Gold
- Rhodium
- Graphite
- Copper
- Palladium
- Nickel
The print is firstly coated with a conductive material such as graphite. It is then placed in a bath of metal ions and current is passed through it. This causes the metal ions to bond with the print surface creating a smooth shell of metal.
This method is mostly used on an industrial level because of its cost and the skills/equipment it requires. However, it can add an aesthetic look and create a high-quality surface finish.
Here is a video on how to do metal plating or electroplating on your 3D prints.